G9《使用说明书》 - 第29页
29 凯格精密机械有限公司 29 搜寻标志点栏:根据实际情况,选择标志点类型,然后选择自动匹配。 12. 单击图 4-1 1 对话框中 的“移 动” , 然后根 据对话 框中〈 手动 移动速 度的设置 〉用 手移动键盘上的箭头键 (←↑→↓) 或用鼠标移动, 待寻找到标志图像后——再单击 “自 动匹配”将图象定位(即用红色方框将标志点图像包容) 。如图 4–12 所示: 图 4 -12 标志点图像 13. 在图 4-1 1 模板控制…

凯格精密机械有限公司
28
图
4-11
〈模板定制〉对话框
调节栏:
平台调节:选中平台调节,输入密码即可进行平台 X,Y1,Y2,Z 轴的调节,此功能仅
限原厂售后调机使用。
CCD 调节:选择 CCD 调节后,可使用键盘上的箭头键(←↑→↓)以设定的速
度(手动移动速度)移动 CCD。
CCD
回位:
CCD
回原点。
CCD 控制:LED 控制栏中有 5 个标着阿拉伯数字的单选框,这些单选框不同程度
上调节 LED 灯的亮度,是调节 LED 亮度的快捷方式。同时用户可根据实际情况自
行调节
LED
亮度。
输入 CCD X,CCD Y 的位置,单击“移动”按钮,将 CCD 移动到制定位置,在界
面上也实时显示了 CCD 的位置。
