Alteco_EN - 第4页
T echnical details An ov erview of the Alteco The vertical drying system Alteco allows flexible, high-perfor - mance drying and hardening processes of all protective paints and casting compounds that can be hardened with…

Saves space through vertical transport principle
Targetedairfeedintheheatingzonesforreproducibletemperatureproles
Pre-heatedsupplyair;thevolumeowcanbesetforeachheatingzone
Minimal heat emission due to outstanding insulation
Thewasteairvolumecanbeadjusteddependingontheheatingzone
Downstream,segmentedcoolingtract
No thermal stress on the system mechanics due to external drive technology
Optimum accessibility of the system technology and easy maintenance
Uncompromising modern process
with the new Alteco from Rehm
The Rehm Vertical Drying System Alteco not only offers ideal drying and hardening processes, it is also extremely compact
and space-saving thanks to its design. As a result of the vertical transport, the Alteco replaces, with a system length of only
around 4 m, a comparable 40 m long horizontal furnace. With the innovative system design, you can save valuable space in
your production hall.
Two transport variants are available for the vertical dryer:
1. xed transport width, where the circulating goods carriers
are set to a xed measurement
2. flexible transport width, where the transport by means of
circulating goods carriers is automatically set to the
respective circuit board size
Several painting lines can thus feed different products with
different circuit board transport widths in the mix to the Alte-
co. With the Alteco, printed circuit boards with a maximum
height of 50 mm can be dried.
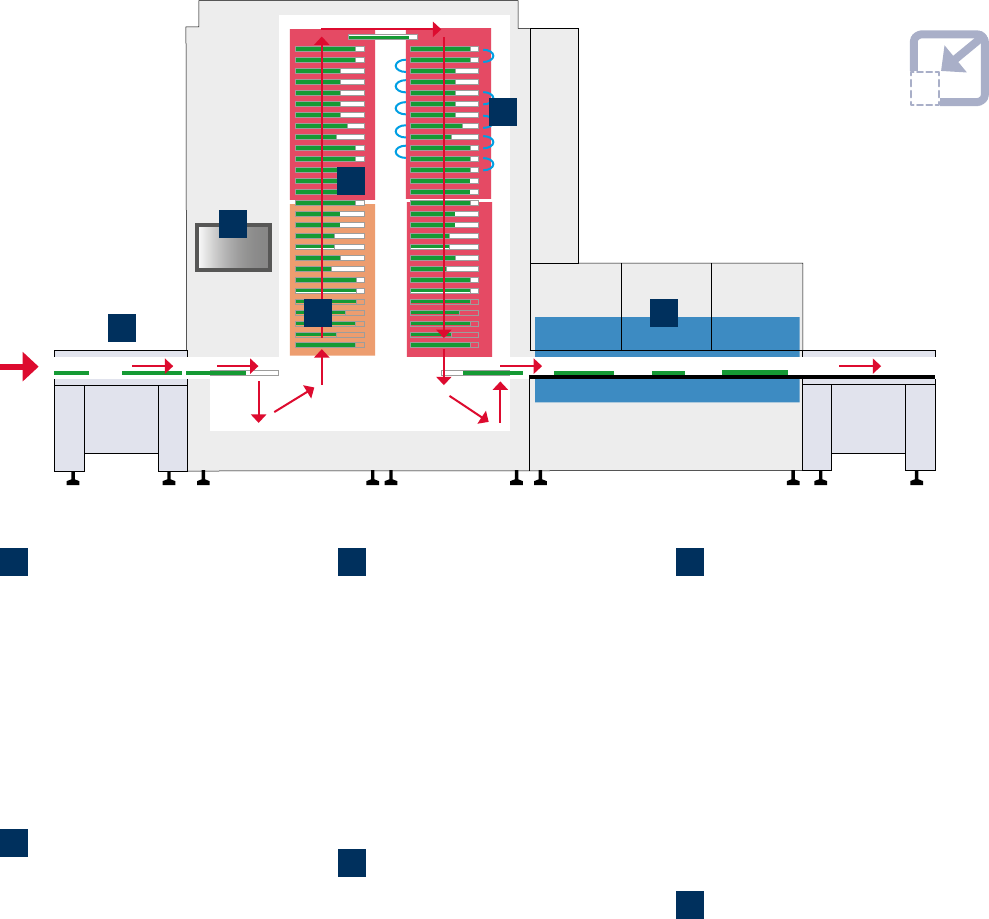
Technical details
An overview of the Alteco
The vertical drying system Alteco allows flexible, high-perfor-
mance drying and hardening processes of all protective paints
and casting compounds that can be hardened with convec-
tion heat. The system consists of two process towers, which
are each divided into four heating zones, and a downstream,
segmented cooling tract. The circuit boards are loaded into
goods carriers at the furnace infeed. These run through the
drying process in the system in a vertical direction and are
stacked on top of each other during the hardening process.
