00194567-01.pdf - 第361页
Kasutusjuhend SIPLA CE F5/F5 HM 11 Jaama laiendamine - riistvara Tarkvara versioon SR .407.xx 01/2001 EE väljaanne 11.9 Räbusti doseerimisseade 361 11 Joon. 1 1.9 - 8 K orpuste kuju nim ekirja redigeerimine räbust i kasu…

11 Jaama laiendamine - riistvara Kasutusjuhend SIPLACE F5/F5 HM
11.9 Räbusti doseerimisseade Tarkvara versioon SR.407.xx 01/2001 EE väljaanne
360
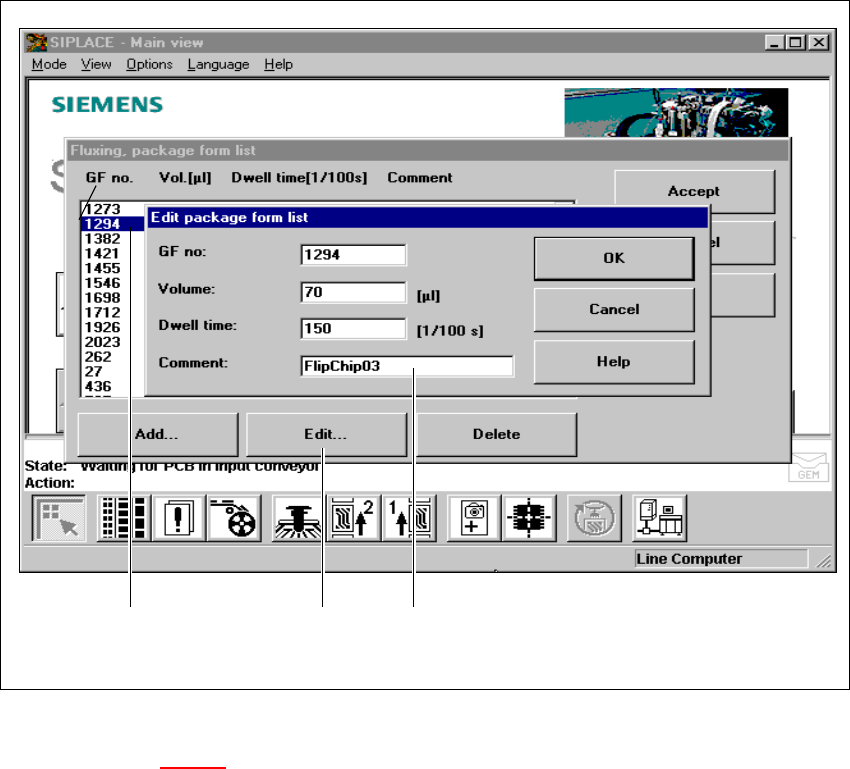
Volume: 11
– antud komponendi korral kasutatava räbusti kogus (µl);
– koguse vääruseks võib olla 1 µl kuni 100 µl.
– Soovitame orienteeruvalt kasutada järgmisi koguseid:
6 mm x 6 mm komponent => 8 µl räbustit
10 mm x 10 mm komponent => 10-15 µl räbustit.
Holding time: 11
– selle aja kestel tuleb komponenti pärast ladumist trükiplaadil kinni hoida;
– valida võib väärtusi 0 kuni 500/100 s, mis vastavad 0 kuni 5 sekundile.
Comment: 11
– siia võib kirjutada komponendi kohta käiva kommmentaari.
11
Æ Klõpsake sisestuse kinnituseks OK nuppu.
Æ Redigeeritud komponentide korpuste kuju nimekirja salvestamiseks klõpsake Accept nuppu.
MÄRKUS
Jaamaarvutisse võib sisestada kuni 25 korpuste kuju. 11
Æ Komponendi redigeerimiseks tõstke vastava komponendiga rida esile (joon. 11.9 - 8).
Æ Olemasoleva korpuse kuju redigeerimiseks klõpsake Edit nuppu.
Kasutusjuhend SIPLACE F5/F5 HM 11 Jaama laiendamine - riistvara
Tarkvara versioon SR.407.xx 01/2001 EE väljaanne 11.9 Räbusti doseerimisseade
361
11
Joon. 11.9 - 8 Korpuste kuju nimekirja redigeerimine räbusti kasutamiseks
Selgitused joon. 11.9 - 8 juurde 11
(1) Tõstke rida esile
(2) Redigeerimisnupp ‘Edit’
(3) Sisestusväljad
11
Æ Redigeerige andmeid nii, nagu seda kirjeldati Add funktsiooni juures.
