CUN7142110_YSD User's_C点胶机.pdf - 第208页
4-7 4 有 效 利 用 各 种 功 能 2 . 3 示 教 功 能 示 教 是 使 用 相 机 、 点 胶 头 等 示 教 装 置 , 求 取 X 、 Y 坐 标 值 的 功 能 。 示 教 输 入 方 法 有 “ 点 示 教 ” 和 “ 光 标 示 教 ” 。 2 . 3 . 1 点 示 教 点 示 教 有 “ 单 点 输 入 ”和 “ 多 点 输 入 ”两 种 。 使 用 “ 单 点 输 入 ”时 , 自 动 输 入 示…
4-6
4
有
效
利
用
各
种
功
能
2.2 自动跟踪功能
连续自动地跟踪数据的功能,称为自动跟踪功能。此功能可用于基板信息的各选项卡画面。在预点胶与正式点胶
信息中跟踪点胶位置。
固定基板。
将基板固定在传送轨上。
打开正式点胶画面,按 [ 示教 ] 按钮。
设置跟踪的条件。
设置“示教装置”、“速度”、“基准标记校正”。关于条件的设置,参考前述“2.1跟踪功能”。
指定数据的起始行。
选择想要跟踪的数据行。
确认安全。
如果进行自动跟踪,示教装置就会移动。务必确认身体的任何一部分没有进入示教装置的可动范围内。
