JM-10_使用说明书 - 第240页
第 1 部 基本篇 第 2 章 生产 2- 138 在 「 传送 」 选项卡上 按下设置或 控制项目按钮 后, 会显示与按钮对应的 设置或控制 对话框 。 请在对话矿上进 行相应的 设置、或控制操 作。 图 2-12-3-2-2 传送操作 ( 控制用对话框示例 ) 按下「简易 准备」 对话框的 「 确定 」按钮时, 或按下对话 框的 「 关闭( x )」 按钮等关闭对 话框时, 显示进行各 I/O 的安全方向设置的询 问对话框。 图 2…
第 1 部 基本篇 第 2 章 生产
2-137
2-12-3 简易准备
简易准备功能,指的是可通过生产画面的菜单,选择生产准备阶段的确认和调整,进行操
作,提高操作效率。
可操作的项目包括:确认吸取位置、进行传送微调、外形基准位置的重新示教、贴片头退
避、开关 ATC 板等。
2-12-3-1 简易准备菜单
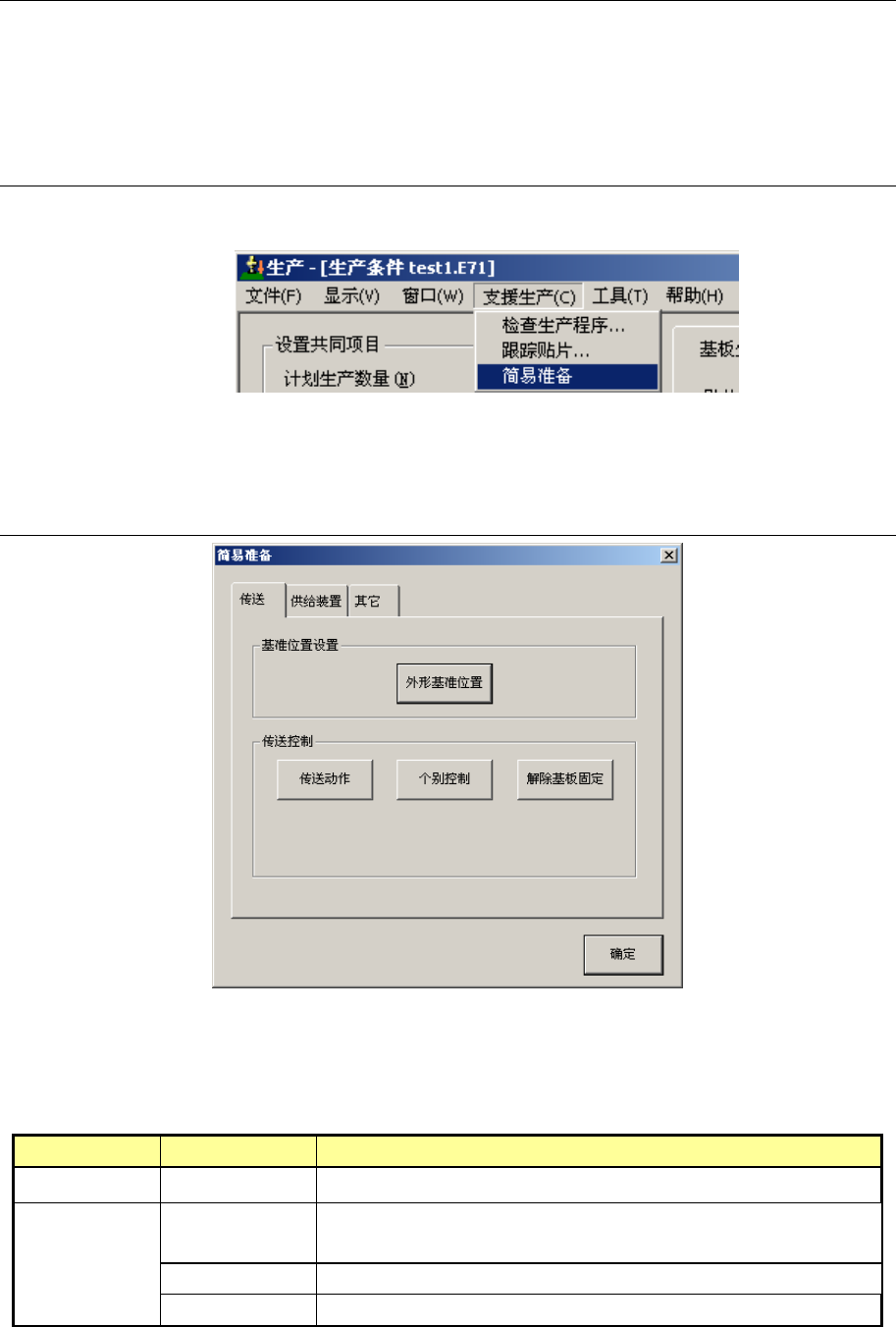
在菜单栏中选择「支援生产」-「简易准备」,则显示[简易准备]对话框。
简易准备对话框由「传送」、「供给装置」及「其他」选项卡构成。
图 2-12-3-1-1 简易准备菜单
注意:
只有在生产开始前的生产空运行状态时,才能选择简易准备菜单。
