SER04989020_YVL88II Service_J.pdf - 第156页
3- 135 SER04989020 調整 第 3 章 6 4 調整データを保存します。 [ESC] キーを押してから、 「B 2 調整後データ保存」または「B 0 データ保存後 終了」を選択実行してください。 ( 保存したくない場合は、 「 B 3 調整前データ復 活」または「B 7 強制終了」 を選択実行してください。 )
3-
134
SER04989020
調整
第
3
章
6
6.4 初期位置
W 軸および R 軸の初期位置の設定方法を説明します。Z 軸の初期位置・初期移
動は現在使用されていません(0.00に設定)。
6.4.1 W軸初期位置の設定
原点復帰状態 でのコンベア幅(固定側レールと可動側レールの距離)の値にマイ
ナス符号を付けて、W 軸「初期位置」として設定します。
1
原点復帰を実行します。
e
2
非常停止ボタンを押して、初期位置を求めます。
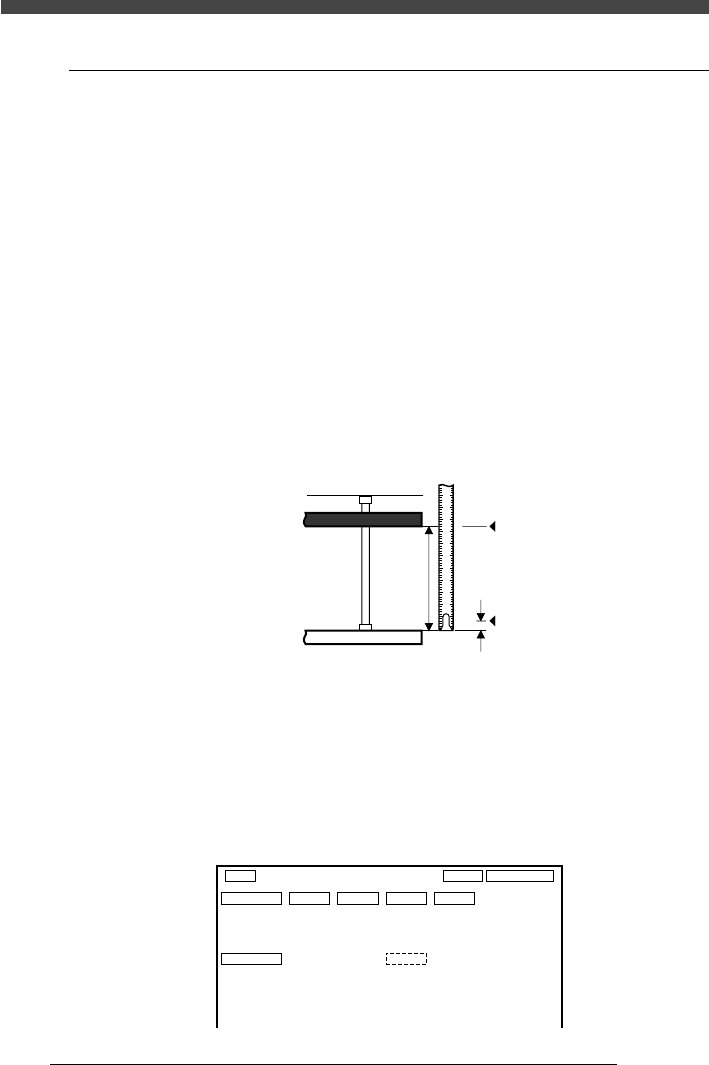
1. 固定側と可動側のコンベアレールの間隔を巻尺などで測定します。
2. この測定値にクリアランス分 0.5mm を引いて、マイナス符号を付けた値
を初期位置とします。
■ コンベア幅の測定と初期位置
20043620-00
1 2 3 4 5
0.5
W
原点位置
可動側コンベアレール
固定側コンベアレール
初期位置= (W -0.5)
3
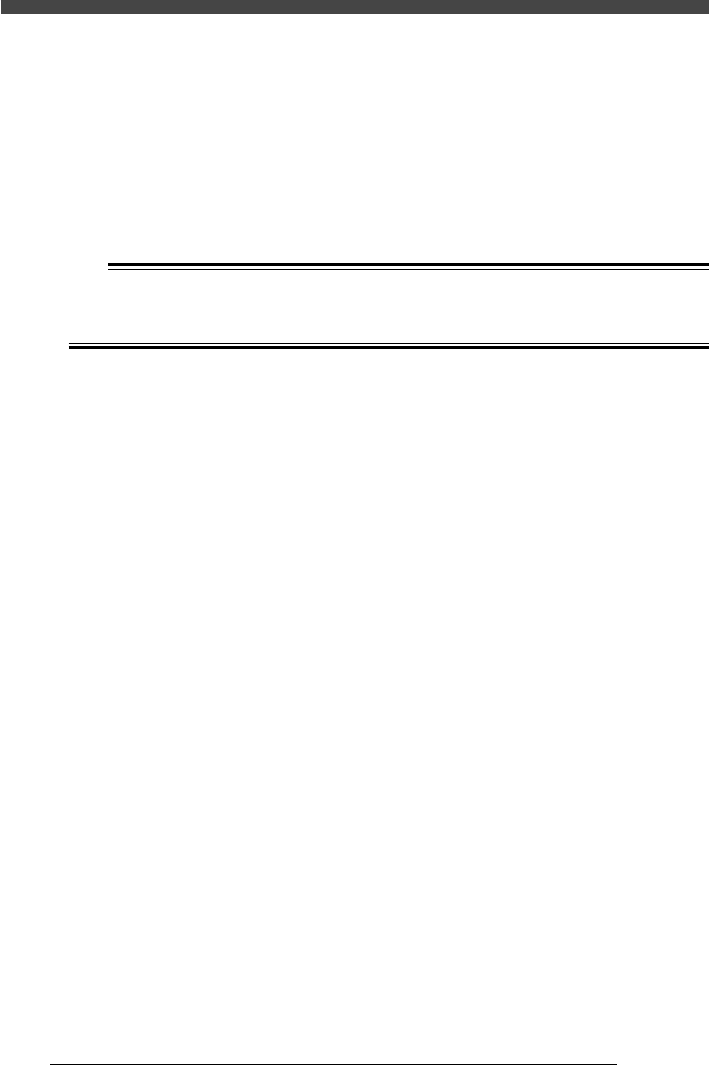
ソフトリミット画面を開き、初期位置を入力します。
1.「3/3/B1 調整項目選択」→「ソフトリミット」を選択実行します。
2. 矢印キーを使って、「W/MAIN」の「初期位置」にカーソルを合わせます。
3. 数字キーを使って、Step 2で求めた初期位置の値を入力します。
