1OM-1625-004_w.pdf - 第146页
1OM-1603 3-23 2. Program Change Operation : Chap.3 (6) Slide the nozzle stocker shutter and set all vacuum nozzles to be used in the nozzle stocker . If this section is held too strongly , it might be damaged. Do not giv…
1OM-1603
3-22
2. Program Change Operation : Chap.3
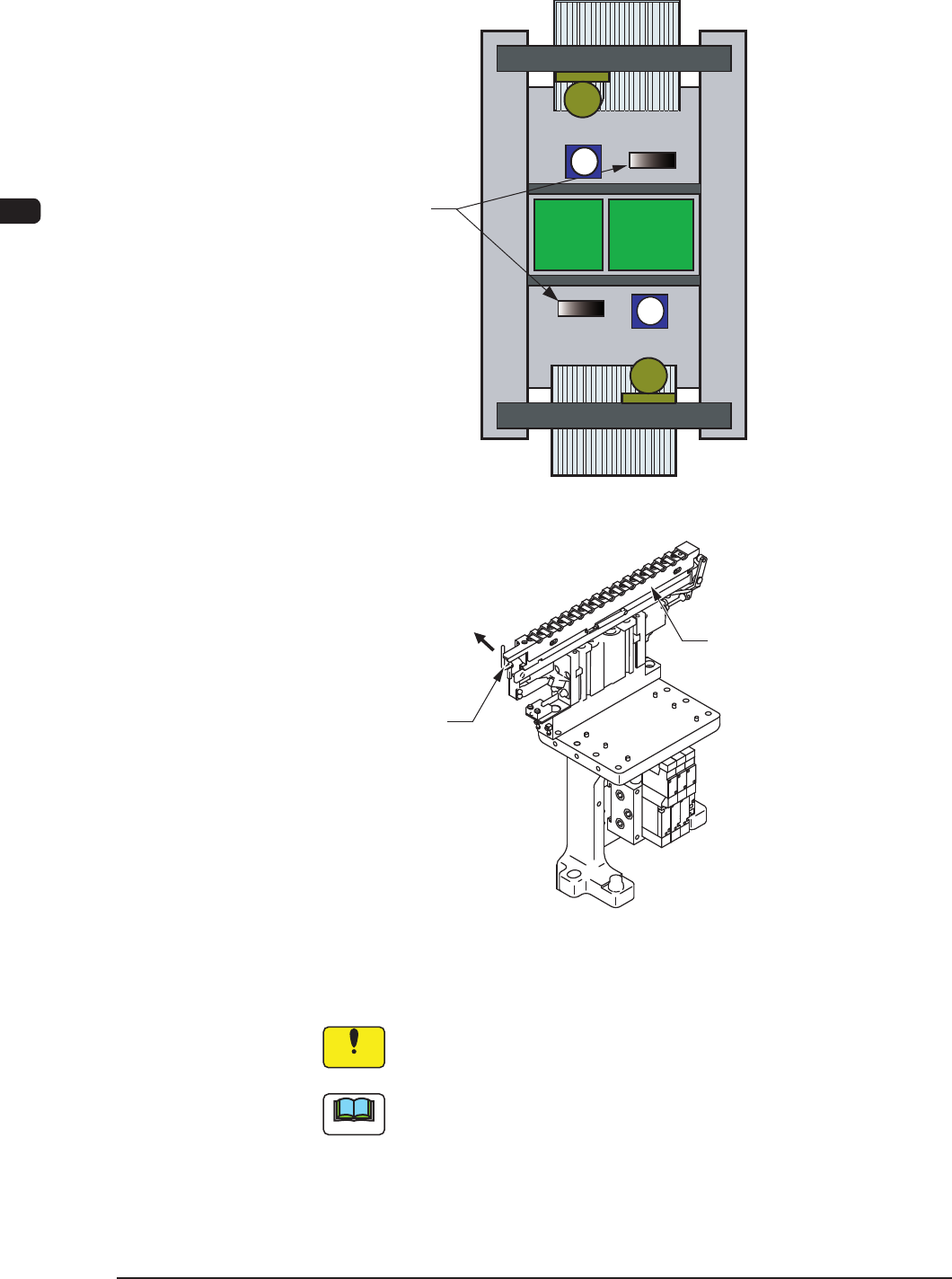
(4) While holding the nozzle stocker by hand, push down the lever of the nozzle
stocker section and detach the nozzle stocker from the nozzle stocker section.
Nozzle
Stocker Section
F1C18
Nozzle Stocker
lever
Push down the lever
F1C18-1
(5) Slide the nozzle stocker shutter and detach all vacuum nozzles.
Notice
Whenever the vacuum nozzles are stored in or picked up from the
nozzle stocker, slide the nozzle stocker shutter.
Note
It is advisable that the vacuum nozzles required after a program change
operation be prepared beforehand in the nozzle stocker change unit
(accessory part) because the time for vacuum nozzle change operation can
be shortened.
