SM411F_Service Manual.pdf - 第138页
Softwar e Module No Constant Name Classification Va l u e Unit Description 76 FORCE_CONTROL_HEIGHT Use 500 um The Z-axis height at which the force control function begins to be applied. It is based on the placement heigh…
Software
Module
No
Constant Name Classification
Value
Unit Description
50
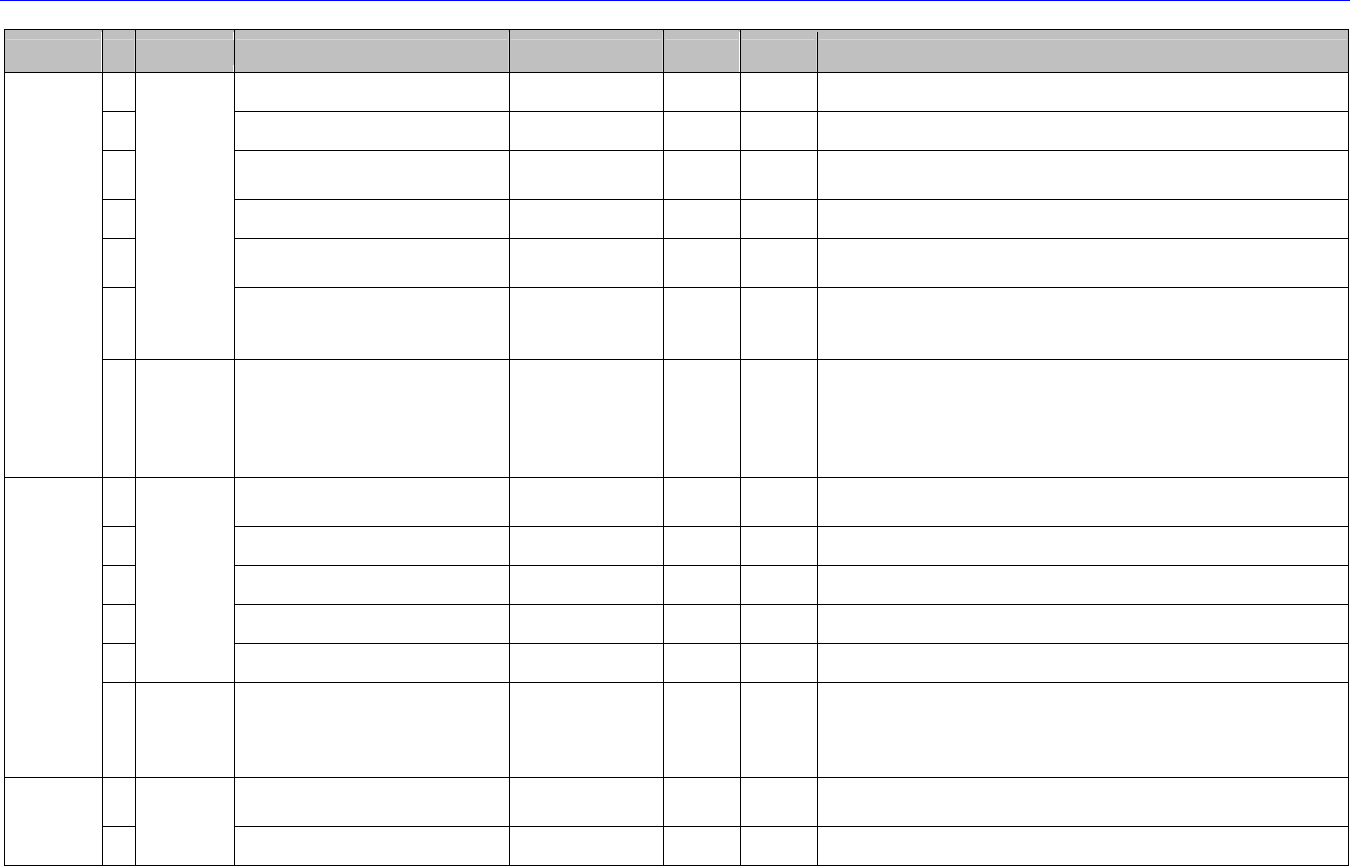
SYS_DELAY_R1 Use 50 msec The delay that is used for general R-axis movement..
