JM-10_使用说明书 - 第147页
第 1 部 基本篇 第 2 章 生产 2- 45 ② 各供给装置的管理信 息 显示各供给装置 的生产管 理信息。 请从前面、后面 、托架中 选择。 选择前面时,会 显示如下 画面。 图 2-9-1-3 生产管理 信息 ( 前面 ) No. 项目 内容 1 吸取总数 该供给装置 中进行吸取动 作的次数。 2 吸取数 该供给装置中成 功吸取元件的数 量。 3 贴片数 从该供给装置吸 取且贴片的元件 数。 4 元件丢失 该供给装置中损 失的元…
第 1 部 基本篇 第 2 章 生产
2-44
11 机器故障停止时
间
因选中「操作选项」→「发生错误时临时停止」所产生的临时停止、在
无法继续生产的状态(IC 回收带装满等)下的临时停止以及非同步(台
架下降等)所造成的临时停止所引起的机器停止时间的总和。但如果临
时停止的原因为「元件用尽」,则应计入[元件用尽停止时间]中。
12 无元件停止时间 元件用尽临时停止与重试列表临时停止所导致的机器停止的时间总和。
13
停机时间 维护保养时间、故障停止时间、元件用尽停止时间的总计。
14 吸取率(%) (吸取成功次数/(吸取成功次数 + 吸取错误次数)) × 100
15
