SER04989020_YVL88II Service_J.pdf - 第189页
3- 168 SER04989020 調整 第 3 章 7 入力した値を確認して、再度 [ENTER] キーを押します。 入力値に基づいて、自動的に補正値が計算されます。 調整結果を保存します。 「B 2 調整後データ保存」または「B 0 データ保存後終了」を選択実行してくだ さい。 (保存し たくない場合は、 「B 3 調整前データ復活」または「B 7 強制終 了」を選択実行してください。 ) 搭載フィードバックによる微調整の効果を確…
3-
167
SER04989020
調整
第
3
章
7
u
ヘッド1 の調整が完了したら、ヘッド 2 で部品搭載します。
「ADJUST_CHIP」の搭載情報でヘッド 2 を指定してから、部品を搭載してく
ださい。
i
ヘッド2 の 搭載ズレ量を調べます。
ヘッド1 と同様に、まずR 方向のズレ(傾き角度)を確認してください。
もし、ヘッド2 での搭載結果に R 方向のズレが生じている場合は、Step 19
へ進んでください。R 方向のズレがなければ、Step 19∼25は省いて、Step
26 へ移ってください。
o
「搭載フィードバック」を実行します。
R 方向のズレを補正するため、「搭載フィードバック」→「レーザー」→「角
度の補正」を選択してください。
60443762-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファイル操作
B1 調整項目選択
調整・検索対象
搭載フィードバック
認識装置
ビジョン
レーザー
調整対象
全体の傾き
X,Y位置ずれ
角度の補正
p
[ENTER]キーを押して、次のステップに進みます。
調整を中止したい場合は、[ESC]キーを押してください。
ヘッド番号「2」を入力し、[ENTER]キーを押します。
ここでは、ヘッド2 だけの角度補正をしますので、ヘッド1 を選択しないで
ください。もし、ヘッド1 を選択すると、ビジョン認識で角度補正した値に影
響します。
傾き角度を入力し、[ENTER]キーを押します。
Step 18 の評価結果より、「0 度・180 度」にそれぞれの傾き角度を入力して
ください。(90 度・-90 度では搭載していませんので入力しません。)
60443763-00
<<モード>> 3/マシン調整
A581
試実装で部品を吸着したベット番号をを・・・
A588
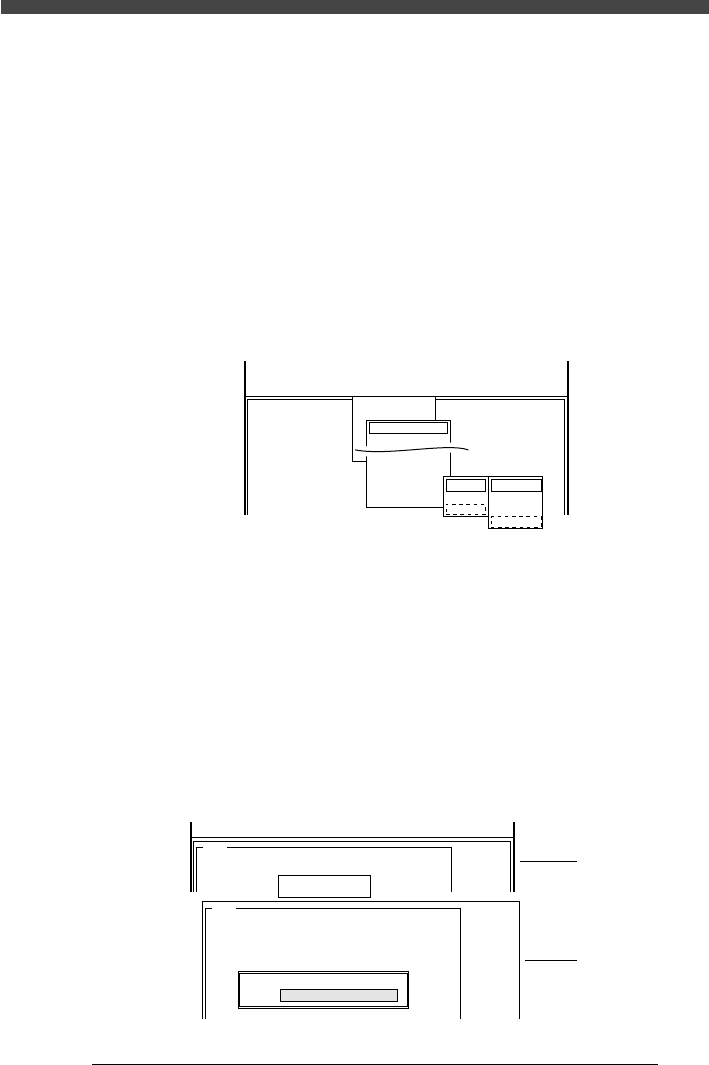
角度補正量を、下の編集ウインドウに入力してください。
