SIPLACE Line Computer UNIX.pdf - 第211页
User Manual Line Computer UNIX 6 Product / Package Form Software Vers ion 502.xx 10/2000 Issue 6.1 Pack age Form Editor 209 I t I I 6.1.2.1 1 Package Form Editor Editing Fields - "Handling data" Screen Editing …

6 Product / Package Form User Manual Line Computer UNIX
6.1 Package Form Editor Software Version 502.xx 10/2000 Issue
208
I
t I I
Selection field "Centering"
This selection field serves to define the type of centering suited for the component type. For this purpose, the
setting "Centering in head" or "External centering" can be chosen from. Moreover, the centering procedure for
the particular centering type can be defined.
- Centering in head The component is centered by means of the revolver head or the
placement head on the HS-180 if any one of the following three
options is selected in addition.
with H jaws mech. centering by means of h-jaws (measuring jaws) of the
placement head of the HS-180.
with Z jaws mech. centering by means of z-jaws of the placement head of
the HS-180.
with camera optical centering by means of the component camera of the
revolver head.
- External Centering The component is centered externally by means of appropriate
centering devices of an HS-180, or by means of the IC camera
or flip-chip camera of a SIPLACE 80F3/F
4
optical The component is centered by means of the optical centering
station of an HS-180, or by means of the IC camera or flip-chip
camera of a SIPLACE 80F3/F
4
.
mechanical The component is centered using the mechanical centering
station. (function is not currently used)
Rotate before centering The component is turned into placement position prior to being
measured (centered) by means of the optical centering station of
an HS-180 or the IC camera of a SIPLACE 80F3/F
4
(by 90°, 180° or 270°)
User Manual Line Computer UNIX 6 Product / Package Form
Software Version 502.xx 10/2000 Issue 6.1 Package Form Editor
209
I
t I I
6.1.2.11 Package Form Editor Editing Fields - "Handling data" Screen
Editing field "Handling values"
- Placing force Here, as a preset value for the force, a value between 1 and 10
is to be entered, which is then converted into the actual place-
ment force (see Table below).
The setting of the force that is used to place the nozzle on the
component and the component on the board depends on the
following parameters:
Material of the component package
Component size
Composition (consistency) of the adhesive or solder paste
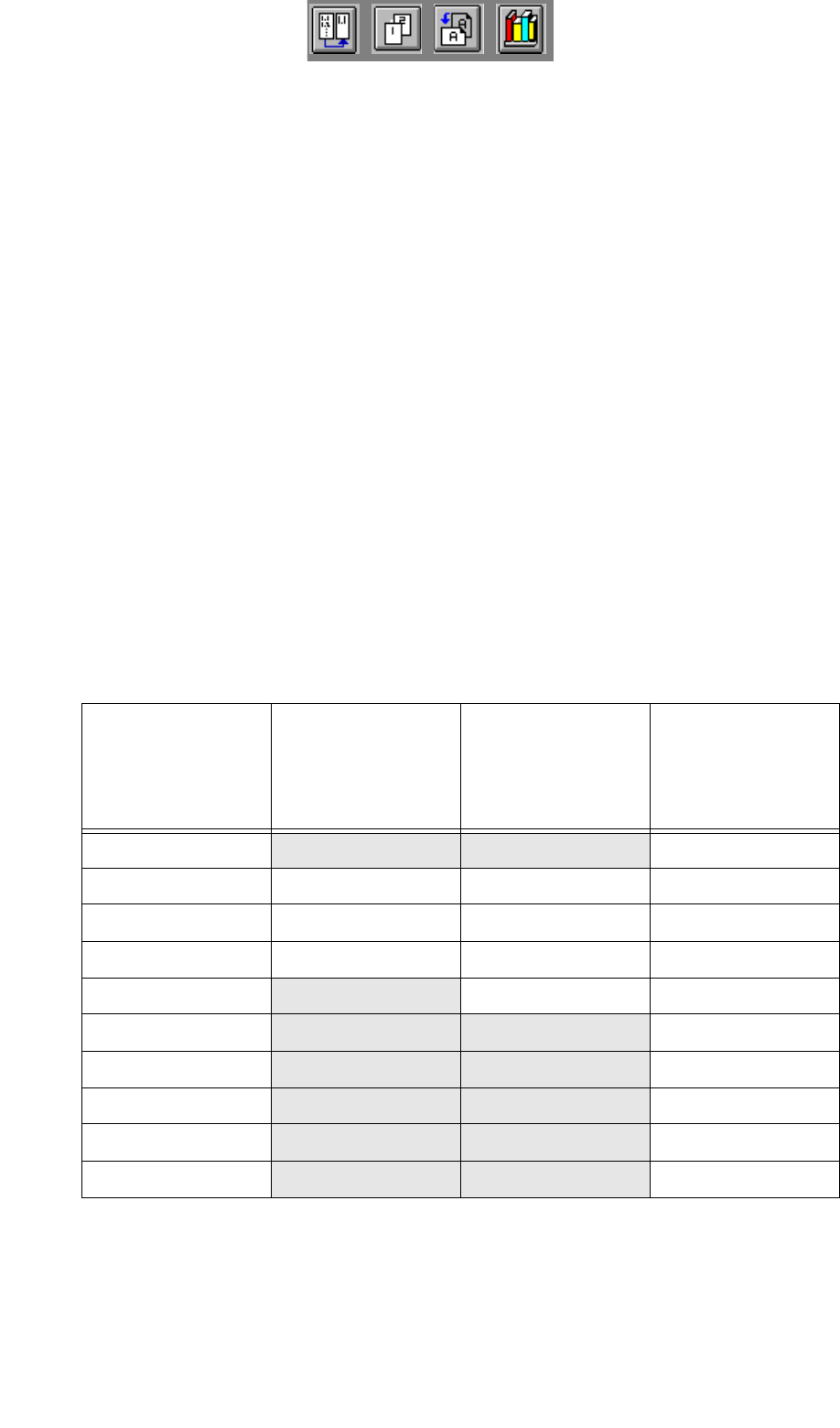
The Table below shows the conversion of the value entered (force presetting) into the value of actual
