6241f - 第18页
Page 10 GS-394-02 Machine Mechanical Systems X-Y Positioning System The X-Y positioning system locates the printed circuit board under the insertion tooling and may be equipped with a rotary indexing table that indexes i…

Page 9GS-394-02
Off-Line Pattern Programming
Specifications
The creation of a "product" (pattern program) can be completed on-
line, utilizing the machine's embedded P.C., or off-line, using a
suitable stand-alone P.C. loaded with IM-UPS software.
Note: IM-UPS software supplied with the machine is licensed
only for use in the machine. Software for use in an off-line
P.C. is available at an extra cost option.
Universal recommends pattern programming be generated off-line
to eliminate production interruptions. This can be done in one of two
ways:
• Dedicated P.C. running the OS/2 operating system and
Universal's IM-UPS software.
• A standard Windows P.C. with Universal's Virtual P.C. (VPC)
and IM-UPS.
The Virtual P.C. option is a Windows application that creates and
emulated P.C. using software. This emulated P.C. runs OS/2 and
IM-UPS just as a standard P.C. would. VPC runs, along with other
standard Windows applications such as the Microsoft Office suite,
on a standard desktop PC. Some of the advantages to this are;
• OS/2 and IM-UPS can run along with standard Windows
applications on the same P.C.
• No complex configuration (partitioning and dual boot) is
required.
The VPC option is available from Universal as a software package
that can be installed on any P.C. meeting the minimum standards
described below. Universal also offers a package that includes a
new P.C. with the Virtual P.C. and IM-UPS pre-installed.
Minimum Requirements for a Dedicated (OS/2) only P.C.:
Minimum P.C. requirements for creating the product off-line
(pattern programming) include:
• 486 processor
• 12 megabyte memory
• CD-ROM drive
• IBM OS/2 Warp 4.0
• 200 megabyte available disc space, on OS/2-compatible
partition
Page 10 GS-394-02
Machine Mechanical Systems
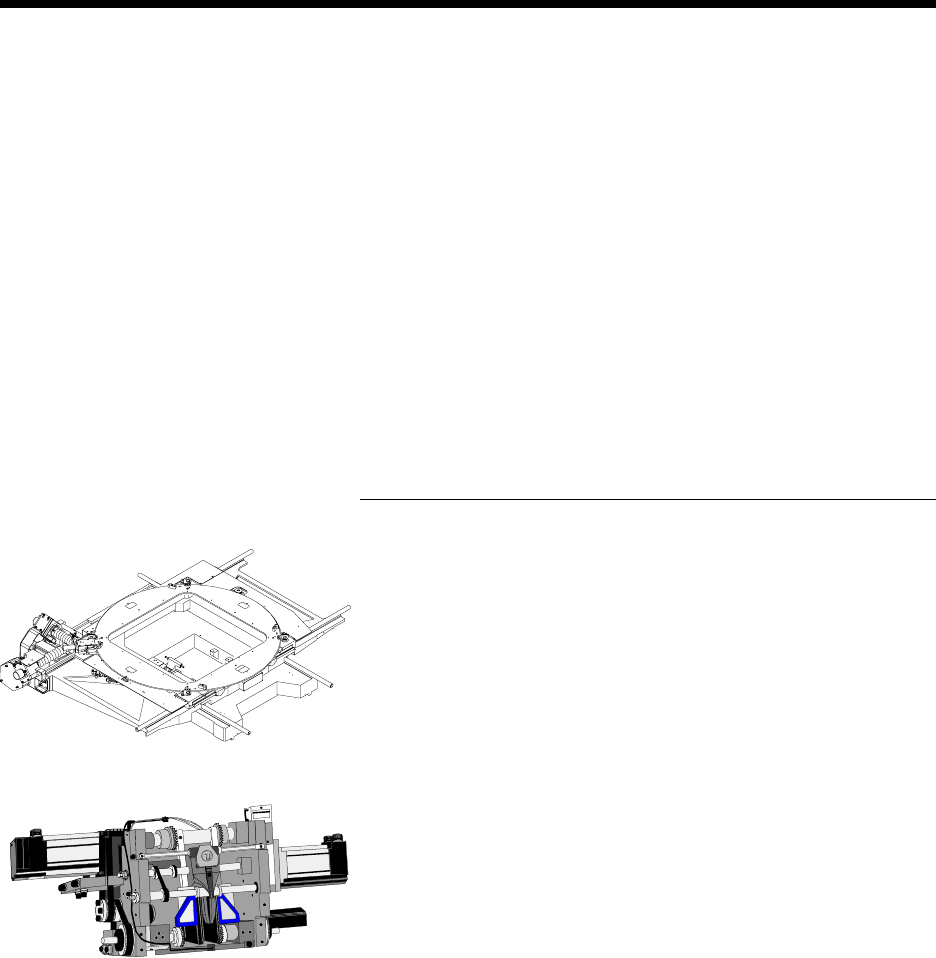
X-Y Positioning System
The X-Y positioning system locates the printed circuit board under
the insertion tooling and may be equipped with a rotary indexing table
that indexes in 90° increments, from 0° to 360° in a clockwise
rotation. When the machine is configured with automatic board
handling, the table can rotate a full 180° or 270° without 90° stops.