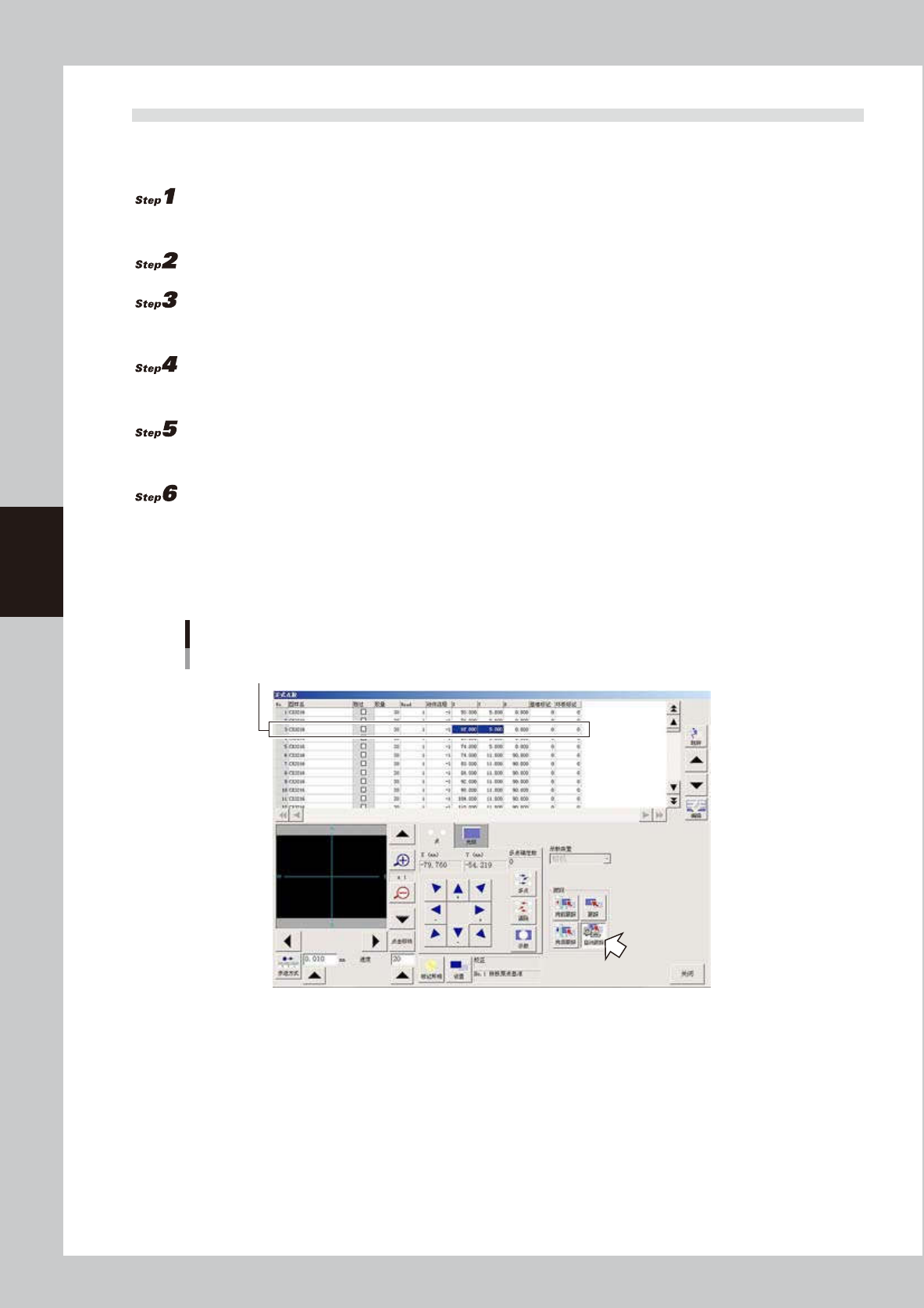
按 [ 自动跟踪 ] 按钮。
按住 [ 自动跟踪 ] 按钮,再按 [ 向后跟踪 ] 按钮,则从 Step4 中选择的数据行开始向后跟踪。
如果中途想要中断跟踪时,按 [ 自动跟踪 ] 按钮。
按住 [ 自动跟踪 ] 按钮,再按 [ 向前跟踪 ] 按钮,则从 Step4 中选择的数据行开始向前跟踪。
如果中途想要中断跟踪时,按 [ 自动跟踪 ] 按钮。
进行自动跟踪
选择想要自动跟踪的数据行
66406-N7-00
4-7
4
有
效
利
用
各
种
功
能
2.3 示教功能
示教是使用相机、点胶头等示教装置,求取 X、Y 坐标值的功能。示教输入方法有“点示教”和“光标示教”。
2.3.1 点示教
点示教有“单点输入”和“多点输入”两种。使用“单点输入”时,自动输入示教得到的坐标值。使用“多点输入”
时,自动输入示教后多点的中心坐标值。
固定基板。
将基板固定在传送轨上。
设置示教条件。
设置“示教装置”、“速度”、“基准标记校正”。关于条件的设置,参考本章前述“2.1 跟踪功能”。
