JM-10_使用说明书 - 第133页
第 1 部 基本篇 第 2 章 生产 2- 31 2-8-3 生产开始 指定生产条件, 按下操作 面板的 <START> 开关。 按下 <START> 开 关开始生 产后, 显示操 作选项中 的设置所对应的 生产状态 画面 (参见 生产状 态)或生产设备 状态画面 (参见生产设备 状态画面 )。 如果在按下 <STA RT> 开关 时原点定位尚 未完成, 请按下 <ORIGIN> 开关进 …
第 1 部 基本篇 第 2 章 生产
2-30
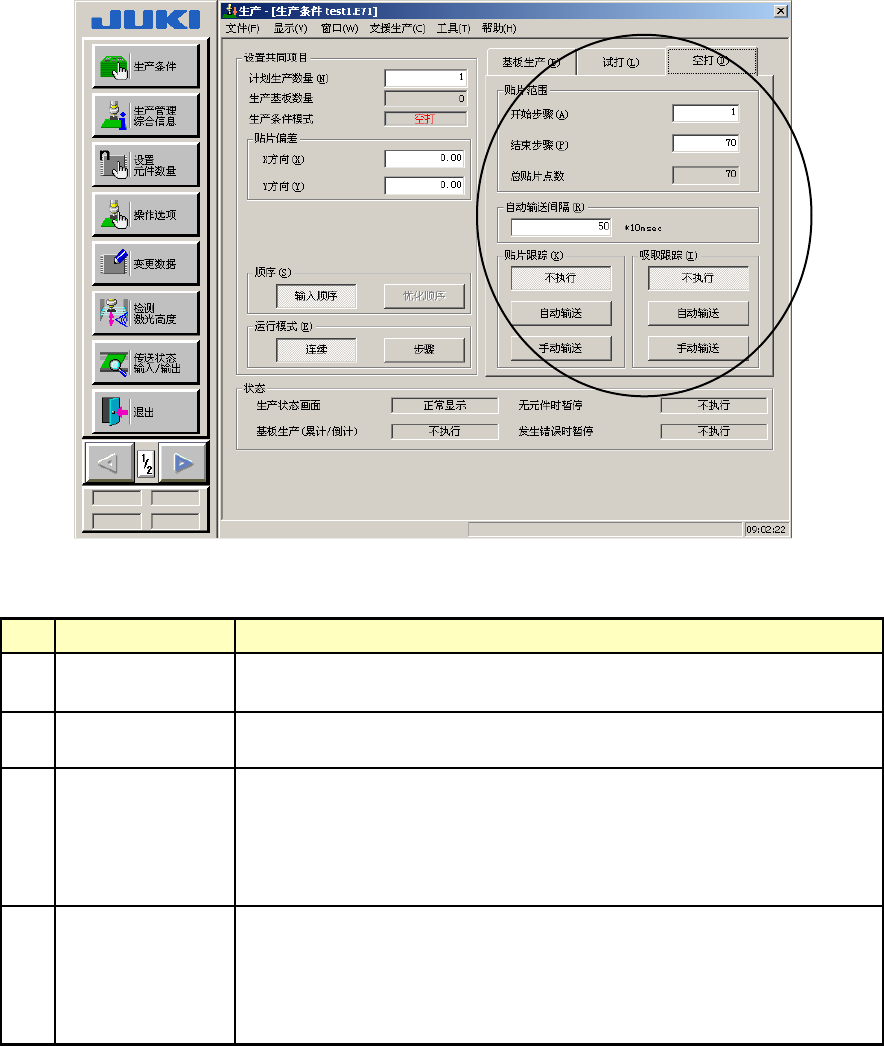
(3) 空打
图 2-8-2-2-2 设定空打条件
No.