模板控制操作:手动制作
Mark
点,当自动匹配不能完成模板制作时,请使用手动
制作 Mark 点。在制作模板时,若 Mark 点周围有很多干扰,请将搜寻范围缩小。
图像处理模式:有两种处理模式,一种针对边缘轮廓清晰的 Mark 点,另外一种是
针对边缘轮廓不清晰的
Mark
点。建议使用边缘轮廓清晰模式。
模板参数设置:可设置 Mark 点的大小 0.5—4mm;自动定位的最低分数,若生产
过程中出现误照现象,请将最低分数加大;若 Mark 点不为圆形时,可设置旋转角
度。
29
凯格精密机械有限公司
29
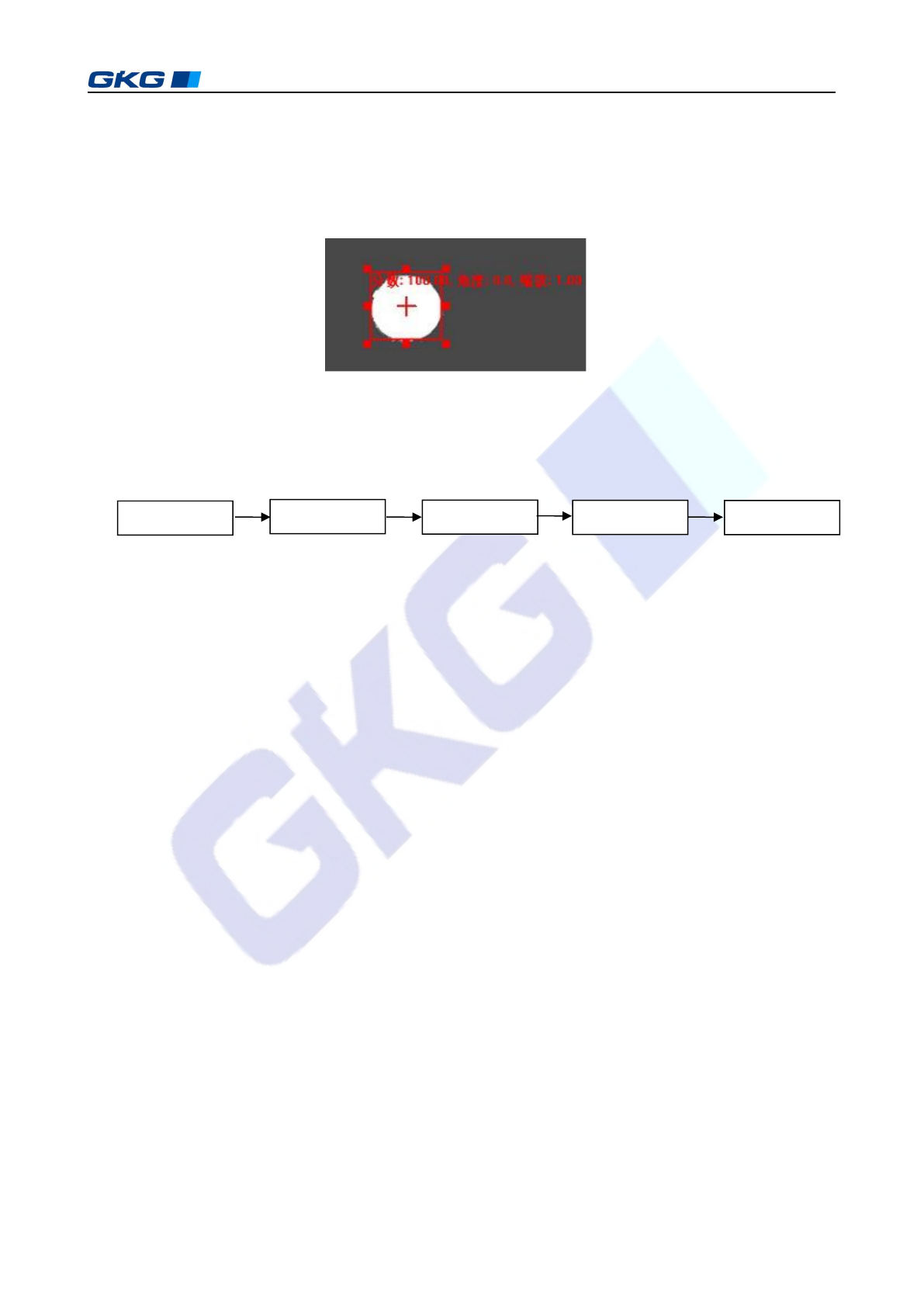
搜寻标志点栏:根据实际情况,选择标志点类型,然后选择自动匹配。
12.
单击图
4-11
对话框中的“移动”,然后根据对话框中〈手动移动速度的设置〉用
手移动键盘上的箭头键(←↑→↓)或用鼠标移动,待寻找到标志图像后——再单击“自
动匹配”将图象定位(即用红色方框将标志点图像包容)。如图 4–12 所示:
图 4-12 标志点图像
13.
在图
4-11
模板控制操作栏中,连续单击以下方框按键确认(此方法的效果与“自
动匹配”一样),然后单击“确认”键,返回[数据录入第 2 页] 对话框。如图 4–13 所示。
图 4–13
