CP6 series maintenancech45 周保养.pdf - 第6页
1.5 Cleaning the Prism Surfaces (Every W eek) Point Oil or dirt on the surfaces of the prisms can lead to problems such as reduced light strength and distortion of the image. This may affect the placing accuracy. Procedu…
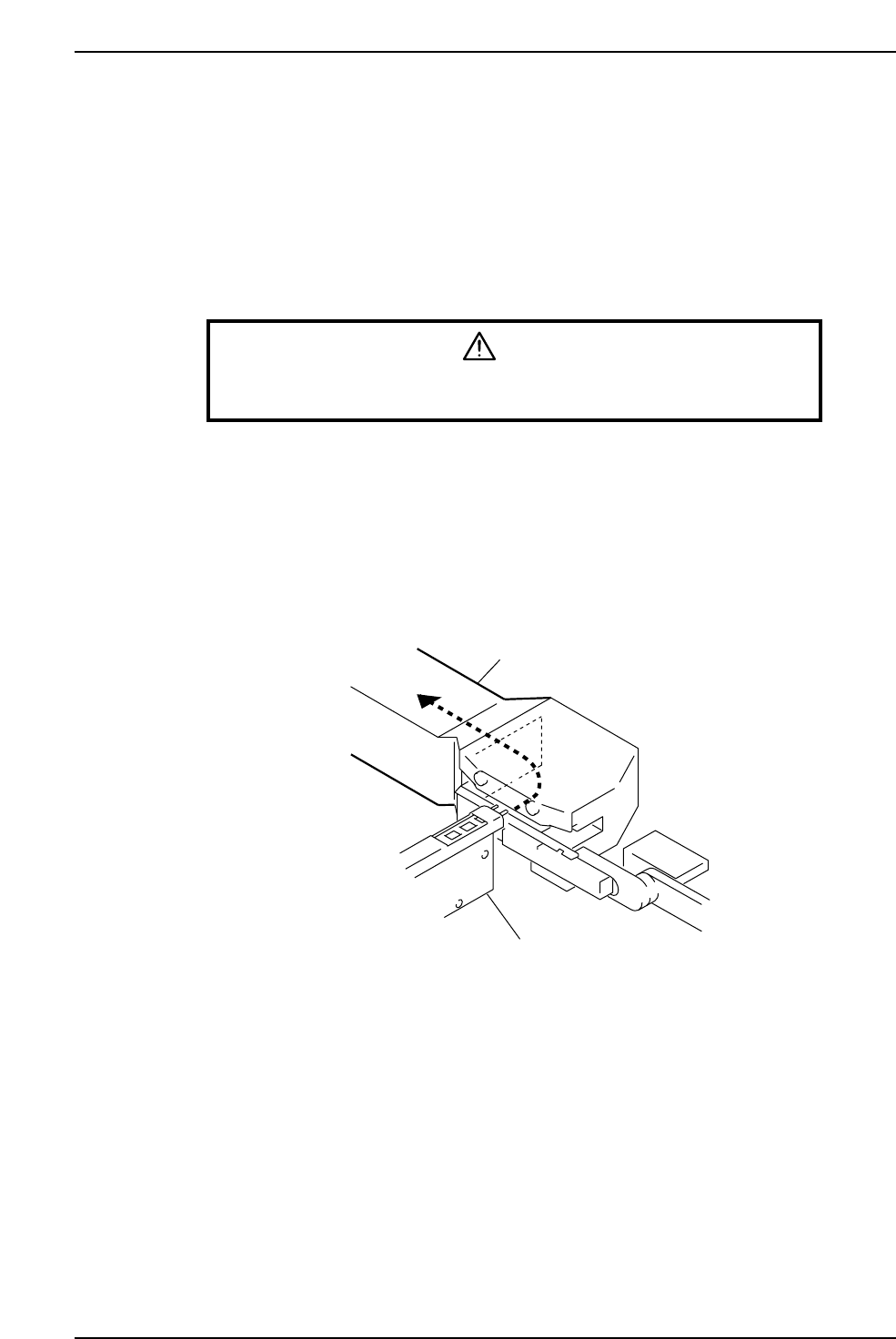
1.4 Cleaning the Tape Suction Path (Every 8 Hours)
Point
After the end of the tape is cut off by the cutter, it is drawn into the suction path in the
course indicated by the arrows. If this area becomes blocked by waste tape, tape feed
will be impeded and part pick-up will be unreliable.
Procedure
WARNING
Always be sure to cut off the 200 V power before carrying out any
work.
Inspect this area for blockage if tape feed abnormalities cause pick-up errors during
automatic production.
Do not use an air gun to blow out any waste tape that becomes clogged in the duct but
rather use a vacuum cleaner to suck the waste tape out.