Æ Klõpsake sisestuse kinnituseks OK nuppu.
Æ Redigeeritud komponentide korpuste kuju nimekirja salvestamiseks klõpsake Accept nuppu.
11
311 111 211
11 Jaama laiendamine - riistvara Kasutusjuhend SIPLACE F5/F5 HM
11.9 Räbusti doseerimisseade Tarkvara versioon SR.407.xx 01/2001 EE väljaanne
362
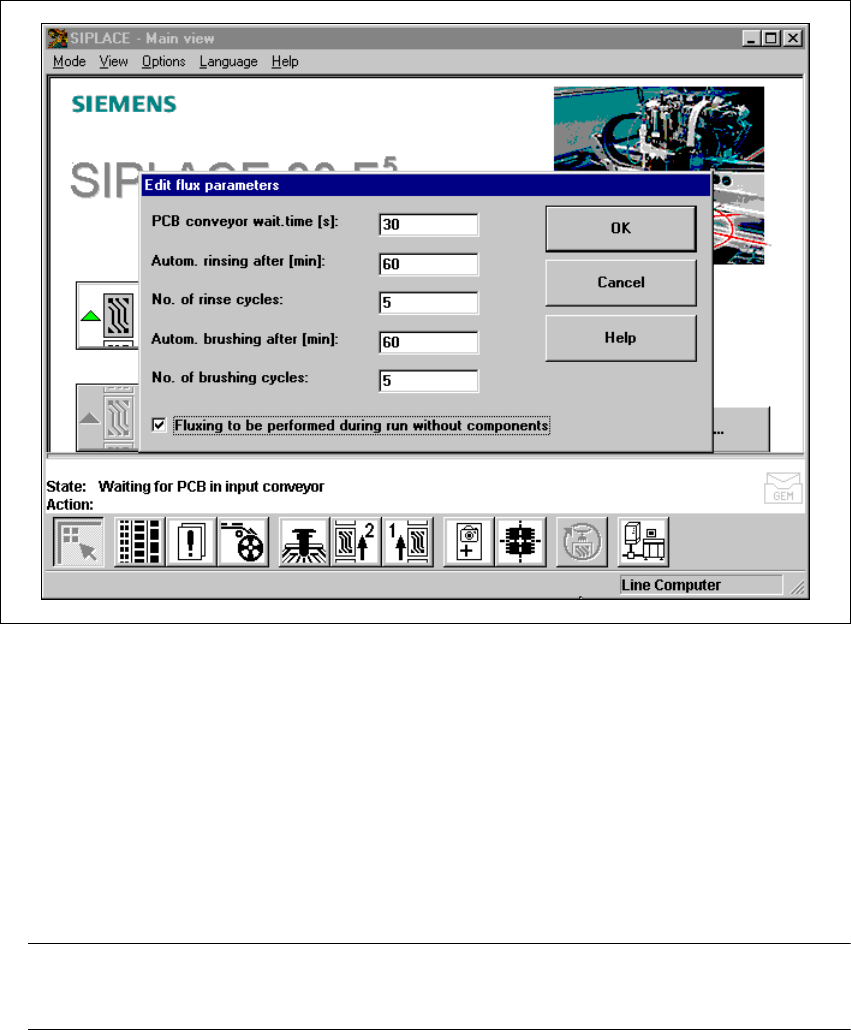
11.9.7.3 Räbusti parameetrite redigeerimine
Æ Räbustiga seotud andmete sisestamiseks valige “Parameters” menüü.
11
Joon. 11.9 - 9 Räbusti parameetrite redigeerimine
11
Trükiplaatide konveieri ooteaeg "Waiting time" 11
– See on aeg, mille jooksul trükiplaat seisab jaamas enne ladumisprotsessi jätkamist. See
tagab räbusti kuivamise ning koos sellega välditakse komponentide “äraujumine”.
– Seda aega hakatakse mõõtma pärast viimase pöördkiibi ladumise lõpetamist
– ning valikuvõimaluseks on vahemik 0 kuni 40 sekundit.
MÄRKUS
Ooteaja kasutamine vähendab liini kasutamise efektiivsust. 11
11