00194567-01.pdf - 第319页
Kasutusjuhend SIPLA CE F5/F5 HM 11 Jaama laiendamine - riistvara Tarkvara versioon SR .407.xx 01 /2001 EE väljaanne 11.3 Kaksikk onveier 319 1 1 .3 Kak sikkonveier 1 1.3.1 Kaksikkonveie ri ehitus Konveie ri lint e käitat…
11 Jaama laiendamine - riistvara Kasutusjuhend SIPLACE F5/F5 HM
11.2 Komponentide vöötkood Tarkvara versioon SR.407.xx 01/2001 EE väljaanne
318
11.2.4 Tehnilised andmed
Ühendamiseks kasutatav seade Jaamaarvuti
Andmete sisestamine Vöötkoodi skanner või klaviatuur
Tähemärkide arv Kuni 40
Piirangud Vöötkoodid algavad 1 või 2-ga ning on lühemad kui
5 tähemärki
Vöötkoodide arv Kuni 6 ühe komponendi kohta
Filter andmete keelustamiseks Kuni 1 vöötkoodi kohta
Eelseatavd kooditüübid Kood 39 (standardne või ASCII),
kood 2/5, vahelduv ja normaalne,
kood 128, UPC/EAN/JAN koodid
(muud vastavalt tellimisele)
Kasutusjuhend SIPLACE F5/F5 HM 11 Jaama laiendamine - riistvara
Tarkvara versioon SR.407.xx 01/2001 EE väljaanne 11.3 Kaksikkonveier
319
11.3 Kaksikkonveier
11.3.1 Kaksikkonveieri ehitus
Konveieri linte käitatakse alalisvoolumootoritega. Igal keskmisel konveieril on tõstelaud, mille abil
fikseeritakse trükiplaat ettenähtud kohale. Konveieri laiust saab reguleerida kas menüü kaudu või
liiniarvuti abil. 11
11
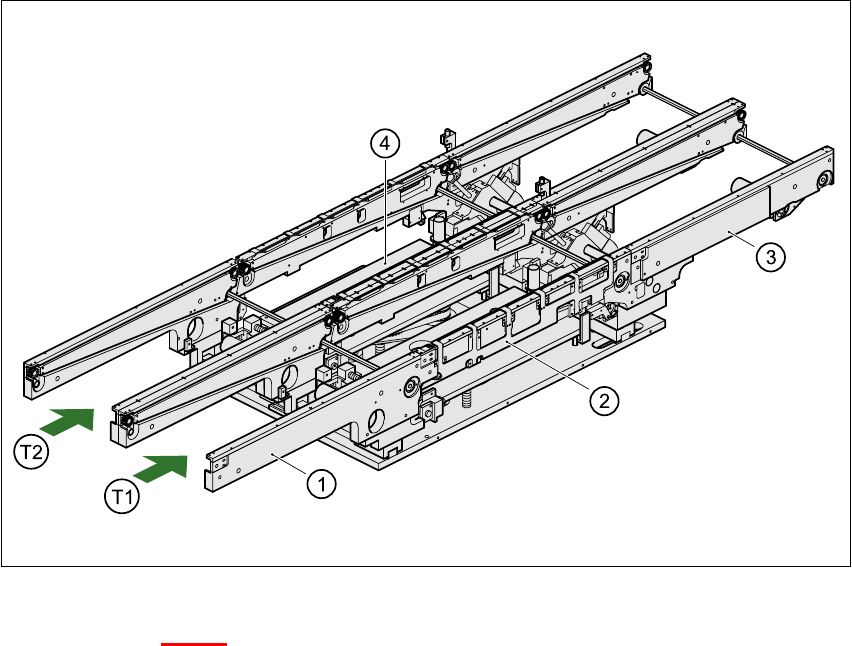
Joon. 11.3 - 1 Kaksikkonveieri ehitus
Selgitused joon. 11.3 - 1 juurde 11
11.3.2 Üldjuhised
Vastavalt konveieri nimetusele, sisaldab kaksikkonveier kahte rada. Rajad on üksteisest
elektriliselt ja mehhaaniliselt sõltumatud. Standardversioonis on statsionaarseks pooleks
konveieri parem poole, kuigi on olemas ka variant, kus statsionaarseks pooleks on konveieri
vasak pool. 11
(1) Sisendkonveier (2) Keskmine konveier
(3) Väljundkonveier (4) Tõstelaud
T1 Konveieri rada 1 11 T2 Konveieri rada 2 11
11 Jaama laiendamine - riistvara Kasutusjuhend SIPLACE F5/F5 HM
11.3 Kaksikkonveier Tarkvara versioon SR.407.xx 01/2001 EE väljaanne
320
Konveieri transpordirežiimiks võib valida kas “synchronous dual conveyor” (sünkroonne
kaksikonveier) või “asynchronous dual conveyor” (asünkroonne kaksikonveier). Transpordirežiimi
muutmiseks tuleb siseneda masina andmefaili (CONFIG.MA). 11
11.3.3 Transpordiradade defineerimine
Parempoolse transpordiraja (liikumissuunas vaadatuna) nimetus on "transport 1" ja vasakpoolse
"transport 2" (joon. 11.3 - 1
). 11
11.3.4 Transpordirežiimi muutmine
11.3.5 Asünkroonne transpordirežiim
11.3.6 Kirjeldus
Asünkroonses režiimis toimub ühel rajal ühe trükiplaadi ladumine, samal ajal kui teist trükiplaati
transporditakse ladumistsooni. See säästab oluliselt summaarset transpordiaega, mis tõstab
lühikese tsükliajaga trükiplaatide korral oluliselt tootlust. 11
11.3.7 Kasutamine
Kui masin on varustatud tööandmetega (klaster, seadistus), siis transporditakse trükiplaatide
ladumise ajal trükiplaate pidevalt sisendkonveierilt keskmisele konveierile (kui see on vaba).
Ladumine algab niipea, kui trükiplaat jõuab keskmisele konveierile. Trükiplaate töödeldake
üksteise järel. 11
MÄRKUS 11
Laotavad komponendid ning konveieritel 1 ja 2 olevate trükiplaatide laiused peavad olema
ühesugused. 11
Ladumisprotsessi katkestamisel blokeeritakse konveieri liidese töö ning ladumine keskmisel
konveieril asuvatele trükiplaatidele viiakse lõpule. 11
Konveieri liidese blokeerimine või deblokeerimine rakendub üheaegselt mõlema traspordiraja
jaoks. 11
Transpordirežiim Kirje CONFIG.MA failis
Üksikkonveier 0
Sünkroonne kaksikkonveier 1
Asünkroonne kaksikkonveier 2