1.
6.
2.
3.
4.
5.
minimal
space required
1. Infeed/loading
In the infeed area, the painted sub-assembly
is handed over to the transport system via the
supply belt. Sensors record the width for each
circuit board. A grabber pushes the circuit
board onto the goods carrier, which is previous-
ly adjusted to the width of the printed circuit
board to be loaded and measured. During the
loading process, each goods carrier is precisely
xed, positioned and centred. A multiple load-
ing of the goods carrier is possible.
4. Air feed
The heating system in the process towers
works according to the convection principle
in circulating air operation. The tempera-
ture can be separately regulated in all eight
heating zones. A specially developed air feed
guarantees even warming of all construction
elements. The supply air can be pre-heated
and pre-set individually in the volume flow
depending on the heating zone. The waste air
volume is also separately regulated per zone.
The system can thus be ideally coordinated to
the volume of paint and the solvent throughput.
2. Circulating transport system
The sub-assembly in the goods carrier is
transported through the system on a circulat-
ing goods carrier mechanism. The cycle time
is adjustable. Via a cross-beam, the goods
carriers are moved under the ascending tower,
where they are taken over by a stroke mech-
anism. After running through the towers, the
goods carriers are transported to the unloading
station by means of a second cross-beam.
The empty goods carriers are clocked into the
loading station again.
5. Cooling tract
The downstream cooling tract consists of three
transport segments that adapt automatically
to the respective transport width. Cooled air is
blown from above and below onto the sub-as-
sembly per segment. Via a heat exchanger, the
waste air is handed over from the internal to
the external water cycle and thus transported
away from the production room in an energy-
efcient manner.
3. Clever stacking principle
The mechanics during the drying process in
the process towers work according to a vertical
stacking principle. The stroke mechanism
stacks the goods carriers over one another.
They are equipped with spacer pins so that they
are securely positioned. No running chains, oils
or lubricants are necessary for the entire trans-
port. A transfer transport mechanism hands
over the goods carriers at the highest point
into the descending tower. The de-stacking is
done in reverse order. All drives and mechanical
guideways are in the cold process area, for
reliable and long-lasting transport.
6. Software
The system is controlled by software via a touch
interface. All relevant process parameters are
documented. The width setting and the precise
positioning of the goods carriers thus run fully
automatically. In addition, the loading status of
the goods carriers and the internal temperature
of the heating zones (among other things) can
be monitored. SMEMA interfaces ensure the in-
tegration of the system in each production line.
