NXTII 编程手册 - 第178页
5. 在机器上编辑 Job (MEdit) QD148-03 166 NXT Ⅱ编程手册 24.单击 [Measur e] 执行吸取 高度测试。 25.显示测试结果,自动决定 Z 修正量。可 以手动 来对该数值进行编辑。 备注 )出现错误时将显示对话框。单击对话框中的 [Yes] 尝试将工作头移动下来,然后再次 测量。 如果吸取位置中没有元件, 也将产生相同错误。 如果还不确定元件是否存在, 请 检查供料器中的元件状态。 注意 )如果对…
QD148-03 5. 在机器上编辑 Job (MEdit)
NXT Ⅱ编程手册 165
检查和编辑料盘的吸取高度
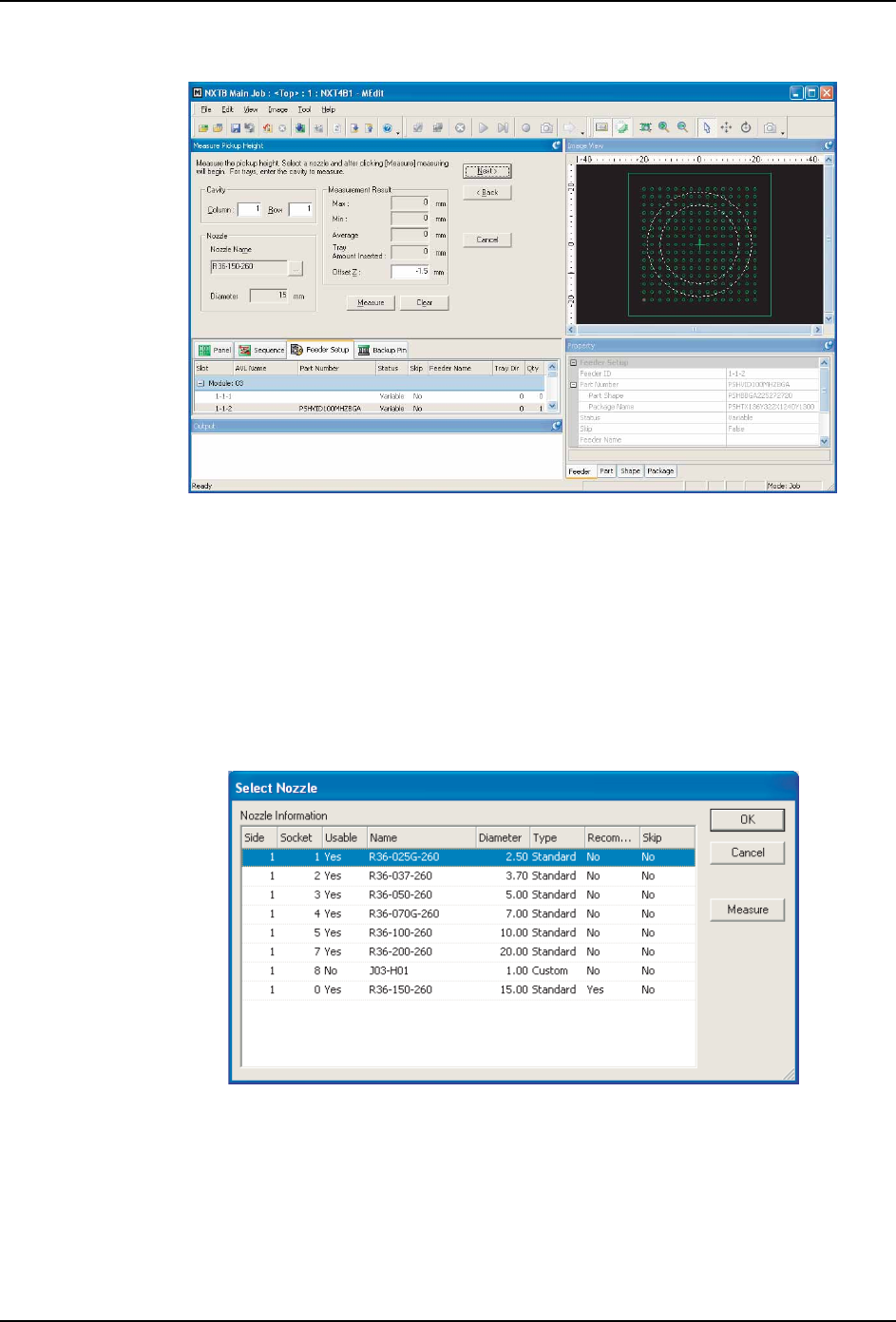
22.显示 [Measure Pickup Height] 步骤。在 [Cavity] 组中指定要执行吸取测试的凹槽位
置 (凹槽中必须存在一个元件)。
