00195759-0102_UM_D3_SR605_DE.pdf - 第341页
Betriebsanleitung SIPLACE D3 6 Stationserweiterung en Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 6.19 SIPLACE Productivity-Lift 341 6.19 SIPLACE Productivity-Lif t 6.19.1 Konzept der Parallelbestückung In der Regel …
6 Stationserweiterungen Betriebsanleitung SIPLACE D3
6.18 Vakuumpumpe Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE
340
6.18 Vakuumpumpe
Artikel-Nr. 00119794-xx Vakuumpumpe HF/X/D3, 220 V
Artikel-Nr. 00119795-xx Vakuumpumpe HF/X/D3, 110 V
Artikel-Nr. 00119792-xx Umrüstsatz Vakuumpumpenbetrieb
Jeder Collect&Place Kopf verfügt über einen eigenen Vakuumerzeuger, der den Halte- und Be-
stückkreis mit dem notwendigen Vakuum versorgt. Der Vakuumerzeuger arbeitet nach dem Ven-
turi-Prinzip.
Der Druckluftverbrauch des Automaten beträgt beispielsweise etwa 550 Nl/min. Das bedeutet,
dass die Druckluftversorgung dementsprechend dimensioniert sein muss. Reicht die Kapazität
beim Betreiber vor Ort nicht aus, würden hohe Investitionskosten anfallen. Aus diesem Grunde
bieten wir Ihnen eine Vakuumpumpe an, um die geforderte Vakuumversorgung zu erzielen.
Weitere Vorteile bei Einsatz der Vakuumpumpe sind:
– Der Druckluftverbrauch des Automaten halbiert sich in etwa.
– Der Eingangsdruck reduziert sich.
– Der Automat lässt sich leicht in bestehende Linien integrieren.
– Die laufenden Betriebskosten sinken je nach Höhe der Energiekosten
Die Vakuumpumpe ist wartungsfrei und 100% ölfrei. Ihre Kapazität reicht aus, die Haltekreise der
Collect&Place-Köpfe zu versorgen.
HINWEIS 6
Die Vakuumpumpe gibt es derzeit nur für den 12-Segment- und 6-Segment Collect&Place -
Kopf.
Druckluft-
verbrauch ohne
Vakuumpumpe
Druckluft-
verbrauch mit
Vakuumpumpe
Druckluftverbrauch
a
mit 4 Schneid-
geräten und in Abhängigkeit der
Bestückkopfkonfiguration
C&P / C&P / TH 550 Nl/min 300 Nl/min
a) Unter atmosphärischen Normalbedingungen bei 20°C und 1013 hPa
Betriebsanleitung SIPLACE D3 6 Stationserweiterungen
Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 6.19 SIPLACE Productivity-Lift
341
6.19 SIPLACE Productivity-Lift
6.19.1 Konzept der Parallelbestückung
In der Regel sind Bestücklinien in Serie angeordnet und seriell miteinander verkettet. Das
Bestückprogramm wird sequenziell abgearbeitet, während die Leiterplatten von einer Maschine
zur nächsten transportiert werden. Dies bedeutet, dass die Bestückung einer Leiterplatte auf
unterschiedliche Automaten verteilt ist.
6
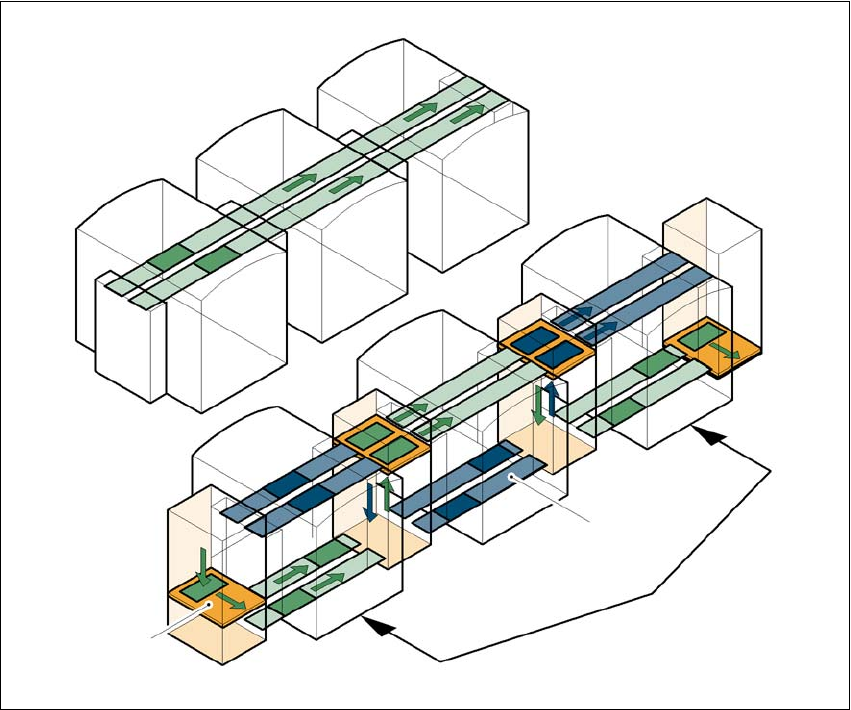
Abb. 6.19 - 1 Serielle und parallele Linien im Vergleich
Bei der parallelen Verkettung werden die Bestückinhalte einzelner Automaten zusammengefasst.