贴片率(%) (贴片成功次数/(吸取成功次数 + 吸取错误次数)) × 100
16
重试率(%) 100 - 吸取率
17
总吸取数 吸取成功元件的总数
18
总贴片数 贴片成功元件的总数
19
查出坏板标记数 检测出坏板标记电路的总数。
20
识别 BOC 标记错误
次数
BOC 标记识别错误的次数。
21
识别基准领域标
记出错次数
基准领域标记识别错误的次数。
22 无元件停止次数 元件用尽后停止的次数。
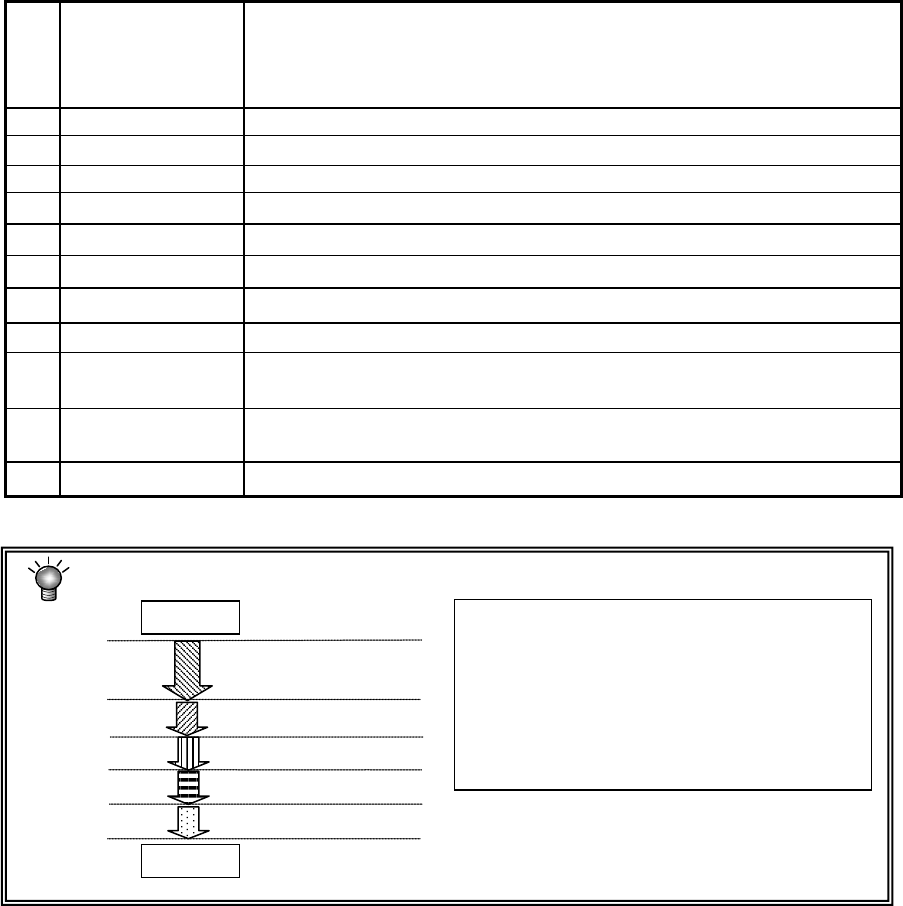
生产开始到结束的阶段区分及主要定义如下:
运行时间 → A
停止时间 → C+D+E
保养时间 → B
故障停止时间 → C+D
无元件停止时间 → E
停机时间 → B+C+D+E
A
生产(含传送时间)
生产开始
结束生产
B
临时停止按钮
ON
C
异常停止按钮 ON
D
发生错误(识别错误等)
E
元件用尽
第 1 部 基本篇 第 2 章 生产
2-45
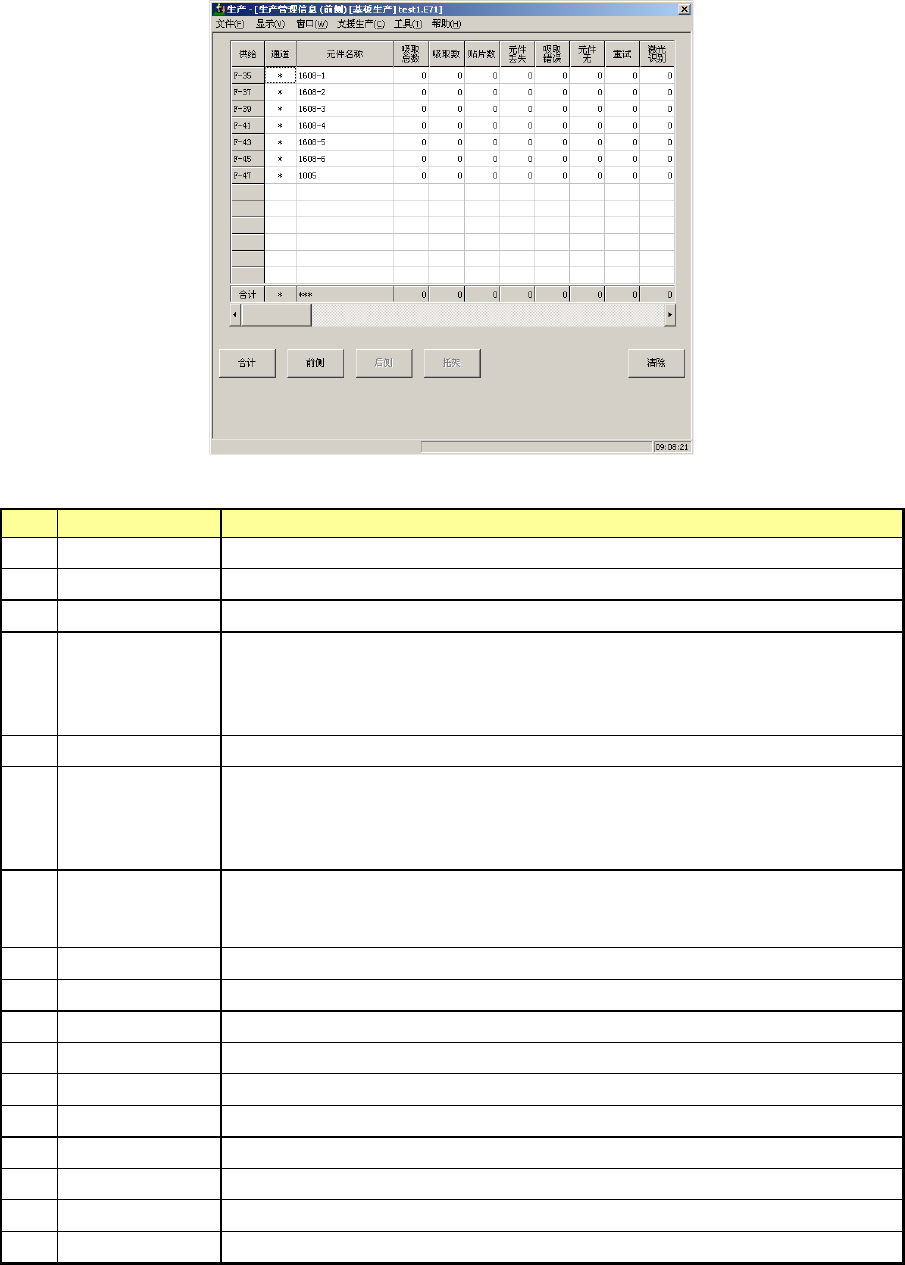
② 各供给装置的管理信息
显示各供给装置的生产管理信息。
请从前面、后面、托架中选择。
选择前面时,会显示如下画面。
图 2-9-1-3 生产管理信息(前面)
No.
