JM-10_使用说明书 - 第392页
第 1 部 基本篇 第 4 章 制作生产程序 4- 11 0 ( 7 ) 欠缺开始 / 欠缺数 引脚或球有欠缺 时,要输 入其信息。 欠缺信息可分别 在 4 个方向上设置, 1 个方向最多可设置 3 处, 各个面上计算引 脚的方向 如下图所示。 例 ) 下图的 QFP 和 BGA 欠缺信息按如 下方式输 入。 ● QF P => 在背面的引脚欠 缺信息 中输入“ 1/1 、 8/2 、 15/3 ”。 1 针开始 1 根 8 针开…
第 1 部 基本篇 第 4 章 制作生产程序
4-109
(5) 引脚数、球数(下、右、上、左)
输入各个方向的引脚数或球数。
即使为缺球的BGA,也请输入假定无欠缺状态时的数目。
关于球欠缺部位,在下一页「4-3-7-3(7)欠缺开始/欠缺数」画面中输入。
当为如下图的BGA时、下、右、上、左都输入“7”。
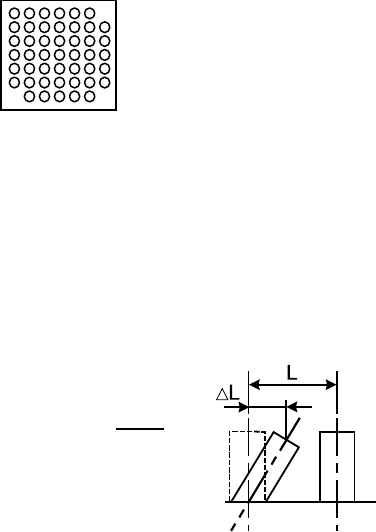
(6) 弯曲
为了检查引脚水平方向的弯曲,设置检测水平值。
该值是相对于引脚间距的引脚弯曲率。通常请设置为20%~30%。
若缩小判定值,检查将变得严格。
仰视图
ΔL
L
引脚弯曲检测水平
第 1 部 基本篇 第 4 章 制作生产程序
4-110
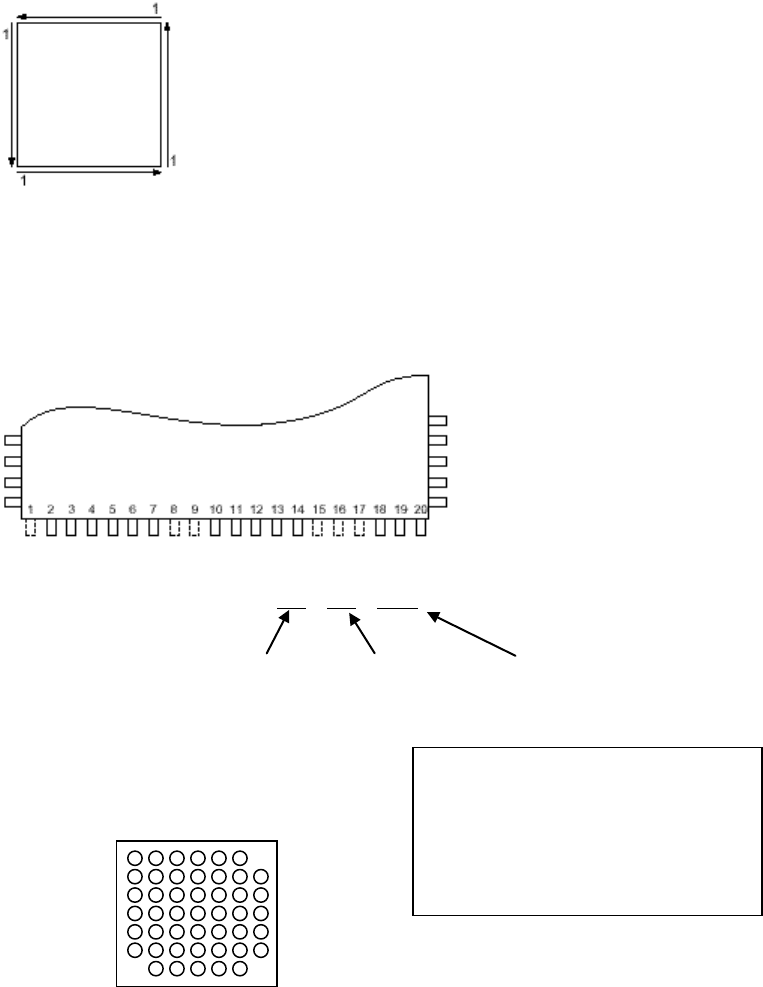
(7) 欠缺开始/欠缺数
引脚或球有欠缺时,要输入其信息。
欠缺信息可分别在4个方向上设置,1个方向最多可设置3处,
各个面上计算引脚的方向如下图所示。