2-12-3-2 传送选项卡
图 2-12-3-2-1 简易准备对话框(传送选项卡)
在传送选项卡中可以进行下列设置、控制。设置、控制的详细内容,请根据具体项目,参
见『第 6 章 机器设置』及『第 7 章 手动控制』。
区分
设置、控制
内容
基准位置设置
外形基准位置 与机器设置操作相同,设置外形基准位置。
传送控制
传送动作 与手动控制、机器设置的弹出菜单操作相同,实行传送的简易
准备。
个别控制 与在手动控制的个别控制操作相同,进行个别控制传送。
解除基板固定 与手动控制操作相同,解除基板的固定(夹紧)。
第 1 部 基本篇 第 2 章 生产
2-138
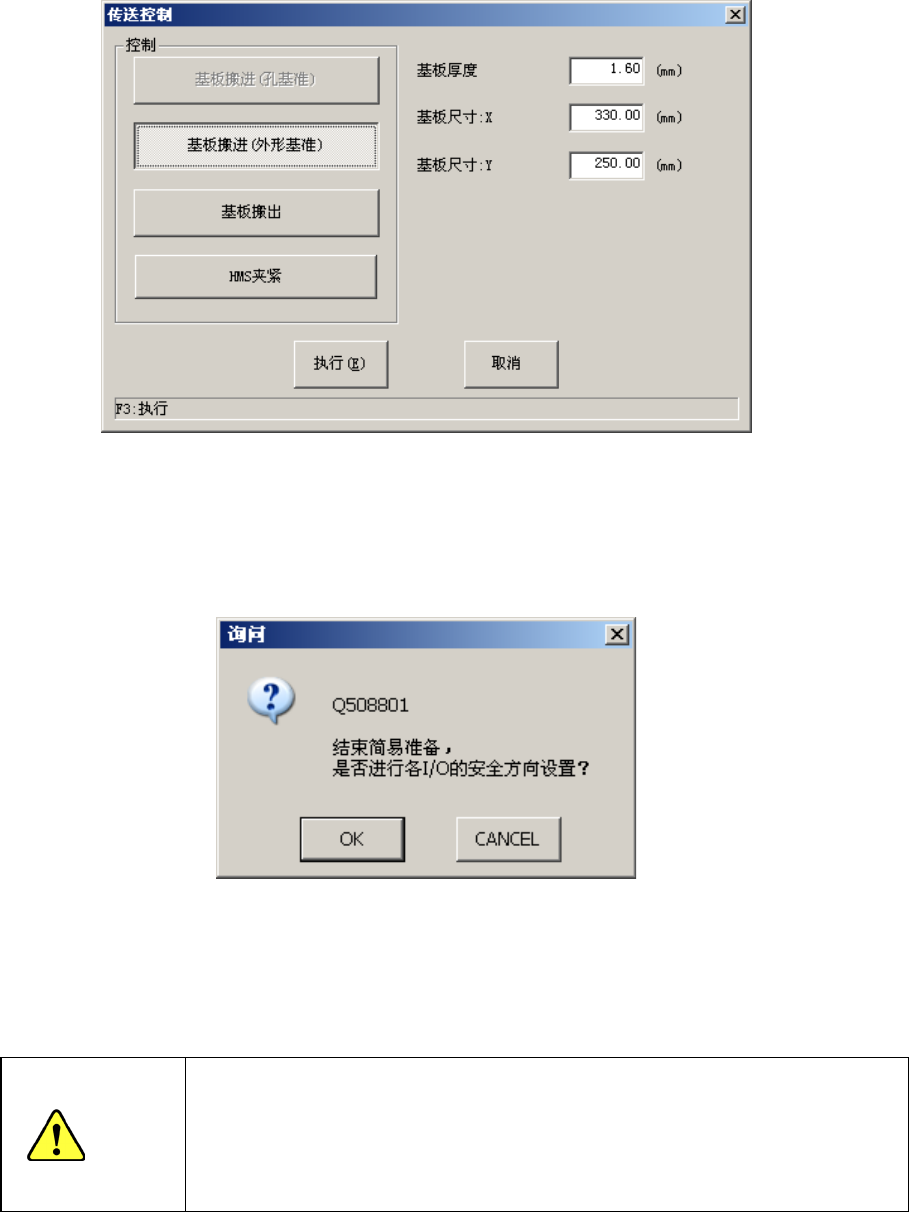
在「传送」选项卡上按下设置或控制项目按钮后,会显示与按钮对应的设置或控制对话框。
请在对话矿上进行相应的设置、或控制操作。
图 2-12-3-2-2 传送操作(控制用对话框示例)
按下「简易准备」对话框的「确定」按钮时,或按下对话框的「关闭(x)」按钮等关闭对
话框时,显示进行各 I/O 的安全方向设置的询问对话框。
图 2-12-3-2-3 I/O 安全方向设置的询问
按「确定」按钮进行 I/O 的安全方向设置。
在询问进行安全方向设置的对话框中按「确定