Duct pipe
Feeder
CP6ML003E
Chapter 4 Cleaning and Lubrication
Version 11.1 4-1-4 CP-6 Series Maintenance
1.5 Cleaning the Prism Surfaces (Every Week)
Point
Oil or dirt on the surfaces of the prisms can lead to problems such as reduced light
strength and distortion of the image. This may affect the placing accuracy.
Procedure
WARNING
Always be sure to cut off the 200 V power before carrying out any
work.
Wipe the prism surfaces clean with clean gauze once a week.
Chapter 4 Cleaning and Lubrication
Version 11.1 4-1-5 CP-6 Series Maintenance
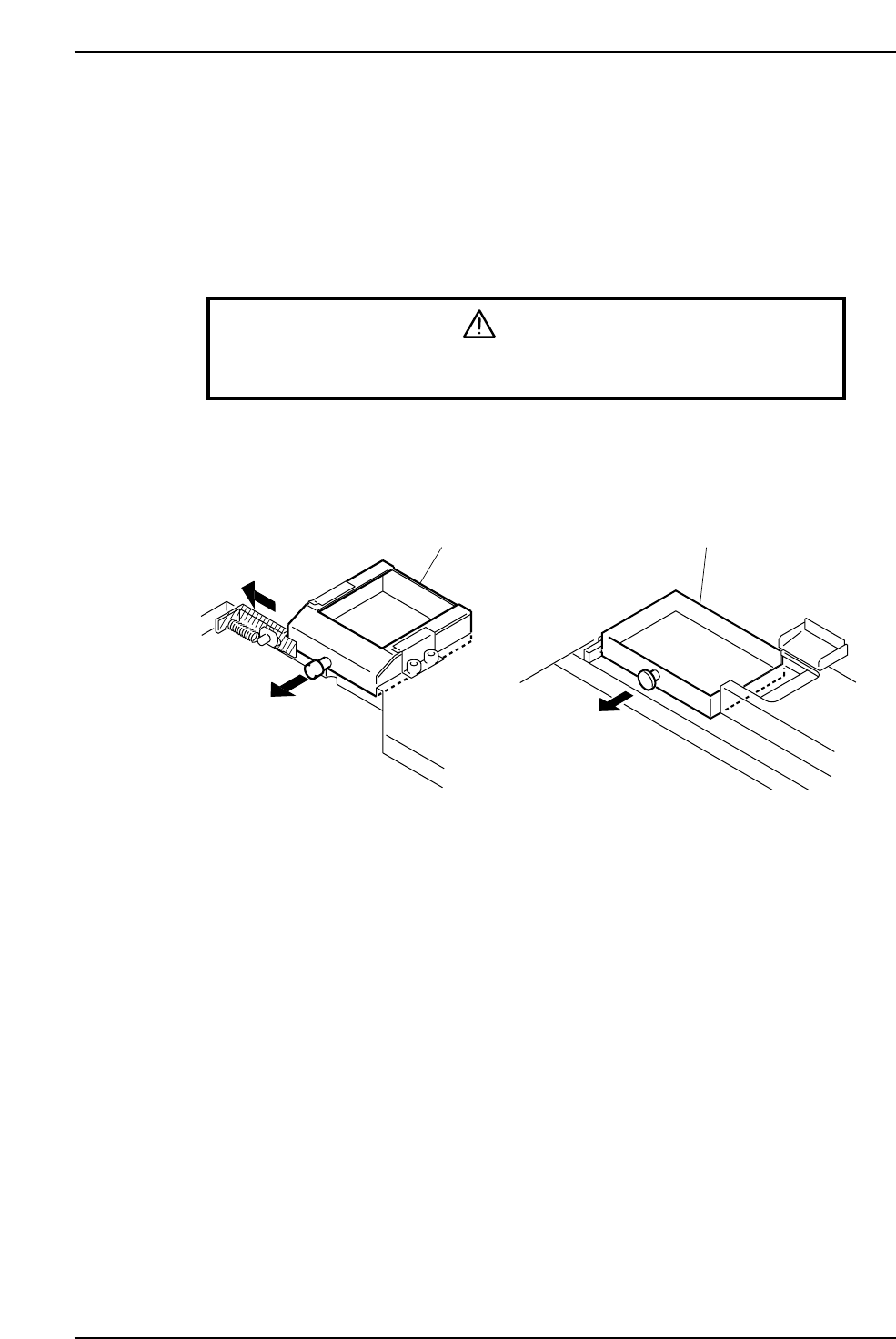
1.6 Cleaning the Parts Reject Box (Every 8 Hours)
Point
Parts deemed no good by vision processing or unplaced parts are rejected at station 10's
parts reject box. Inspect this box and remove the rejected parts.
Procedure
WARNING
Always be sure to cut off the 200 V power before carrying out any
work.
Dump parts box
Dump parts box
<4000 type> <5000 type>
CP6ML004E
Chapter 4 Cleaning and Lubrication
Version 11.1 4-1-6 CP-6 Series Maintenance