JM-10_使用说明书 - 第225页
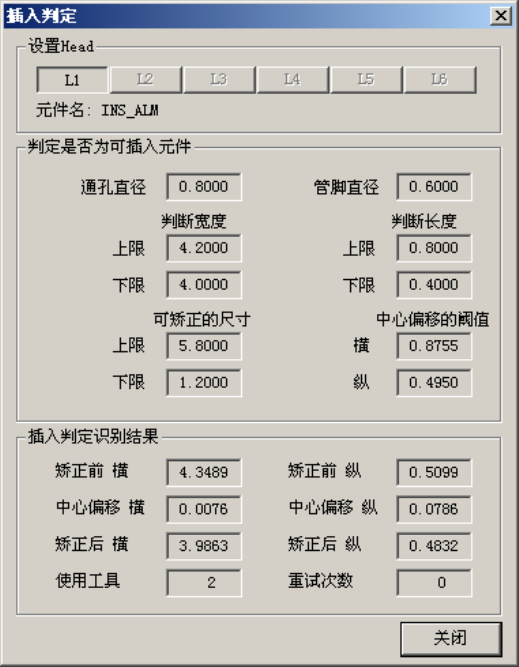
第 1 部 基本篇 第 2 章 生产 2- 123 按下识别结果按 钮 ,则显示 下图 画面。 図 2-11- 16 -4 插入判定 Head 選擇 能選擇使用的 Head 插入,判定零部件是。 为了进行用生产程序的「零部件数据 ( 检查 ) 」的插入可能零部件判断设定的价值及引 脚矫正实 行的可否判断的 阈值 被表 示。 插入判断 认识结 果 为领 引脚 矫正实行前后的 插入判断使 用的 认识结果被表 示。

第 1 部 基本篇 第 2 章 生产
2-122
2-11-16-2 引脚矫正失败
在生产程序的「元件数据(检查)」 处,当引脚矫正设置为执行的元件发生矫正处理失败时,暂停并
显示以下画面。
图 2-11-16-3 引脚矫正失败
第 1 部 基本篇 第 2 章 生产
2-123
按下识别结果按钮,则显示下图画面。
図 2-11-16-4
插入判定
Head 選擇
能選擇使用的 Head
插入,判定零部件是。
为了进行用生产程序的「零部件数据(检查)」的插入可能零部件判断设定的价值及引
脚矫正实行的可否判断的阈值被表示。
插入判断认识结果
为领引脚矫正实行前后的插入判断使用的认识结果被表示。
第 1 部 基本篇 第 2 章 生产
2-124
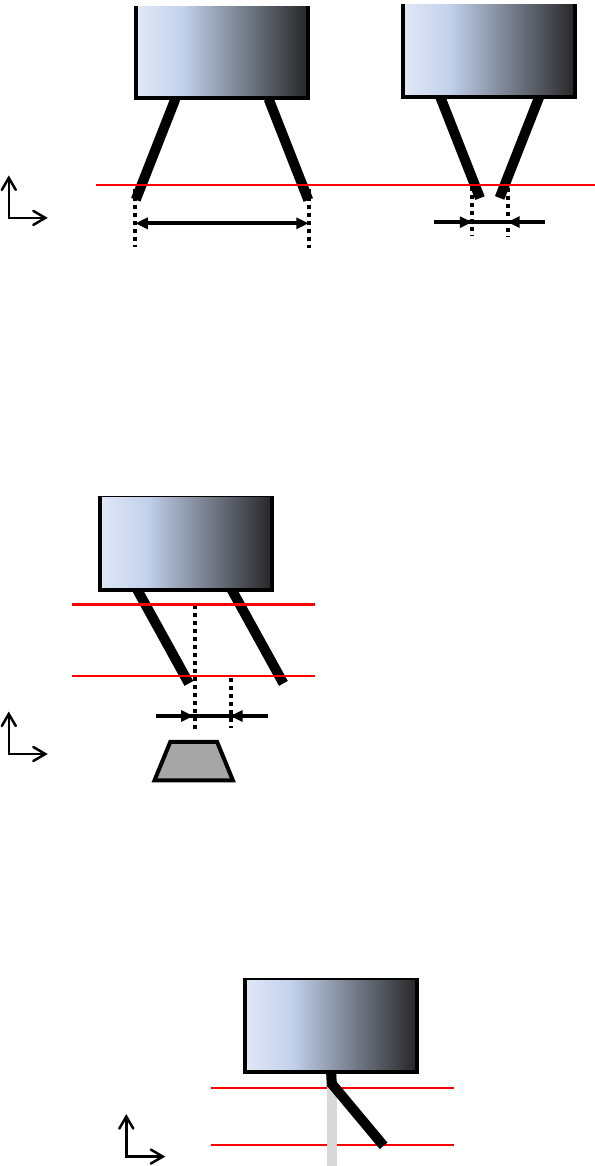
引脚矫正失败时,请根据识别结果确认下述失败条件。
(1) 引脚幅的值比可矫正的阕值大或者小
引脚幅超出了机械控制参数指定的上下阈值限时,引脚无法进入矫正工具的插入孔,所
以对元件实施废弃处理。
図 2-11-16-5 引脚幅度的价值阈值外。
(2) 引脚尖端宽度的中心坐标和引脚根部宽度的中心坐标偏差过大
引脚尖端(激光识别 1)处的引脚宽度值在矫正可能范围内,但引脚宽度的中心坐标与
引脚根部(激光识别 2)存在很大偏差,将引脚插入矫正工具时,引脚与工具间可能发
生冲突,所以应在判定后马上对元件实施废弃处理。
図 2-11-16-6 引脚尖端幅度中心和引脚基端幅度中心滑动。
(3) 引脚垂直方向弯曲过大
根据激光识别结果,引脚在垂直方向存在较大弯曲时,引脚无法插入矫正工具的插入孔,所
以应对元件实施废弃处理。
図 2-11-16-7 引脚的垂直方向中心滑动
Z
X
激光识别
激光识别 1
激光识别 2
X
Z
激光识别 1
Y
Z
激光识别 2