RS-1_1R_1XL MC参数调整.pdf - 第149页
修 订履历 改版 日期 修订页 修订内容 备注 1.0 20 16 .11 初版 2.0 2017.04 全面修 订 Step2 修订 3.0 2017.07 追加参数 S tep 3 修订 4.0 2018.10 全面修 订 追加 XL 基板规格 修订 5.0 2019.01 全面修 订 对应 RS - 1R 修订 6.0 2 019.10 全面修订 对应 RF72/88 供料器 修订
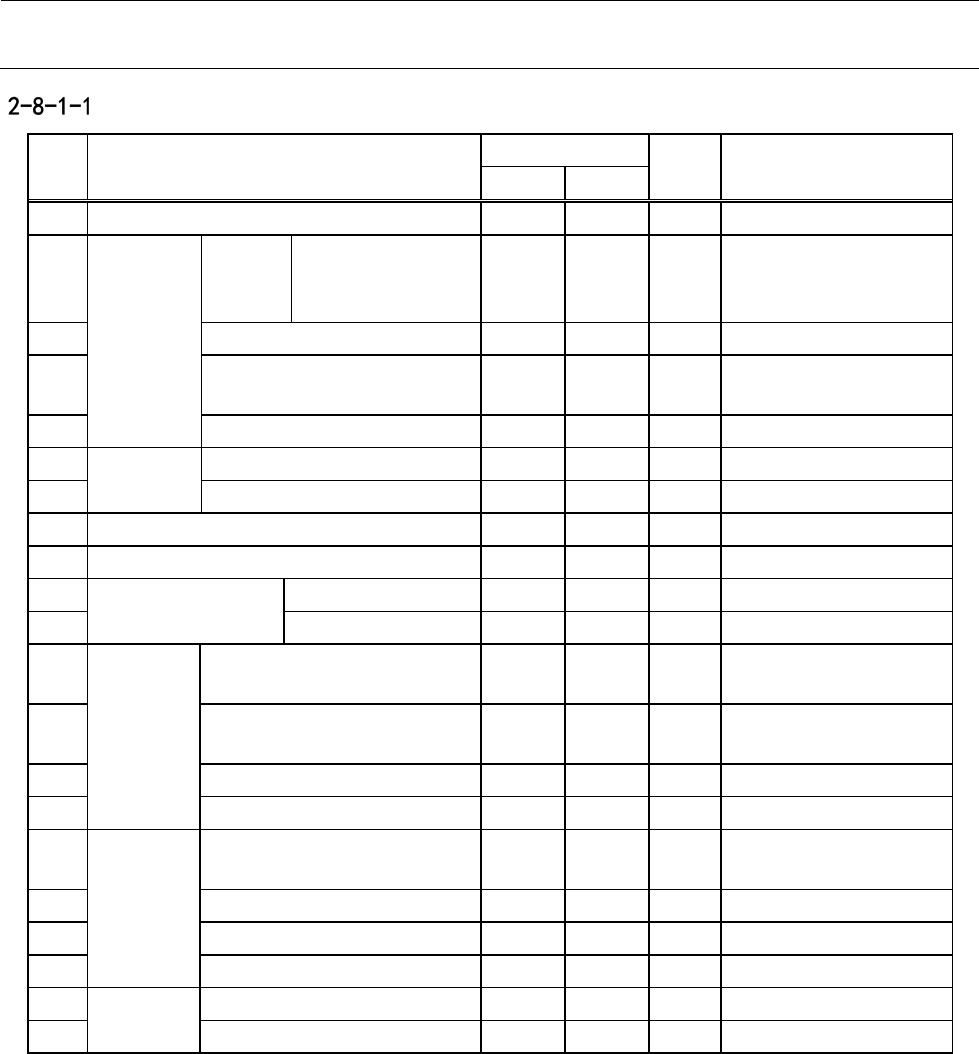
机器控制参数
2-141
设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1 真空泵交换时间
2 等待时间 供选项 条形码识别位置移
动后,到拍照前的
时间
0 65535
3 贴片头上升气缸监视时间 0 65535
4 最终贴片点的元件贴片后的
基板解除时间
0 65535
5 模拟生产预热间隔时间 0 65535
6 CAL标记
识别间隔
通常生产 0 65535
7 工厂模式 0 65535
8 贴片无信号区域余量
9 贴片无信号区域余量(传送挡块)
10 吸取时的增益PG1 X
11 Y
12 转印装置 焊剂涂敷机打开结束后的等
待时间
13 焊剂涂敷机关闭结束后的等
待时间
14 焊锡再涂布的等待时间
15 焊锡涂布时停止的等待时间
16 台架坐标
校正值
Front Bank Rear Bank Combo
Box
前部和后部的开关
17 机械/电动 Combo Boz 机械和电动的开关
18 X
19 Y
20 Buzzer
volume
PWM period (ms) ms
21 Maxmam duty ratuo (%) %
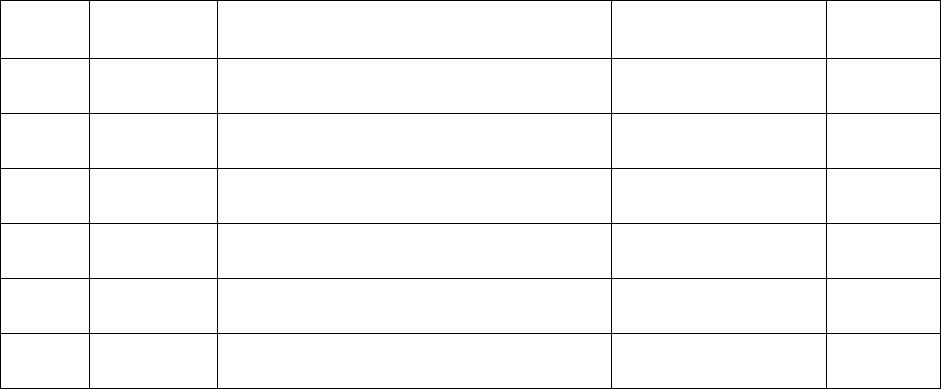
修订履历
改版 日期 修订页 修订内容 备注
1.0 2016.11 初版
2.0 2017.04 全面修订 Step2 修订
3.0 2017.07 追加参数 Step3 修订
4.0 2018.10 全面修订 追加 XL 基板规格 修订
5.0 2019.01 全面修订 对应 RS-1R 修订
6.0 2019.10 全面修订 对应 RF72/88 供料器 修订
制造商
咨询
处
S
MT TRAINING CENTER
2-11-1, Tsurumaki, Tama-shi, Tokyo 206-8551, JAPAN
PHONE: 81-42-357-2295
http://www.juki.co.jp/
Cop
yright © 2017 - 2019 JUKI CORPORATION
未经许可,严禁擅自转载、复制本说明书内容。 规格、外观等如有变更,恕不另行通告。
All rights reserved throughout the world.
2019.10 Printed in Japan