51
SYS_DELAY_R2 Use 50 msec The delay that is used for R-axis movement for part pickup.
52
SYS_DELAY_R3 Use 20 msec
The delay that is used for R-aix movement of placing the
part.
53
SYS_DELAY_R4 Use 50 msec The delay that is used for high precision R-axis movement..
54
SYS_BACKLASH_R Use 1500 mdeg
The zone that is used in the R-axis backlash prevention
algorithm.
83
Factory
HEAD_AUX_HOME Use 1 Const
Determine whether to use the auxiliary R-axis home sensor
of the head.
0: Not used 1: Used
R Move
26
Debug
R_MAX_SPEED_COMP_SIZ
E
Use 1,800 um
The part size that allows the R-axis to rotate at the
maximum speed.
Only for the part below 1800 based on the long side, R-aixs
moves at the maximum speed that can be obtained from
the SM411.
55
SYS_DELAY_M1 Use 0 msec
The delay when the mirror is closed in the case of the
FLY_SS Cycle.
56
SYS_DELAY_M2 Reserved 0 msec -
57
SYS_DELAY_M3 Reserved 0 msec -
58
SYS_DELAY_M4 Use 0 msec The delay when the mirror is closed.
59
Factory
SYS_BACKLASH_M Reserved 0 um -
Mir Move
80
Factory
ESCAPE_M_FAST Use 170000 mdeg
The Mirror-axis angle at which the Z-axis begins to move
when the mirror opens in the case of the FLY_SS Cycle
(80000 ~ 175000).
The values other than the above are treated as 80000.
60
HEAD_SIDE_DN_TIME Use 0 msec
The minimum period of time required to operate the side
illumination of the head.
Side Down
61
Factory
HEAD_SIDE_DN_TIMEOUT Use 500 msec Time out when operating the side illumination of the head.
Software
Module
No
Constant Name Classification
Value
Unit Description
76
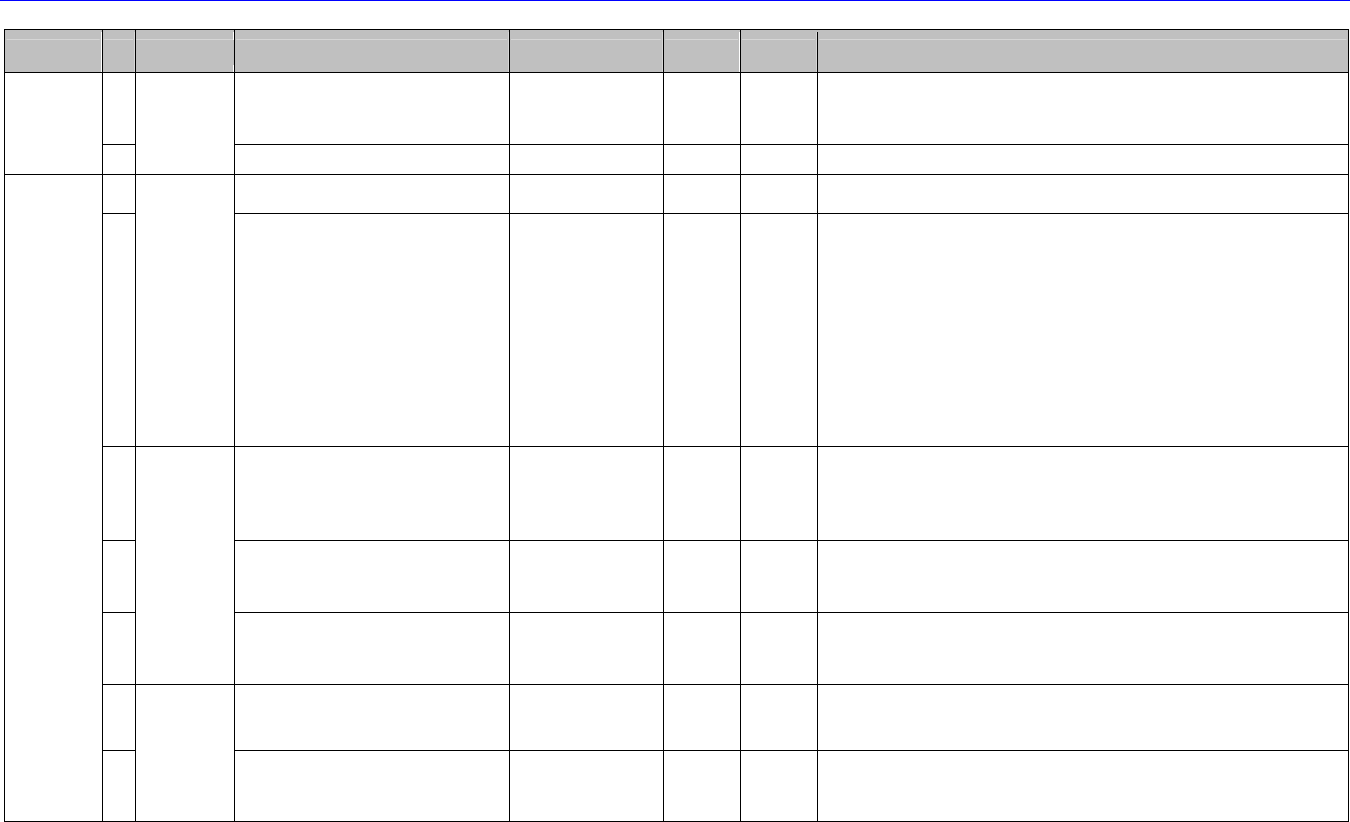
FORCE_CONTROL_HEIGHT Use 500 um
The Z-axis height at which the force control function begins to be
applied. It is based on the placement height.
Only those values within -1000 ~ 6000 are applicable.
Specipic