备注 )料盘具有一定的弯曲量,因此要对多个凹槽执行测量来决定最合适的吸取高度。(Fuji
建议对中心凹槽和四个边角的凹槽进行测量。)
23.如果必须指定某个吸取 (自动选择 Job 中将要使用的吸嘴),请执行以下子步骤。
a. 单击 [...] 指定用于测试的吸嘴或机械爪 (仅对 OF 工作头)。
备注 )机器能够辨别出模组中存在的吸嘴和机械爪 (如果机器已经执行了检测)。在 Job 指
定吸嘴和机械爪可以用于高度测量的情况下,吸嘴和机械爪自动进行选择。
b. 在所显示的对话框中选择用于测量的吸嘴或机械爪 (仅对 OF 工作头),然后单击
[OK]。
备注 )如果模组还没有执行校正,就不知道吸嘴置放台上存在哪些吸嘴和机械爪,请单击
[Measure] 来对模组上存在的吸嘴和机械爪执行检查。
NXTEJM023b
NXTEJM017Ea
5. 在机器上编辑 Job (MEdit) QD148-03
166 NXT Ⅱ编程手册
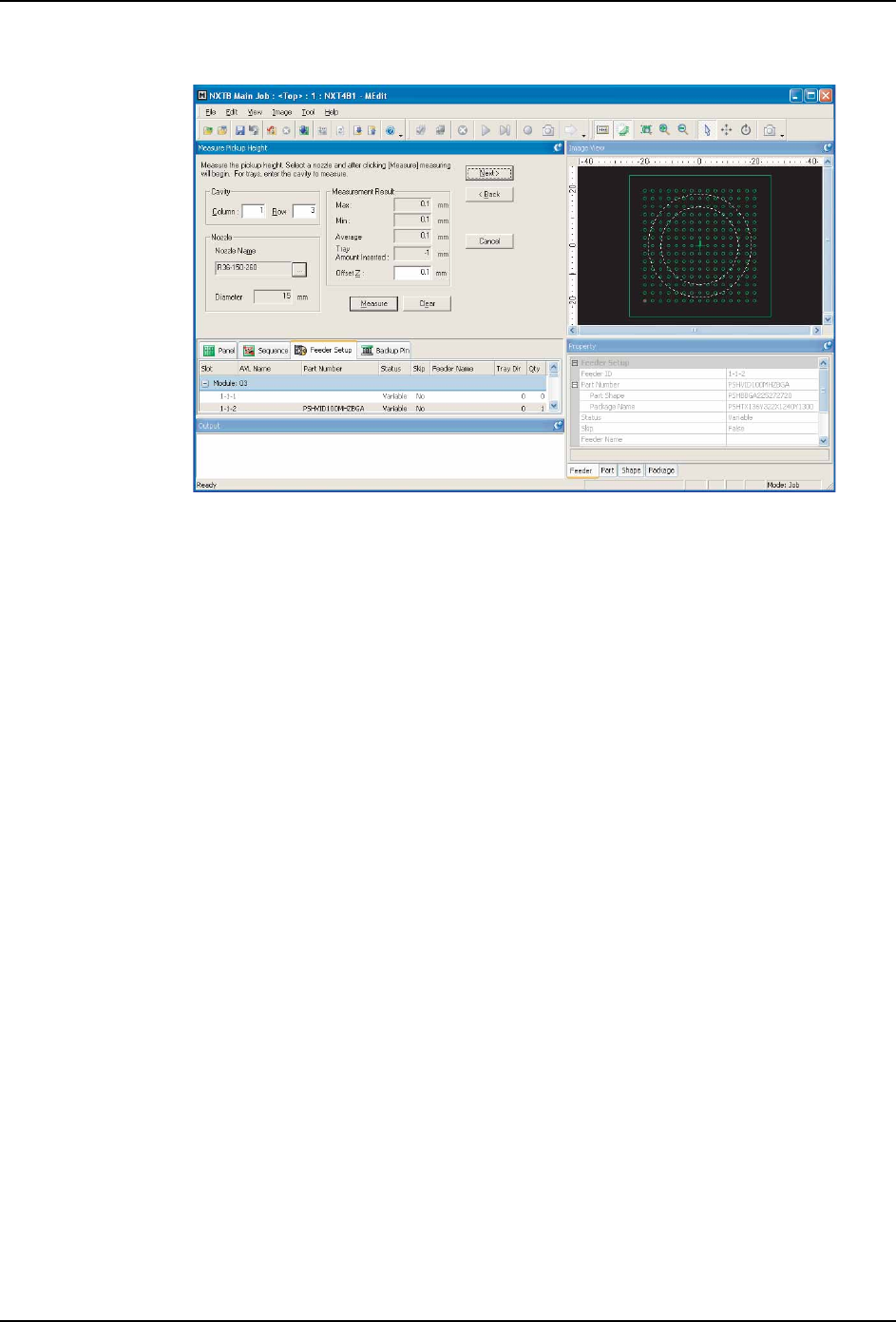
24.单击 [Measure] 执行吸取高度测试。
25.显示测试结果,自动决定 Z 修正量。可以手动来对该数值进行编辑。
备注 )出现错误时将显示对话框。单击对话框中的 [Yes] 尝试将工作头移动下来,然后再次
测量。如果吸取位置中没有元件,也将产生相同错误。如果还不确定元件是否存在,请
检查供料器中的元件状态。
注意 )如果对 OF 工作头进行测量,即使下降时吸嘴 (机械爪)没有与元件接触,Z 轴的最低
位置也将作为测量结果显示出来。如果再次进行测量,吸嘴 (机械爪)位置低于先前
测量结果 -1.5mm,则测量值将会发生很大变化。可以接受的结果的位置与先前结果基
本相同,即实际与元件接触的位置。所以要重复进行测量直到结果大致与先前相同。
26.决定 Z 修正量并且接受结果,单击 [Next]。
NXTEJM024Ea