This rotary table is air motor driven under pattern program control
and requires less than one second to execute each 90° rotation.
Insertion Head
The insertion head includes the necessary tooling for cutting compo-
nents from the head chain, forming the leads, and inserting them into
the PCB, at rates up to 25,000 components per hour.
Close coupled software provides controlled acceleration/decelera-
tion and velocity during the insertion process for increased reliability
and reduced noise.
The machine handles varying component body diameters by soft-
ware selectable depth stops via the Advanced Product Editor and
based on component size, programmable in 0.03mm (0.001") incre-
ments, from 0mm to 5.49mm (0" - 0.216").
Minimum Hardware/software requirements to run the Vir-
tual P.C. (OS/2 and Windows) option:
Software requirements:
• Windows 98 (restrictions apply)
• Windows ME
• Windows NT 4
• Windows 2000
• Windows XP
Hardware requirements:
• 256 MB memory
• 500 MHz or better Pentium class processor with level 2 cache
or better
Page 11GS-394-02
Insertion Hole Span
Both the head and clinch component insertion spans are automati-
cally calculated by the Advanced Product Editor, and based on lead
diameter and center to center hole spacing on the PC board.
Insertion hole span range is dependent upon head tooling configura-
tion.
Refer to Technical Specifications section for insertion hole span
ranges.
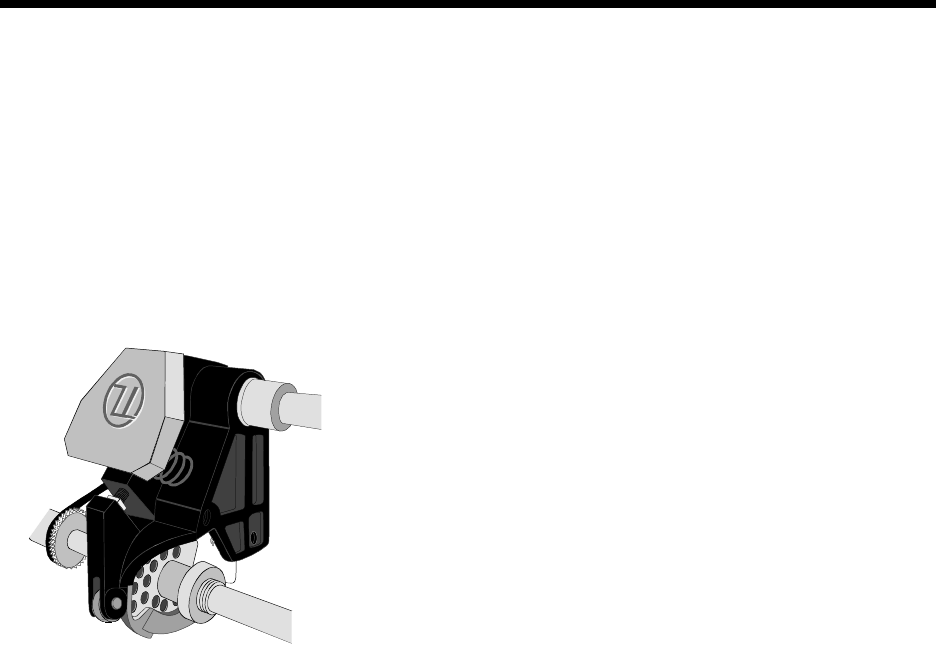
Component Centering
Before insertion into the PCB, each component in the head chain is
accurately centered. Component centering is achieved by using a
servo driven cam system. The unique cam design allows both rapid
positioning of the centering fingers and precise centering action prior
to component insertion.
The centering device is belt driven by the tooling insertion axis, and
requires no air cylinders or sensors to operate. Only four simple set-
up adjustments are required.
Insertion Tooling
Universal offers two types of insertion tooling: standard and 5mm.
Tooling type is selected to provide optimum performance depending
upon board density (footprint), component lead wire size and
material, component body size, hole spans, and board configurations.
Compared to pre Generation 8 machines, the current tooling has
been designed for improved reliability, longer tooling life, and better
handling of bent lead component input. This tooling incorporates
generous amounts of carbide inserts and has increased cross-
sections for greater robustness.
Refer to Technical Specifications section for tooling specifications.
Above board clearance beneath the retracted tooling is approxi-
mately 20.32mm (0.800"). See Tooling Footprints and Component
Clearances sections relating to tooling footprints.