G9《使用说明书》 - 第36页
凯格精密机械有限公司 36 图 4 -22 〈生产设置〉对话框 4.3.3.2 机器参数 单击主画面工具栏 2 中“机器参数”图标,弹出[机器参数]对话框。机器参数 1. 2 与 5 都是只对原厂售后开放,此处暂不介绍。 选择“机器参数 3” ,弹出“机器参数 3”对话框,如图 4-23 所示:

35
凯格精密机械有限公司
35
图 4-23 〈过板〉操作对话框
4.3.2.4 标定
此功能暂不开放。
4.3.2.5 SPC 曲线
其作用是检测自身能力指数。需要使用此功能,必须由原厂售后携带密匙前往现场制作。
4.3.2.6
锡膏搅拌
在主画面工具栏
2
中单击“锡膏搅拌”图标,出现[锡膏搅拌]对话框,如图
4-25
所示。
可根据实际情况,选择锡膏的堆放位置,并对搅拌长度、搅拌次数进行设置,单击“开始搅
拌”,完成锡膏搅拌动作,单击“关闭”按钮,关闭对话框。
图
4-25
〈锡膏搅拌〉对话框
4.3.3 设置
单击主画面工具栏
1
的“应用”图标,在主画面工具栏
2
出现
[
生产设置
]
、
[
机器参数
]
图
标,如图
4-26
所示。
图
4-26
〈设置〉工具栏
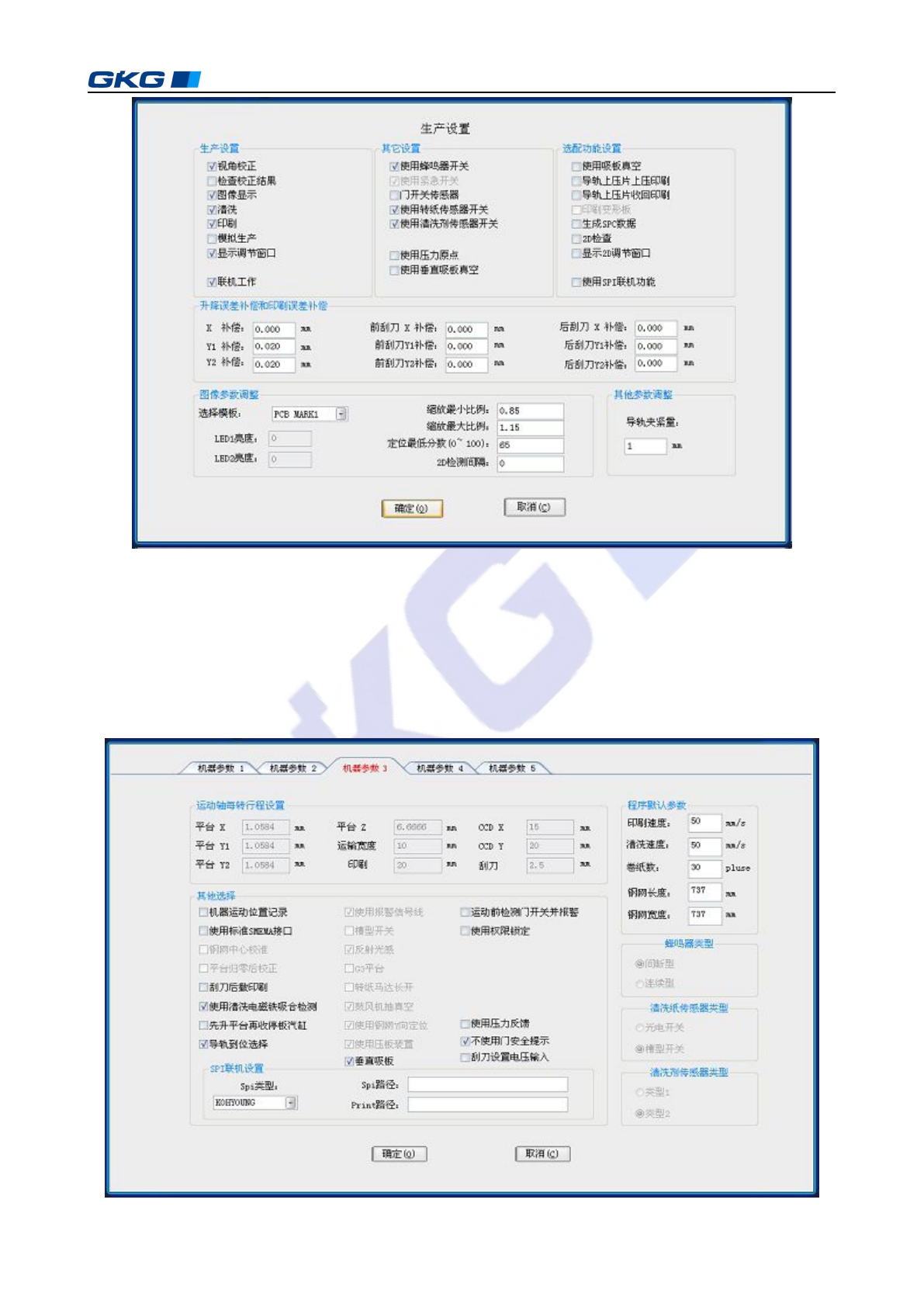
4.3.3.1 生产设置
单击主画面工具栏
2
中“生产设置”图标,弹出
[
生产设置
]
对话框来快速改变运输、视
觉检查、清洗、印刷、检测等生产设置及其他设置(如门开关感应器的设置等)。同时可对工
作台升降误差及刮刀行程误差进行补偿。如图
4-22
所示:
凯格精密机械有限公司
36
图 4-22 〈生产设置〉对话框