認識装置
ヘッド番号
角度は・・・
ヘッド番号 2
:
:
レーザー
2
レーザー
補正量
0.00 0.00 0.00
0度180度 -90度
0.00
90度
Step 22
Step 21

3-
168
SER04989020
調整
第
3
章
7
入力した値を確認して、再度 [ENTER]キーを押します。
入力値に基づいて、自動的に補正値が計算されます。
調整結果を保存します。
「B2 調整後データ保存」または「B0 データ保存後終了」を選択実行してくだ
さい。(保存したくない場合は、「B3 調整前データ復活」または「B7 強制終
了」を選択実行してください。)
搭載フィードバックによる微調整の効果を確認します。
再び部品搭載を実行して、実装状態を確認してください。
傾き角度が0 になるまで、上記手順を繰り返してください。
ヘッド2 でのXY 方向の搭載ズレを調整します。
ヘッド1 と同じように調整(Step 8 ∼ 16 )してください。
この調整が完了したら、「OFFSET」による搭載フィードバックに移ります。
3-
169
SER04989020
調整
第
3
章
7
7.3.4 搭載実行:「OFFSET」
前述の「ADJUST_CHIP」での調整が完了したら、ヘッドオフセットを求める
ために、「OFFSET」を使って部品を搭載します。
1
自動運転での基板を指定します。
「1/1/D3 生産基板切替」を選択実行して、基板名「OFFSET」を指定してく
ださい。
2
自動運転で基板に部品を搭載します。
「A/ 運転コマンド」→「A2 自動運転」を選択実行してください。
7.3.5 搭載フィードバック:「OFFSET」
部品を搭載したら実装状態を評価し、その結果に基づいて「ヘッドオフセット」
編集画面で補正値を入力します。
1
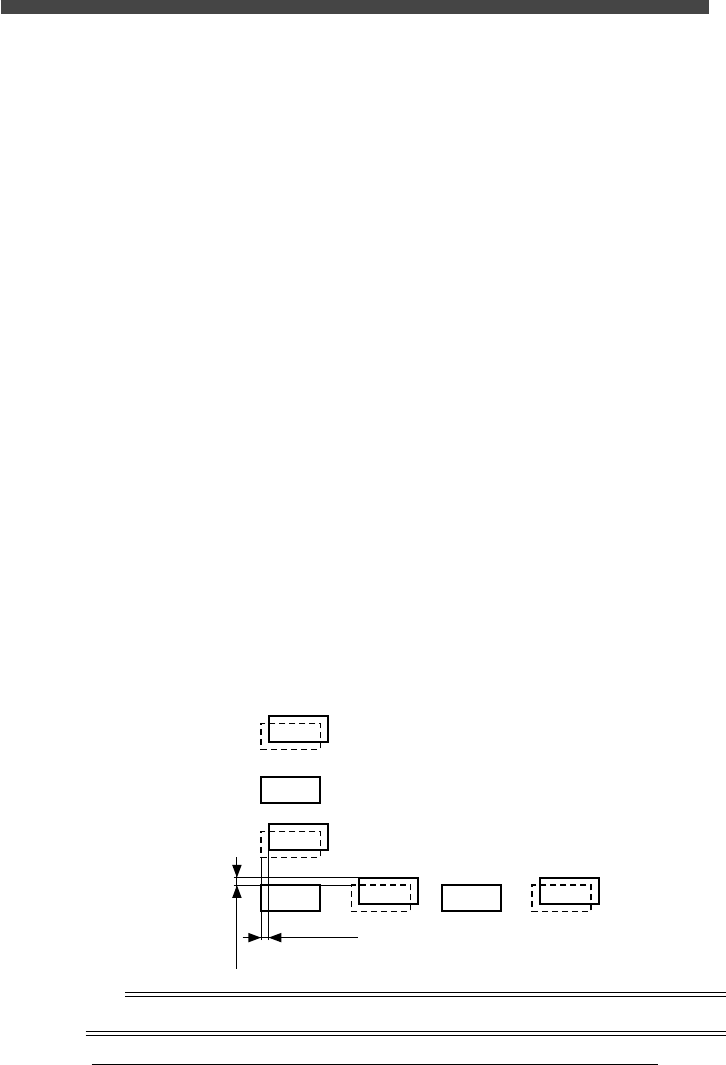
XY 位置のズレ量を調べます。
ヘッド1 で搭載した部品の位置を基準として、ヘッド2 で搭載した部品の位
置ズレ量を調べてください。
目視での評価が難しい場合、拡大鏡を使うか、基板をコンベアに固定して移動
カメラで映像を観察してください。
部品が右側にズレている場合:+ X 方向のズレ量
部品が左側にズレている場合:- X 方向のズレ量
部品が上側にズレている場合:+ Y 方向のズレ量
部品が下側にズレている場合:- Y 方向のズレ量
■ XY 方向ズレ量
20443759-00
H2
H1
H2
Y方向のズレ
X方向のズレ
Head 1
Head 2
H1
H2
n
要点
ズレ量は部品のサイズを基準にして求めてください。