Mehrere Automaten arbeiten dasselbe Bestückprogramm ab. Sie bestücken alle Bauelemente
auf einer Maschine, die in der seriellen Verarbeitung auf mehrere Automaten verteilt sind. Ist die
Kapazität eines Automaten ausgelastet, werden die Leiterplatten zum nächsten Automaten mit
demselben Bestückprogramm transportiert und dort bestückt. Diese Kombination von Maschinen
mit gleichem Bestückinhalt wird als Gruppe oder Cluster bezeichnet.
Serielle Linie
Parallele Linie
Unterflurtransport
Gruppe (Cluster)
Horizontal-/
Vertikallift
6 Stationserweiterungen Betriebsanleitung SIPLACE D3
6.19 SIPLACE Productivity-Lift Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE
342
6.19.2 Realisierung der Parallelbestückung
Da Linien mit parallel angeordneten Automaten sehr viel mehr Stellflächen beanspruchen, wurde
das Konzept der Parallelbestückung mit Unterflurtransport und Horizontal-/Vertikal-Lift (HV-
Shuttle) realisiert. Dabei sind die Automaten immer noch in Serie angeordnet, doch über Liftein-
heiten und Unterflurtransporte wird ein Parallelbetrieb der Linie ermöglicht. Auf diese Weise bleibt
die Kompaktheit der SIPLACE-Linien nahezu erhalten.
Unterflurtransport
Zwei Transportbänder transportieren leere oder bestückte Leiterplatten unter den Maschinen hin-
durch (siehe Abb. 6.19 - 1
, Seite 341). Dabei darf die BE-Höhe maximal 17 mm betragen.
Horizontal-/Vertikal-Lift (Horizontal-/Vertikal-Shuttle)
Ein HV-Shuttle ist jeweils am Beginn einer Linie, zwischen den Automaten und am Ende einer Li-
nie angeordnet. Es transportiert die Leiterplatten zwischen Unterflurebene und Bearbeitungs-
ebene und zwischen den beiden Spuren der Unterflurtransporte.
6
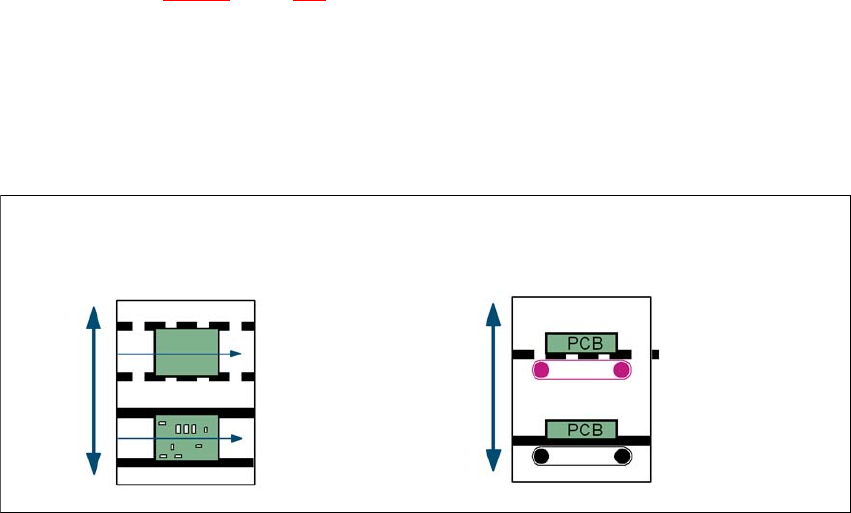
Abb. 6.19 - 2 Horizontal-/Vertikal-Shuttle (HV-Shuttle), Transport-Spurwechsel und Liftfunktion
Horizontaltransport
HV-Shuttle
Liftfunktion
Vertikaltransport
Unbestückt
Bestückt
Standard-
transportebene
Unterflur-
transportebene
HV-Shuttle
Transport-Spurwechsel