■ W 軸初期位置設定画面
60043621-00
軸
ソフトリミット
プラス方向
-408.00-350.003.70
マイナス方向 初期位置 初期移動
W/MAIN
編集中
編集対象

3-
135
SER04989020
調整
第
3
章
6
4
調整データを保存します。
[ESC]キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ復
活」または「B7 強制終了」を選択実行してください。)
3-
136
SER04989020
調整
第
3
章
6
6.4.2 R軸初期位置の設定
部品の吸着は通常0 度で実行しますので、ノズルが部品の方向と合うように(ノ
ズルホルダーの板バネがX 軸と平行になるように)、R 軸の初期位置を設定しま
す。
1
対象ノズル(例えばタイプ31)をヘッドに取り付けます。
安全を確認してから、「3/ マシン調整」または「4/ 手動」モードのノズル
チェンジを実行してください。
w
警告
ノズルチェンジを実行すると、ヘッド部が高速でノズルステーションに移動します。軸可動範囲に
体の一部などを絶対に入れないようにしてください。(指定ノズルがすでに付いている場合は、移動
しません。)
e
2
非常停止ボタンを押します。
3
ヘッド先端のノズルホルダーの板バネがX 軸と平行になってい
るか確認します。
X 軸と平行でない場合は、ノズルシャフトを回して調整してください。(R 軸ベ
ルトを手で動かすと容易に調整できます。)
4
ティーチングの実行条件を設定します。
1.「3/3/B4 ティーチング実行条件」を選択実行します。
2. ティーチングユニットを選択します。
R1 軸を設定する場合は「ヘッド 1」、R2 軸を設定する場合は「ヘッド2」
を選択してください。
3. 運転速度を選択します。
「スピード1」∼「スピード5」のどれでもかまいません。