14. 在图 4–11[模板定制]对话框中,单击右下角的“确认”,标志点采集完成,数据得到
保存,退回到
[
数据录入第
2
页
]
对话框;单击“取消”,取消此次采集,图像数据未保存,
仍回到[数据录入第 2 页]窗口。
15. 参照第 7、8、9、10 的操作,找出[钢网标志 1]、[钢网标志 2]、[PCB 标志 2]的 Mx、
My
、
Px
、
Py
值。
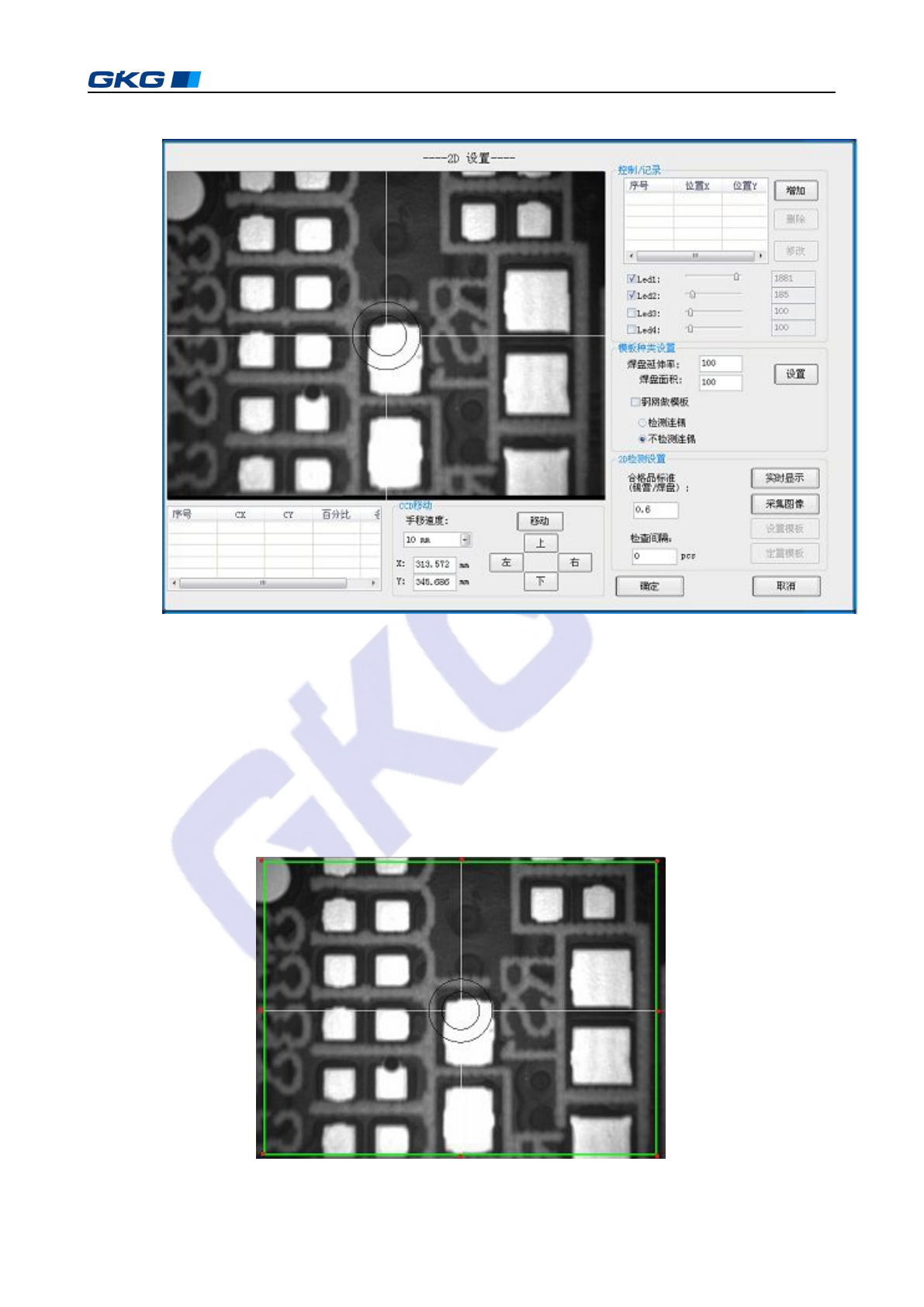
16. 2D 检查模板的制作
1) 与厂商联系,开通“2D 检查模板设置”这项功能。
2
) 单击[数据录入第 2 页]对话框中的“
2D
检查模板设置”按钮,显示“
2D
设置”
对话框,如图 4-14 所示:
实 时 显 示
采 集 图 像
设 置 模 板
定 制 模 板
搜 寻 范 围
凯格精密机械有限公司
30
图 4-14〈2D 设置〉对话框
3
) 单击
[2D
设置
]
对话框中的“增加”按钮,增加一组数据。
4) 调节 LED1、LED2 的亮度,取得较好的画面效果。
5) 利用键盘上的箭头键(←↑→↓)或用鼠标进行视野的移动,确定取像位置。
6
) 单击“实时显示”,“采集图像”,“设置模板”,随后在图像区域会出现一个绿色的
方框,如图 4-15 所示:
图
4-15