项目 内容
1 贴片范围
(步骤号)
需限定贴片范围时,请输入开始步骤号和结束步骤号。在总贴片点数
项中显示每 1 电路中的总贴片步骤号。仅在设定为输入顺序时适用。
2 自动输送间隔 自动传送跟踪时,请设置在停止位置上的停止时间。
以 10msec(0.01 秒)为“1”个单位。
3 贴片跟踪 设置空打基板后是否进行摄象机的贴片点跟踪,以及跟踪时是自动传
送还是手动传送。
·不执行:不跟踪。
·自动传送:自动跟踪贴片点。
·手动传送:在贴片点停止,由操作人员输入后移动到下一贴片点。
4 吸取跟踪 设置空打基板前是否进行摄象机的贴片点跟踪,以及跟踪时是自动传
送还是手动传送。
·不执行:不跟踪。
·自动传送:自动跟踪贴片点。
·手动传送:在贴片点停止,由操作人员输入后移动到下一贴片点。
第 1 部 基本篇 第 2 章 生产
2-31
2-8-3 生产开始
指定生产条件,按下操作面板的<START>开关。
按下<START>开关开始生产后,显示操作选项中的设置所对应的生产状态画面(参见生产状
态)或生产设备状态画面(参见生产设备状态画面)。
如果在按下<START>开关时原点定位尚未完成,请按下<ORIGIN>开关进行原点定位后,再按
下<START>开关。
注意
按下<START>开关后贴片头立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装置。
在按下<START>开关前,请务必确认无人在进行装置内部的作业。