选择想要进行示教的数据行。
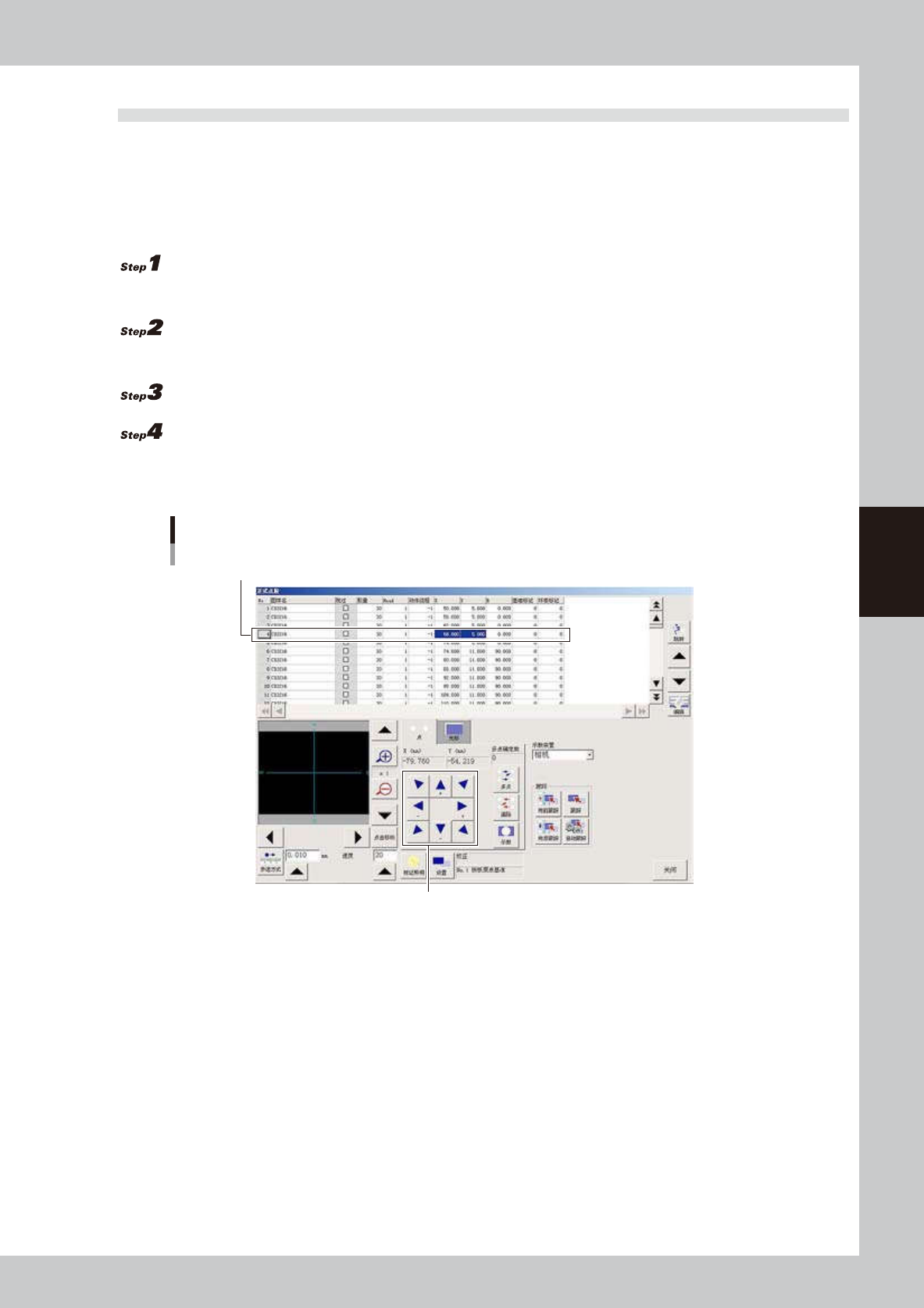
使示教装置移至目标位置。
使用箭头按钮,使在 Step2 中设置的示教装置移至目标位置。此时,务必确认身体的任何一部分
没有进入示教装置的可动范围内。
移动示教装置
选择想要示教的数据行
操作箭头按钮使示教装置移至目标位置
66407-N7-00
4-8
4
有
效
利
用
各
种
功
能
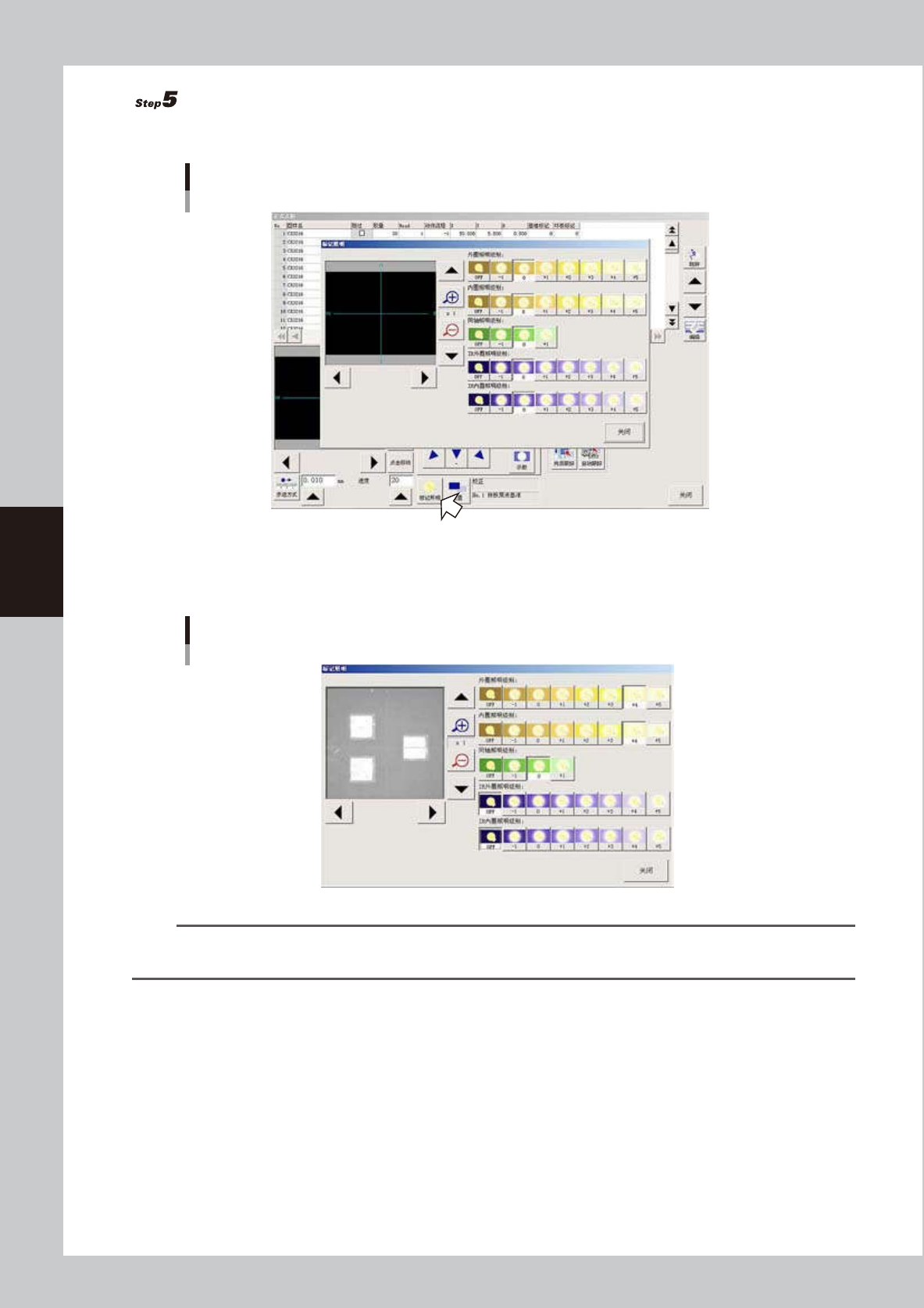
调节标记照明。
如果监控屏上没有显示目标物时,按 [ 标记照明 ] 按钮,调节照明级别。
打开“标记照明”画面
66408-N7-00
外圈照明级别与内圈照明级别为 OFF 或 0 时,改为 +4,确认监控屏上的目标物或标记。
同轴照明设置为 0。
照明级别的调整
66409-N7-00
参考
照明有“外圈照明级别”、“内圈照明级别”、“同轴照明级别”3 种。“外圈照明级别”、“内圈照明级别”、“同轴照明级别”用于表
面平坦、有厚度的焊盘。照度在 -1 〜 +5 之间设置。边观察监控屏,边调节亮度直至能清晰地看见焊盘。