项目
内容
1 吸取总数 该供给装置中进行吸取动作的次数。
2 吸取数 该供给装置中成功吸取元件的数量。
3 贴片数 从该供给装置吸取且贴片的元件数。
4 元件丢失
该供给装置中损失的元件数。
(吸取总数 - 重试 × (元件数据的重试次数 + 1)- 贴片数)
因为在元件数据的重试次数变更的情况下,无法正确计算元件损失,所以
有必要清除生产管理信息。
5
吸取错误 该供给装置中吸取元件失败的次数。
6
无元件
该供给装置发生元件用尽的次数。
采用托架的情况下,元件剩余数为“0”的次数。送料器的情况下,与下
述“重试”意思相同,若设置了剩余数,为“重试超出数+剩余数变为 0
的次数”。
7 重试
该供给装置因超过重试次数而发生错误的次数。
(根据元件数据设置的「重试次数」次数吸取,当无法吸取时,计数上加
「1」。)
8
激光识别 该供给装置因激光识别超出重试次数而发生错误的次数。
9
图像识别 在相应装置上使用图像识别时发生错误的次数。
10
引脚弯曲 显示元件识别中判定为引脚弯曲的次数。
11 异元件 检测出异类元件的次数。
12
芯片站立 从该供给装置吸取的元件被判定为芯片站立的次数。
13
插入可否
次数零件被判定为超出范围插入零件的判断。
14
方向判别
碗进料器,次数判定托盘供料器的部分取向歧视的误差。
15
插入异常
该插入零件的插入异常检测已发生错误次数。
16
矫正失败 显示即使实施了引脚矫正处理也不在可插入元件判定内的次数。
17
其他 判定为其他错误(元件脱落等)的次数
*此外,各项合计数显示于最下行。
第 1 部 基本篇 第 2 章 生产
2-46
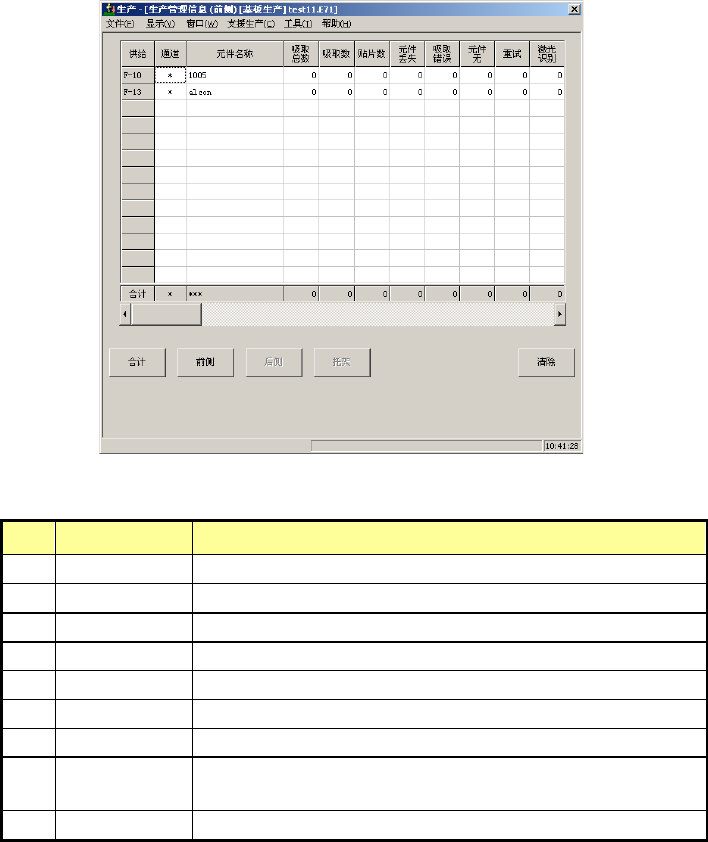
③ 吸取率
显示“各供给装置的吸取率(吸取率=吸取数量/(吸取数量+吸取错误数量))”。
◇ 显示画面通常按「吸取率最差」的顺序来显示。(参见图 2-9-1-4)
图 2-9-1-4 吸取率显示画面(按最差顺序排列的显示例)
No.
项目 内容
1
供给 各种供给的位置。
2
通道 采用管状送料器或圆型供料器时,为通道编号。
3
元件名 显示元件名。
4
总吸取数
(A)
吸取数+吸取错误数量
5
吸取数(B) 吸取成功元件数。
6
贴片数(C) 贴片成功元件数。
7
吸取出错 吸取失败次数。
8
吸取率
(B/A)
吸取成功比率。
吸取率=吸取数/(吸取数+吸取错误数)
9
(C/B) 贴片数/吸取数
● 各按钮的功能
供给
按下该按钮时,则按 「供给装置顺序」显示。
显示「供给装置顺序」时,在按钮上显示淡蓝色的倒三角标记。
吸取率
按下该按钮时,则按「吸取率最差顺序」、「吸取率最佳顺序」显示。
(B/A)
显示「吸取率最差顺序」时,在按钮上显示淡蓝色的倒三角标记。
显示「吸取率最佳顺序」时,在按钮上显示淡蓝色的三角标记。
(C/B)
按下该按钮则按「识别率最差顺序」来显示。
显示「识别率最差顺序」时,在按钮上显示淡蓝色的倒三角标记。
合计
按下该按钮则将全部供应装置作为对象显示。
前侧
按下该按钮则将前侧送料器供应装置作为对象显示。
后侧
按下该按钮则将后侧送料器供应装置作为对象显示。
托架
按下该按钮则将托架供应装置作为对象显示。