1012-005
1OM-1603
3-23
2. Program Change Operation : Chap.3
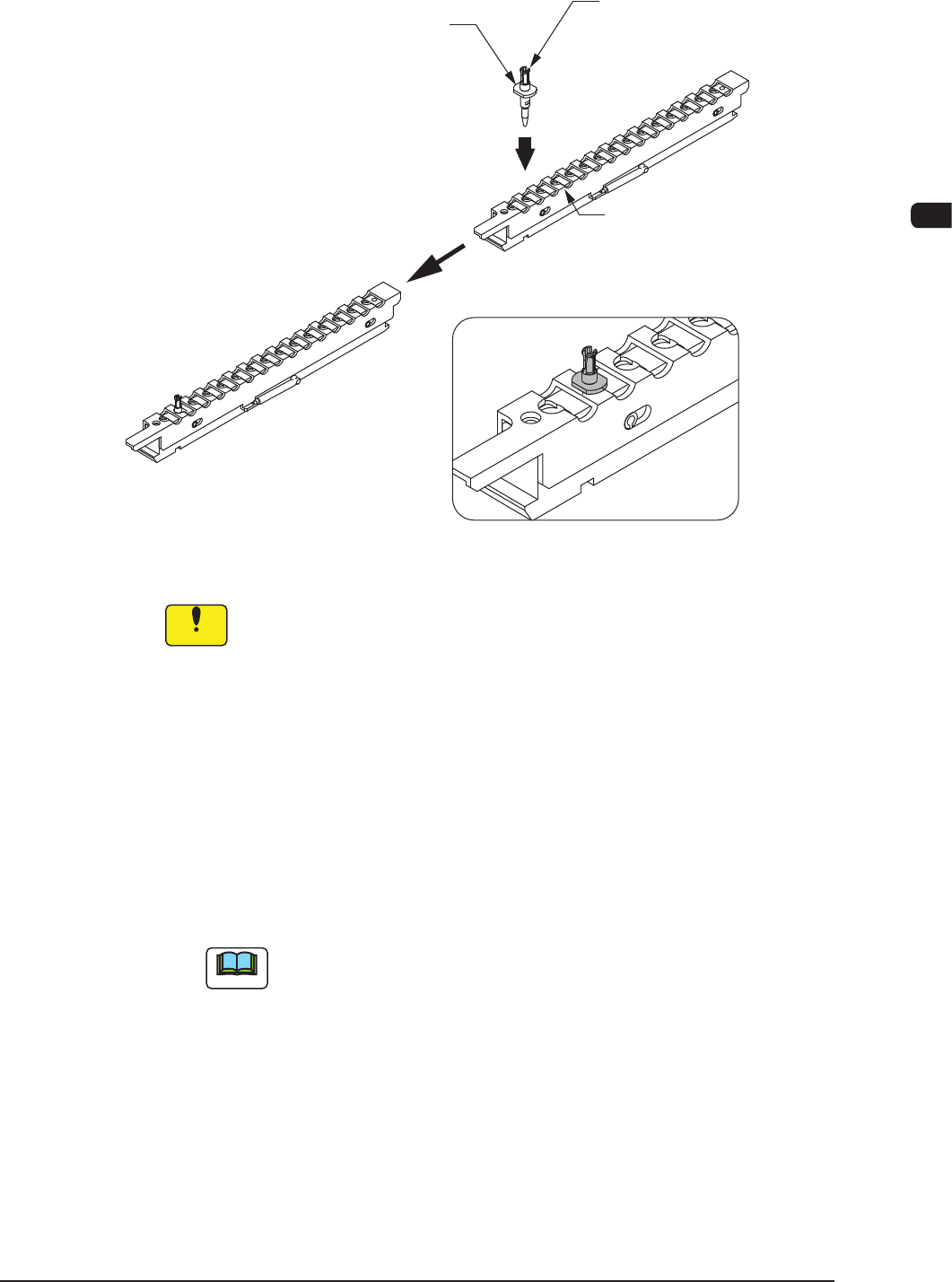
(6) Slide the nozzle stocker shutter and set all vacuum nozzles to be used in the
nozzle stocker.
If this section is held too strongly,
it might be damaged. Do not give
the force of 200g or more.
Vacuum Nozzle
Slide the nozzle stocker shutter and
attached the vacuum nozzle.
Correct Attachment
Incorrect Attachment
Vacuum nozzle being left
Nozzle Stoker Shutter
F1C18-2
Notice
(a) Attach the vacuum nozzles correctly in the nozzle stockers.
Do not operate the machine with a vacuum nozzle being left on the
nozzle stocker shutter. Otherwise, the machine will break down.
(b) When a middle-size odd-shaped nozzle must be set in a nozzle
stocker, the mark on the nozzle must face the right side (viewed
from the feeder side).
If the nozzle is set in a wrong direction, an "ERROR" window will
openduringthenozzleidentication,causing
themachinetostop
running.
(7) Attach the nozzle stocker to the machine.
(8) Press the [Change] button.
Note
When the machine is provided with an extended nozzle stocker (option)
and vacuum nozzles (to be used after a program change operation) are
prepared in the extended stocker, the nozzles are stored and attached in
succession.
(9) Press the [MOVE] button and then, within 10 seconds, press the [START]
button on the operation panel. Then, attach the vacuum nozzle onto the
placement head.
(10) Select the [Conrm] button in the "NOZ.CHG." window and press the
[START] button on the operation panel to check if the correct nozzles are
attached or not.
1012-004

1OM-1603
3-24
2. Program Change Operation : Chap.3
2.3.5 ConrmationofPCBTransferandPositioning
The following describes how to check the status of the PCB transfer and
positioning in the "PCB XFER" window (a menu of "Set-up").
Procedure
(1) Display the "PCB XFER" window using the following icon procedure.
F1C19
(2) Input the PCB from the input machine.
Reference
When the PCB is to be input manually, refer to "4.1.1 PCB Manual Input
Procedure", in Chapter 3.
(3) Select a desired block button (expressed graphically) for "PCB LOCATE L".
Within 10 seconds, press the [START] button on the operation panel to
transfer the PCB.
(4) Conrm that the PCB can be transferred normally and move smoothly
without falling down during the transfer.
(5) Press the [Execute] button (entitled "PCB LOCATE L").
Within 10 seconds, press the [START] button on the operation panel.
(The backup base moves up.)
(6) Press the cover lock switch to turn off the lamp.
(The transparent cover (door type) is unlocked.)
Graphic
Development
1012-005