SER04989020_YVL88II Service_J.pdf - 第37页
3- 16 SER04989020 調整 第 3 章 1 1 . 2 機械座標 「3 / 3 / B 1 調整項目選択」→「機械座標」を選択実行すると、下図のように機械 座標(原点からの各部の位置座標など)の画面が表示されます。この画面上で、 それぞれの機械座標の設定値をティーチングまたは編集できます。以下に主な項 目の設定方法を説明します。 (その他の項目については、キーボードの [F1]キ ー を押して操作ディスプレイに表示されるヘ…
3-
15
SER04989020
調整
第
3
章
1
1.1.2 真空センサーの機能の確認
以下の手順で真空センサーの機能を確認します。
1
前述のStep 1 ∼3 で対象ヘッドの真空発生器を動作させて
おきます。
2
「3/4/ 手動」→「3A 真空センサー」を選択実行します。
操作ディスプレイに真空センサーレベルが表示されます。
■ 真空センサーレベル表示
60443104-00
<コマンドリスト> A/状態選択
真空センサーレベル
現在値
137
136
上限値
187
186
下限値
3
2
ヘッド
A1
A2
3
吸着センサーの機能を確認します。
対象ヘッドのノズル先端開口部に指を当てたり離したりして、対応する吸着セ
ンサーの「現在値」表示(棒グラフと数字)が変化することを確認します。吸
着センサーが正常であれば、ノズル開口部を指で塞いだときに表示レベルが上
がります。
4
出力モニター画面 に戻り、対象ヘッドの吸着動作を止めます。
カーソルが「ヘッド吸着」欄の対象ヘッドにあることを確認して[ENTER]キー
を押すと、真空発生器が止まります。
3-
16
SER04989020
調整
第
3
章
1
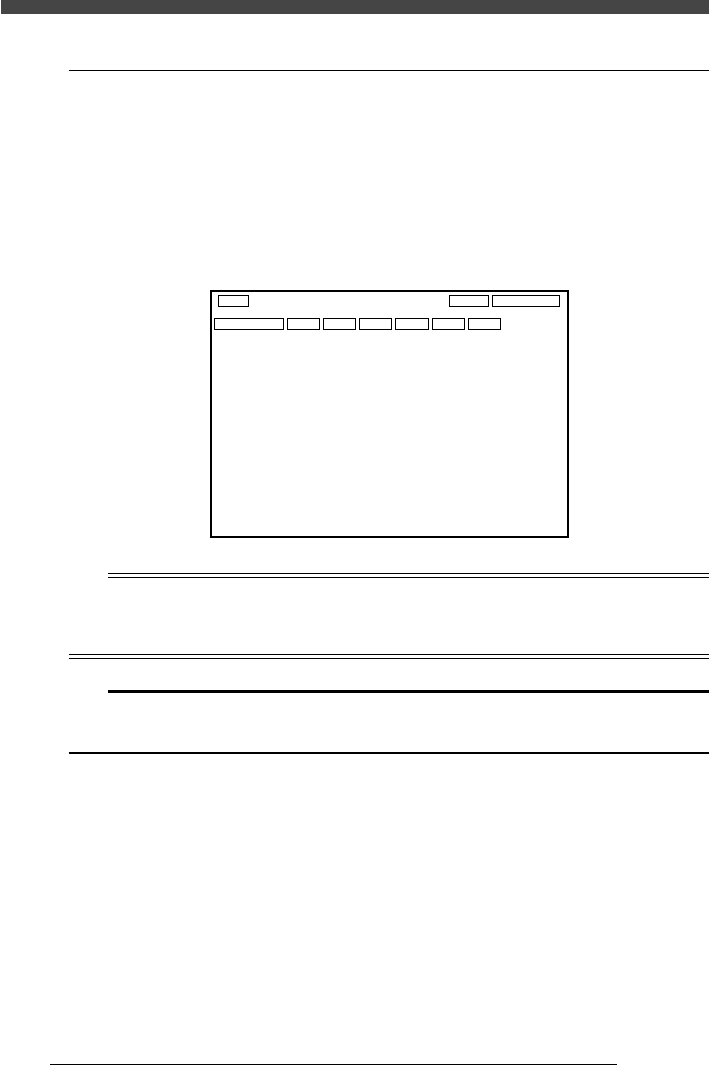
1.2 機械座標
「3/3/B1 調整項目選択」→「機械座標」を選択実行すると、下図のように機械
座標(原点からの各部の位置座標など)の画面が表示されます。この画面上で、
それぞれの機械座標の設定値をティーチングまたは編集できます。以下に主な項
目の設定方法を説明します。(その他の項目については、キーボードの[F1]キー
を押して操作ディスプレイに表示されるヘルプメッセージを参照してください。)
■ 機械座標画面
60443102-00
対象名
X
機械座標
ビームセンサー
FINE角度
リード浮き検出 1
リード浮き検出 2
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面/固定トレイ
リファレンスマーカー高さ
同時吸着範囲
チェンジタイマー/ソクド
リトライ回数の上限
廃棄ステーション位置1
廃棄ステーション位置2
移動可能高さ
YZ
編集中
0.00
-5.00
30.00
52.27
0.00
0.50
28.00
0.00
37.27
0.00
0.00
0.00
194.63
194.63
400.00
250.21
0.20
60.00
0.00
210.00
0.00
0.00
0.00