」按钮后,轴会移动,开始进行
各 I/O 的安全方向的设置。
单击「确定」前,请务必确认无人在进行装置内部的作业。
另外,为了防止人身伤害,操作中切勿将手伸入设备内部,脸和头也不要靠
近。
注意
第 1 部 基本篇 第 2 章 生产
2-139
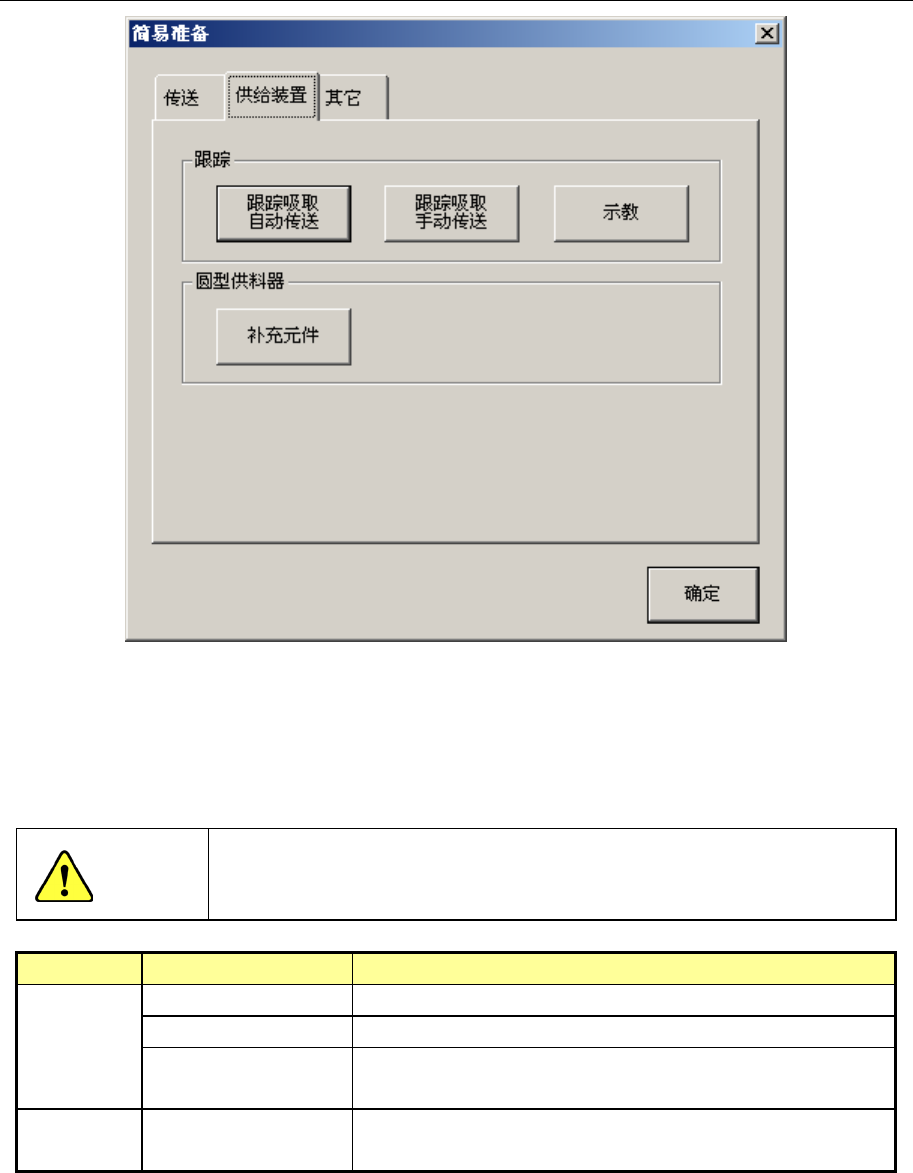
2-12-3-3 供给装置
图 2-12-3-3-1 简易准备对话框(供给装置)
供给装置的简易准备可进行以下的设置。
关于详细说明请参见『4-5-4-4(3)坐标系:吸取位置/吸取高度』、及『
2-13-2
自动吸取位
置示教』。
单击以下的「自动吸取跟踪」或「手动吸取跟踪」按钮后,轴会移动。
单
击以前,请务必确认无人在进行装置内部的作业。另外,为了防止人身伤
害,操作中切勿把手伸入设备内部,脸和头也不要靠近。
区分
设置、控制
内容
跟踪 跟踪吸取自动传送 执行自动模式的吸取跟踪。
跟踪吸取手动传送 执行手动模式的吸取跟踪。
示教
执行供给装置吸取跟踪,对元件数据设置为自动示教吸取位
置的元件,进行吸取位置自动示教,校正吸取位置。
圆型供料器 补充元件 可执行马达动作,直至圆型供料器里元件处于补满状态。
但是仅可在使用圆型供料器 BWL-6 时使用。
警告