Function
86
Factory
TWIN_SERVO_SKEW_DIST Use 200 um Allowable skew error of Y1/Y2.
84
USE_FAST_PICK_UP Use 1 Const 0: Not use the Fast PickUp function, 1: Use the Fast PickUp function.
95
Factory
PICK_TEACH_XY_METHOD Use 0 const
Set the Pick-Up Position XY Offset compensation function during the
automatic placement.
Here, in order to apply the compensated offset, the Debug Constant #31
(TAPE_PICK_OFFSET_WEIGHT) must be set to 1.
0: Not used.
1: Perform compensation when the ‘part retry out’ error occurs.
2: Perform compensation immediately before the part retry out count to
be set. If it is still no good, stop the machine.
3: Perform compensation always before picking up the part (applicable
for fine parts less than 0402 part size ).
31
TAPE_PICK_OFFSET_WEIGHT Use 0
The function that determines whether to apply the offset obtained at the
designated pick-up position of the tape feeder.
0: It is not applied.
1: It is applied.
45
SUPPORT_HALF_PICK_UP Use 1 0 , 1
Determine whether to allow support of the Half Pick Up function.
0: Not use.
1: Use.
55
Debug
SUPPORT_VIRTUAL_PICK Use 1 0 , 1
Determine whether to allow support of the Virtual Pick (Push).
0: Not use.
1: Use.
65
POCKET_TEACH_LIGHT_OUT Use 5 const
Set the outer illumination value of the fiducial camera that is used to
perform the pocket teaching during automatic placement.
Pick Up
66
Debug
POCKET_TEACH_LIGHT_IN Use 0 const
Set the inner illumination value of the fiducial camera that is used to
perform the pocket teaching during automatic placement.

Software
Module
No
Constant Name Classification
Value
Unit Description
Dump 29
Debug SUPPORT_IDLE_DUMP_ALL Use 0
Determine whether to use the Dump All function when pressing the
‘RESET’ button in the Idle mode.
0: Not use (Use the Dump All function of the MMI).
1: Use.