4.3.3.2 机器参数
单击主画面工具栏 2 中“机器参数”图标,弹出[机器参数]对话框。机器参数 1. 2 与 5
都是只对原厂售后开放,此处暂不介绍。
选择“机器参数 3”,弹出“机器参数 3”对话框,如图
4-23
所示:
37
凯格精密机械有限公司
37
图 4-23〈机器参数 3〉对话框
“机器参数 3”中可以设定运动轴每转行程参数、部分程序默认参数、SPI 联机设置、清
洗剂清洗纸传感器类型及其他选择。其他选择中的功能必须在机器参数 3 中勾选,在其他相
应的页面才可开放使用。
1、运动轴每转行程参数:其参数为硬件各轴的导程。
2、其他设置中用户会用到的几个设置:
(1)刮刀后撤印刷为刮刀在印刷前先向印刷反方向移动 3mm 然后再下刮刀进行印刷;
(2)使用清洗电磁铁吸合检测即在移动清洗装置时都将对清洗电磁铁的吸合情况进
行一次检测;
(3)先升平台再收停板气缸,软件默认的为先收停板气缸再升平台;
(4)使用标准 SMEMA 接口根据实际情况选择是否使用标准 SMEMA 接口功能。
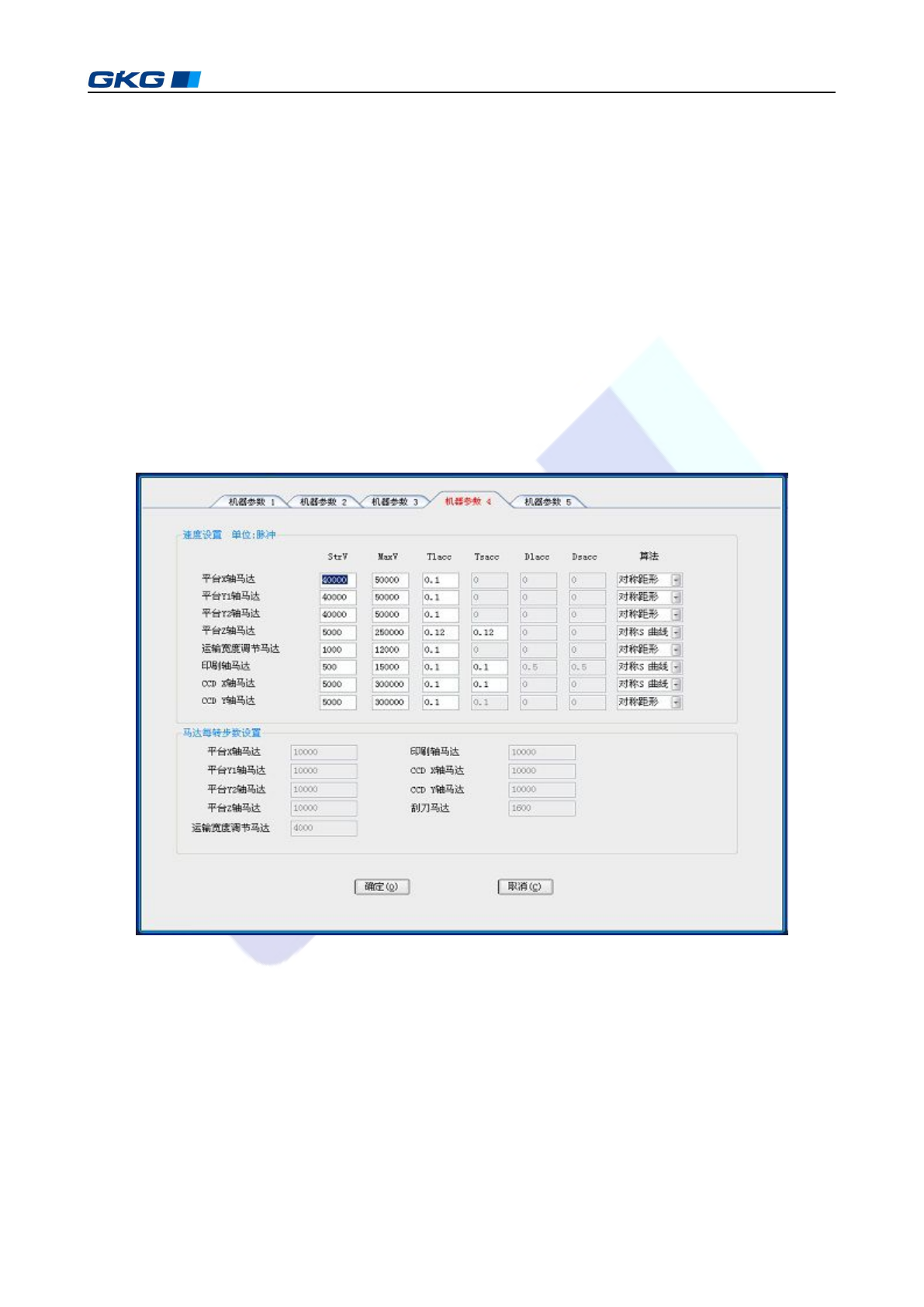
正确设定后,选择“机器参数 4”,弹出“机器参数 4”对话框,如图 4-24 所示;
图
4-24
〈机器参数
4
〉对话框
“机器参数 4”中可以进行速度曲线和马达每转步数设置,正确设定后,单击“完成”,
返回生产主界面,完成机器参数设置。
4.3.4 信息
单击主画面工具栏 1 的“信息”图标,在主画面工具栏 2 出现[故障查询]、[报警记录]、[生
产报表]、[版本信息]、[软件注册]图标,如图 4-25 所示。