161.26
161.26
400.00
79.85
0.20
200.00
0.00
130.00
R
フィーダー
0.00
0.00
0.00
52.27
1.00
50
1
1
種類
0.02
通常
300
7回
0.00
0.00
編集対象
参考
機械座標画面は、「3/2/A1 編集切替」→「機械座標」を選択実行しても開くことができます。
(通常、パスワード設定により、マシンデータ編集モードの使用はマシン調整モードよりも制限さ
れています。
c
注意
機械座標データは、納入機の仕様に合わせて出荷時に最適化されています。通常は変更しないでく
ださい。もし変更する必要がある場合は、以下に説明する手順を参考に正確に調整してください。
3-
17
SER04989020
調整
第
3
章
1
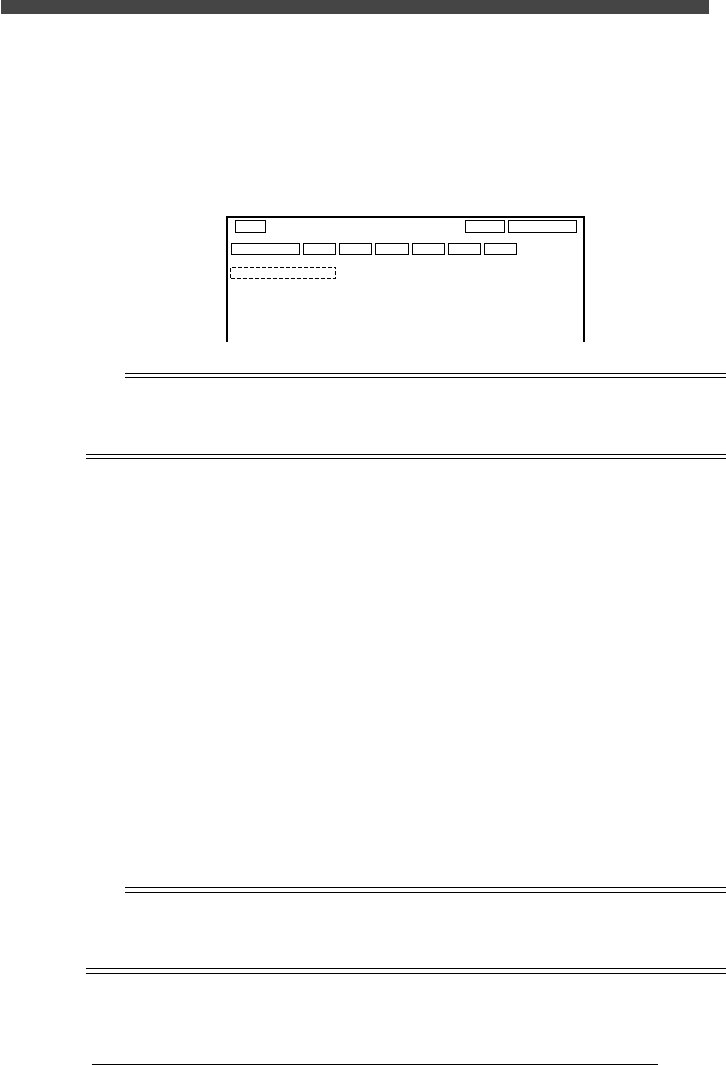
1.2.1 FINE角度
シングル認識カメラでFINE モード認識を行う際に、角度の収束範囲を指定し
ます。0.01 から0.04まで4段階に設定できます。調整は最小の 0.01で行い、
実際の使用は0.02 ∼0.04 に設定します。[INS] [DEL] [スペース]キーを押す
と、設定が切り替わります。
60443113-00
対象名
X
機械座標
ビームセンサー
FINE角度
リード浮き検出 1
リード浮き検出 2
ロケートピン基準
基板外形基準
待機位置
廃位
YZ
編集中
0.00
-5.00
0.00
0.00
0.00
194.63
194.63
400.00
0.00
0.00
0.00
161.26
161.26
400.00
R
フィーダー
0.00
0.00
0.00
種類
0.02
通常
編集対象
n
要点
「FINE角度」機能は、オプション構成の「多段階認識」が「標準」か「位置補正付き」に設定され
ているときだけ有効です。より小さな角度を指定すると角度精度は向上しますが、収束せずに部品
を廃却したり、収束までに時間がかかりサイクルタイムに影響する場合があります。
1.2.2 ロケートピン基準
基板を搭載位置へ固定するときの基準位置となる座標です。移動カメラを使って
固定ロケートピンの中心をティーチングします。
1
ロケートピンを上昇させます。
1.「3/4/C1 出力モニター」を選択実行します。
2. カーソルを「TN03」(ロケートピン 1)に合わせ、[ENTER]キーを押しま
す。
「TN03」の出力表示は、ロケートピンが上昇すると "1" に変化します。
2
マシン調整モードに入り、「3/3/B4 ティーチング実行条件」
を指定します。
ティーチングユニットは「カメラ」、運転速度は「どれを選択してもかまいま
せん。
参考
マシン調整モードでティーチング実行条件を指定する場合、運転速度はどれを選択しても、安全の
ため最初は最低速度(SPEED 5=20)に設定されます。速度を変更するには、ティーチング実行条
件を指定した後、YPUの[SPEED]キーを押してください。
3
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。