例) 下图的QFP和BGA欠缺信息按如下方式输入。
● QFP
=>在背面的引脚欠缺信息中输入“1/1、8/2、15/3”。
1 针开始 1 根 8 针开始 2 根 15 针开始 3 根
● BGA
=> 背面引脚:“1/1、7/1、0/0”;右面引脚:“1/1、7/1、0/0”
表面引脚:“1/1、0/0、0/0”;左面引脚:“7/1、0/0、0/0”
俯视图
下
左
右
上
仰视图
左图是将贴片角度=0 度的元件姿势左
右反转,改变了俯视图和仰视图的图。
图中为“右”的边,在实际贴片中相
当于“左”,该输入部分,如左图所示
输入为“右球”的欠缺。
上
下
左
右
第 1 部 基本篇 第 4 章 制作生产程序
4-111
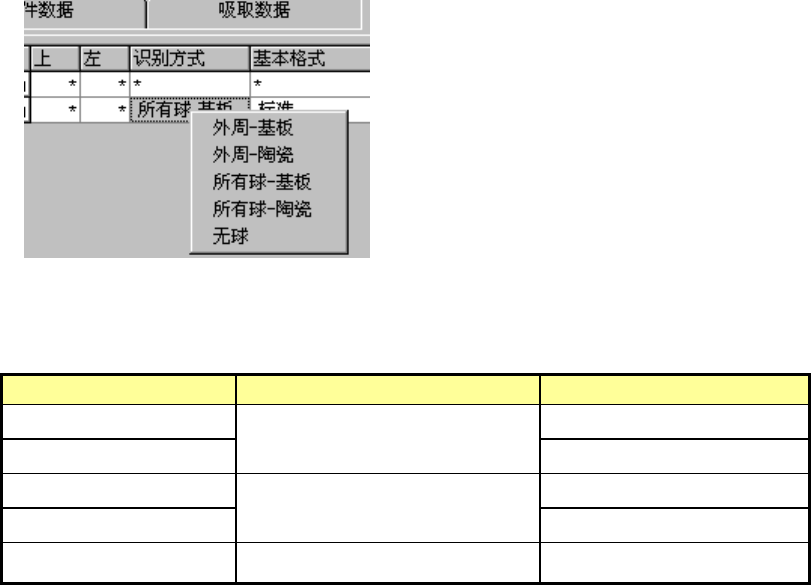
(8)识别方式(仅选择 BGA 元件、外形识别元件)
指定BGA(FBGA)元件和外形识别元件的识别方式。
请右击或按[F2]键,从显示的列表中选择。
1) 当为 BGA 时
图 4-3-7-3-1 在列表画面中设置识别方式(BGA、FBGA)
表 4-3-7-3-1 识别方式选择项目(当为 BGA、FBGA 时)
选择项目 识别范围 型号
外周——基板
仅识别外周的球。
(用 FBGA 无法选择)
模部发黑的元件
外周——陶瓷 模部发白的元件
所有球——基板
识别元件内的所有球
模部发黑的元件
所有球——陶瓷 模部发白的元件
无球
识别元件内的整个焊盘(Land
)
模部发黑的元件
※在所有球、或整个焊盘(Land)上设置球面图案后,变更为基板或陶瓷时,球面图案
设置将被初始化。