QD148-03 5. 在机器上编辑 Job (MEdit)
NXT Ⅱ编程手册 167
将更改后的设置发送回模组
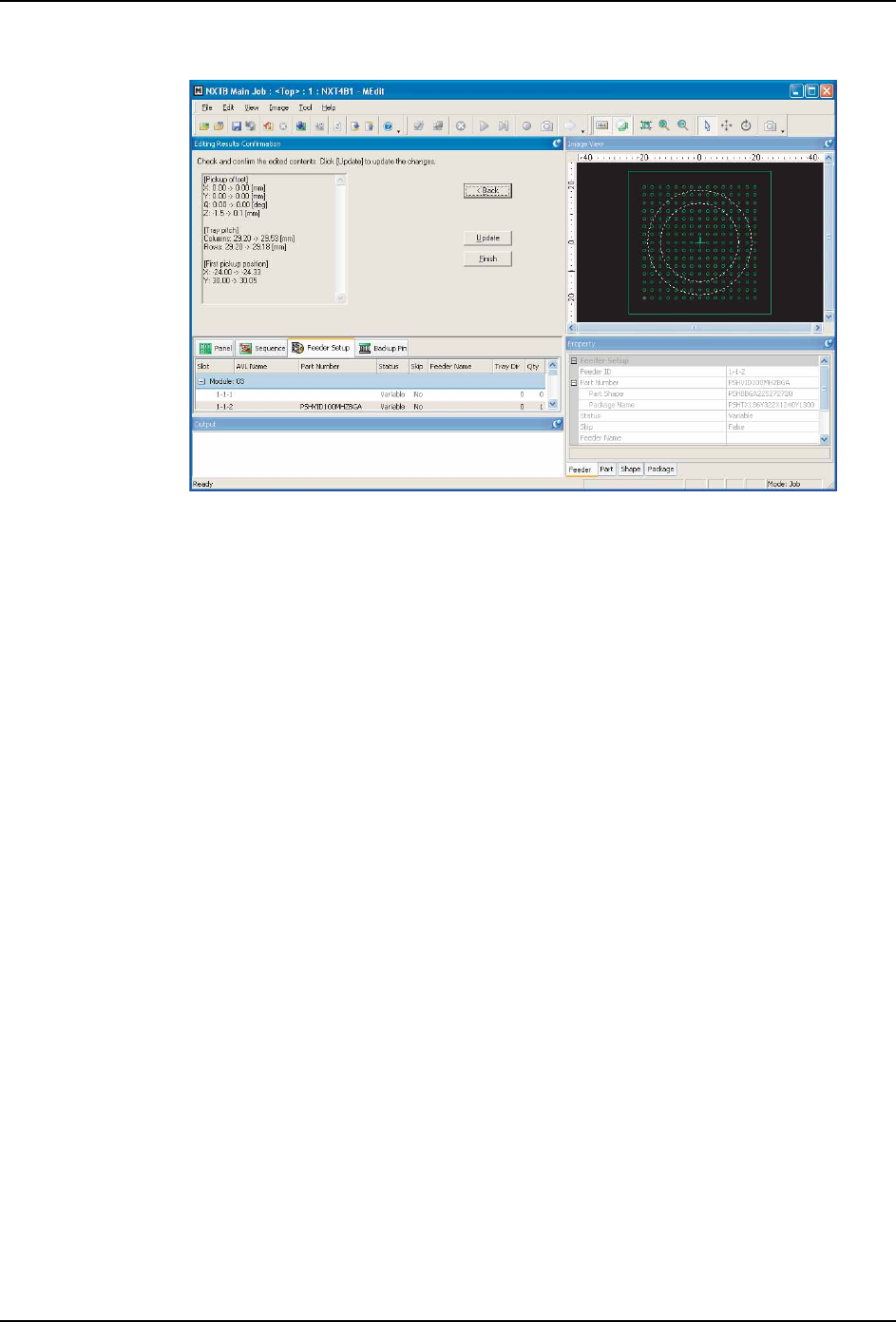
27.显示吸取位置的修正量测试结果。检查结果,如果结果可接受,请单击 [Update] 将更
改传送回 Job。可以通过单击 [Back] 返回到吸取测试的前一步骤。
28.单击 [Finish] 结束测试。如果没有更改设置,这样就完成了测试。如果有更改,请执
行以下步骤。
29.显示指定向哪个模组传送数据的对话框。选择将更改传送回 Job 数据的模组,然后单击
[OK]。请注意,如果多个模组中存在相同元件,请选择所有存在相同元件的模组。
30.显示询问是否运行数据检查器的对话框。单击 [Yes] 使用数据检查器检查 Job 数据。
31.显示包含传送结果的对话框。检查结果,如果传送成功,请单击 [Close]。
NXTEJM025Ea