placement force appropriate for the respective placement head type and the nozzles used.
If the preset value lies, however, below or above the acceptable force setting range, the minimum or
maximum placement force, respectively, will be used for the head type in question (see the shaded
cells).
Value entered
[N]
(force presetting)
Actual placement
force
[N]
for
revolver head
with 3xx or 6xx type
nozzles
Actual placement
force
[N]
for
revolver head
with 7xx, 8xx or 9xx
type nozzles
Actual placement
force
[N]
for
IC-head with 4xx
type nozzle
1
2,4 2,4 1,3
22,42,42
3333
4444
5
455
6
4 56
7
4 57
8 4 58
9
4 59
10
4 510
Tab. 6.1 - 1 Placement Forces
6 Product / Package Form User Manual Line Computer UNIX
6.1 Package Form Editor Software Version 502.xx 10/2000 Issue
210
I
t I I
- Adhesive pattern In this field the number of the adhesive pattern is entered that has been
defined for the current package form (see chapt. 7).
- Dispense setting In this field a number from 1 to 10 is entered indicating the volume to be
dispensed. The number denotes the quantity of adhesive preset at the
adhesive metering unit for the corresponding adhesive volume setting.
The lowest setting (1) corresponds to the smallest adhesive quantity
dispensed.
NOTE
In the fields "Placing force" and "Dispense setting" numerals must be entered.
If no number is entered in the field "Adhesive pattern" a default value of "1" automatically applies to the
adhesive pattern, i.e. the adhesive dot is applied centrically with respect to the placement position.
- WPTC acceleration in y [g] Here, a value between > 0.1 and < 1.2 can be entered for the
acceleration of the Y-axis (feed axis) of the MTC.
- WPTC acceleration in z [g] Here, a value between > 0.1 and < 0.8 can be entered for the
acceleration of the Z-axis (lifting axis) of the MTC.
NOTE
If no value is entered in the field "WPTC acceleration in y [g]" or "WPTC acceleration in z [g]", the respec-
tive axis of the MTC will move at maximum acceleration.
However, it is frequently necessary to reduce the acceleration as there are components that would drop
out of the waffle-pack trays if the waffle-pack tray carrier entered the placement station, or the ’lift’ moved
up or down with the axes at maximum acceleration.
Procedure to be followed for editing:
● Click on editing field, enter appropriate number and confirm the entry by pressing the
RETURN key.
NOTE
If invalid numbers (e.g. number too small or too high for the placing force) or characters and
letters have been entered, the fields containing the invalid values are surrounded by a red frame and
must be corrected.