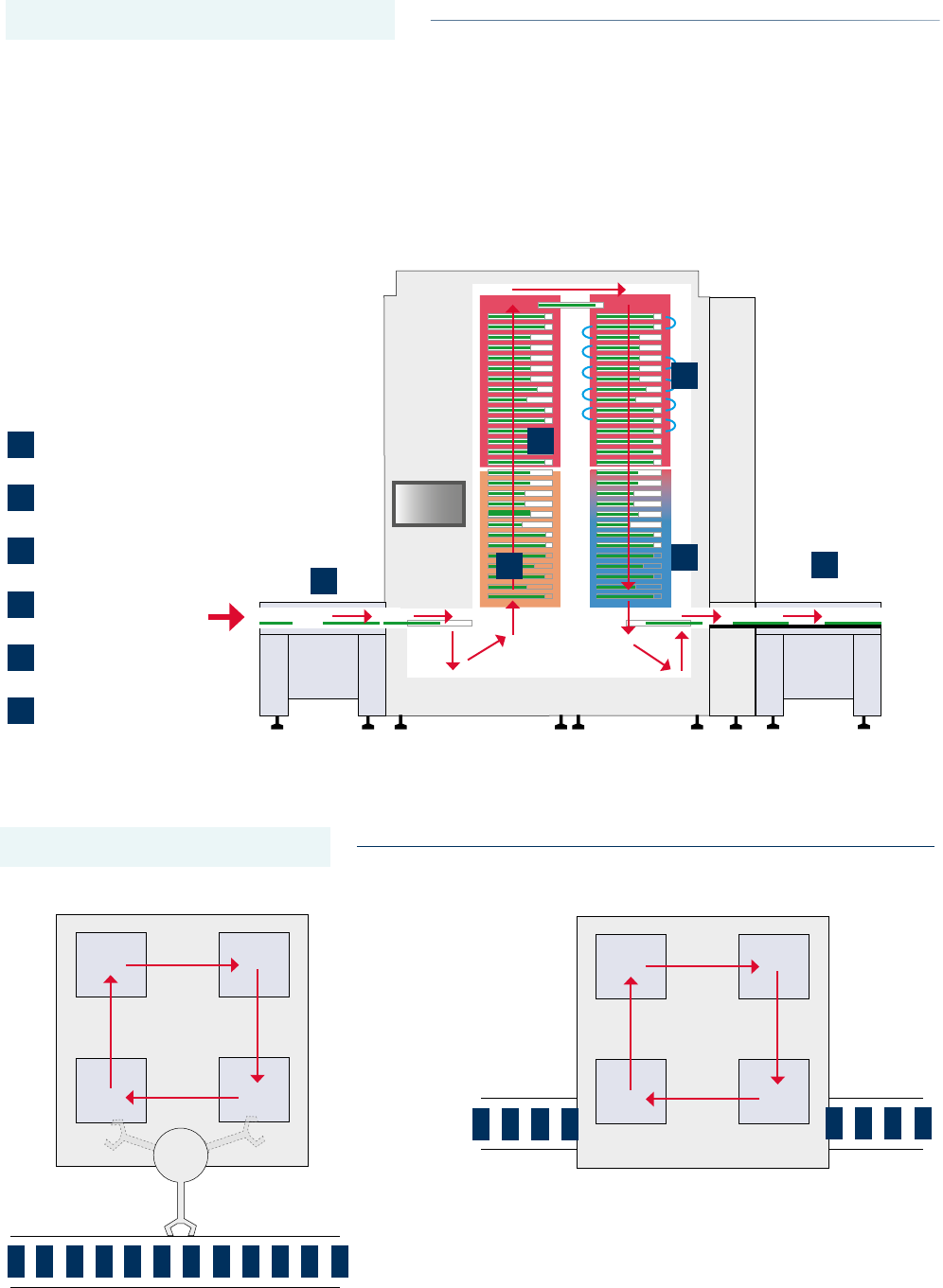
The basic structure of Alteco with integrated cooling section
corresponds to that of Alteco with external cooling section.
Zoning within the heating towers is different, though. The rst
tower houses heating zones 1 to 4. The second tower houses
heating zones 5 and 6 and the cooling section. This principle
is suitable for assemblies that require shorter process th-
roughput times due to their lower mass or are not processed
directly afterwards and can therefore cool down in downstre-
am magazines.
1.
6.
2.
3.
4.
5.
Inline solutions
Alteco with integrated cooling zone
1.
6.
2.
3.
4.
5.
Loading
Heating zone 1 + 2
Heating zone 3 + 4
Heating zone 5 + 6
Cooling zone 1 + 2
Unloading
Robot
Goods Carrier
Circuit
Tower 1 Tower 2
Unloading
Loading
Goods Carrier
Circuit
Tower 1 Tower 2
Unloading
Loading
loading and unloading by robot
oading and unloading by transport
lane, boards have to be pushed on the
carrier