在按下<START>开关前,请确认装置附近没有会受到人身伤害的人。
在按下<START>开关前,请确认装置内部没有安装、安放会妨碍装置运行的物体(调整
工具等)。
2-8-3-1 生产状态
按下<START>开关生产开始后,若操作选项的[生产(显示)]选项卡中没有选中[生产中显
示设备画面]选项,则会显示生产状态。
画面,根据「工具」/「操作选项」的“生产(显示)”选项卡上的设置(是否选中“放大显
示生产基板数量”)有不同画面的显示。(参见第5章 操作选项)
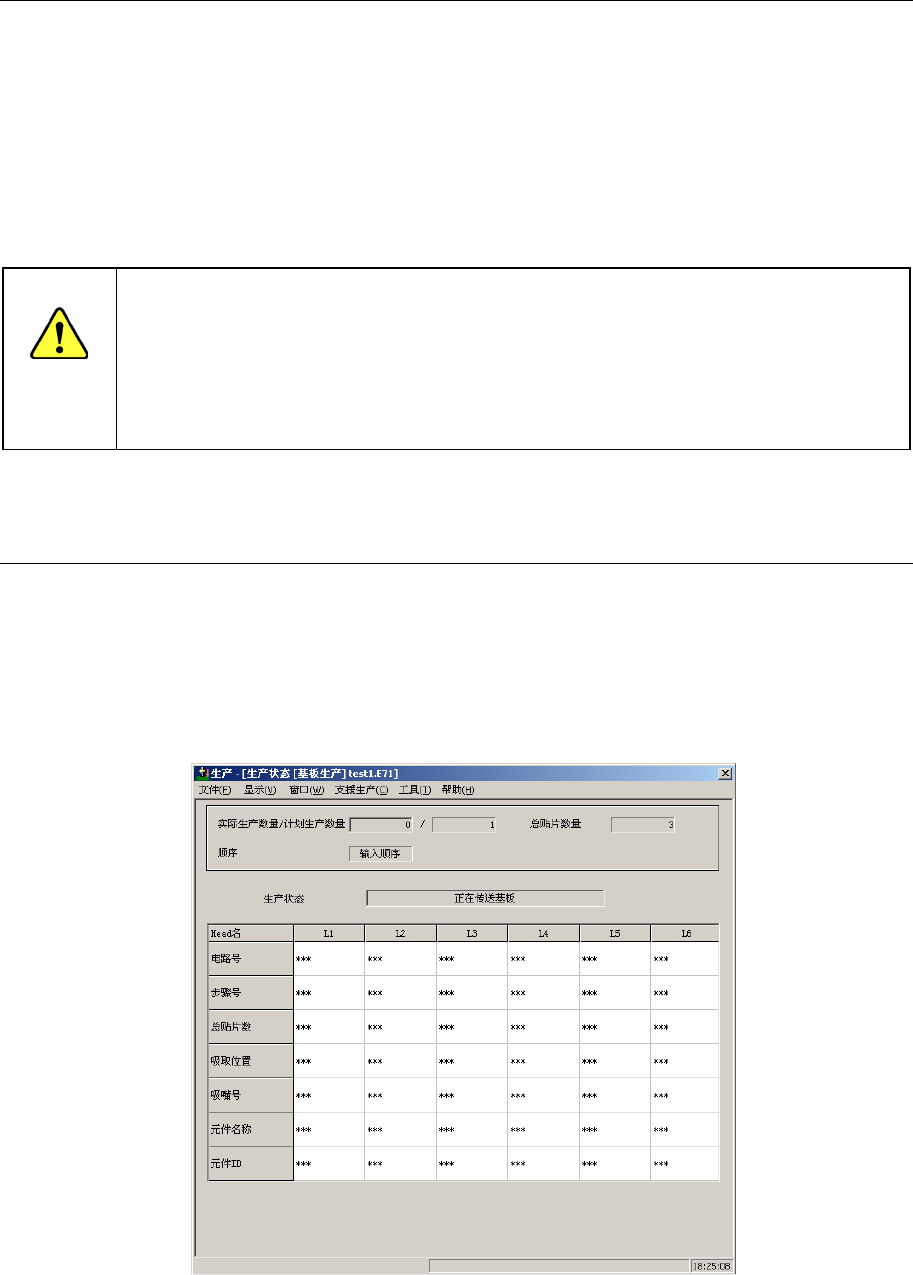
◇ 通常的生产状态显示画面
图 2-8-3-1-1 生产状态显示画面
第 1 部 基本篇 第 2 章 生产
2-32
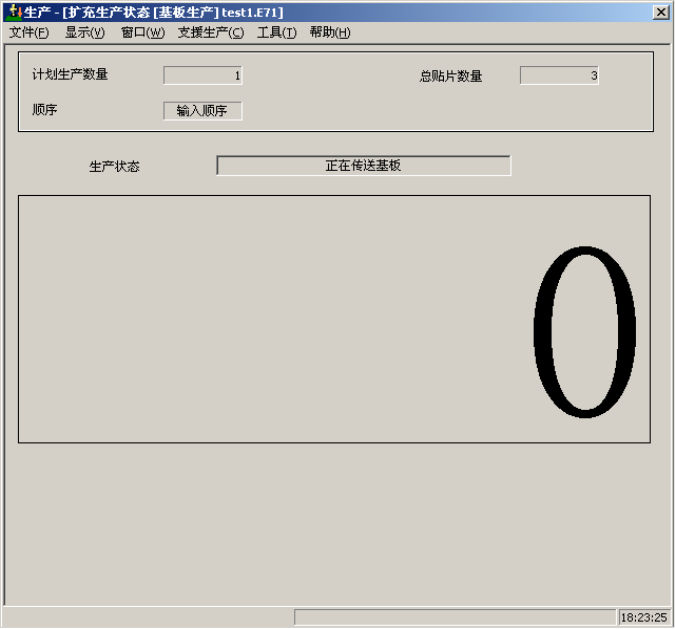
◇ 在操作选项的“生产(显示)”选项卡中选中“放大显示生产基板数量”项时。
图 2-8-3-1-2 生产状态显示画面(放大显示)
①实际生产数量/计划生产数量
计划生产数量:
在生产条件中所设置的计划生产数量。
实际生产数量:
显示实际生产的数量。
操作选项的“生产(显示)”选项卡中的“累计生产基板数量”项被选中时,从生产基
板数量的实际数量开始计算。
操作选项的“生产(显示)”选项卡中的“倒计生产基板数量”项被选中时,显示的生
产实际数量为剩下的数量。
②总贴片数量
平均1张基板上的所有贴片点数。
③顺序
显示当前正在进行的贴片顺序(输入顺序或优化顺序)。