NXTII 编程手册 - 第25页
QD148-03 2. Job 编制器 NXT Ⅱ编程手册 13 2.3.3 Machine Configuration (机器构成)的设定 需要指定 NXT-2 的 Configuration 数据。 第一次添 加具有某个名称的 NX T-2 机器时使用默 认 信息。如果该数据与具有该名称 的实际机器不匹配,则必须检查和 编辑该数据。 输入 NXT-2 配置数据 1. 打 开 Job。 2. 如果需要编辑配置数据的机器被设置成 了贴装…

2. Job 编制器 QD148-03
12 NXT Ⅱ编程手册
2.3.2 在 Job 上添加 NXT-2 生产线
可以很容易地将现有生产线添加到 Job 中。创建 NXT-2 用的新 Job 时需要进行此操作。
添加生产线时使用已经设置好的用于传输的生产线。这样将使添加生产线变得更加容易,同
时还可以降低错误发生率,因为基本的 NXT-2 数据已经在 Job 中,Job 中的 NXT-2 与用于传
输的 NXT-2 相匹配。如果尚未设置用于传输 NXT-2 生产线,则应该在将 NXT-2 生产线添加到
Job 之前进行此项操作。
添加电路板正面用 NXT-2 生产线
1. 从 Job 信息栏中选择 [Top] 标签页。
2. 右击 [Top] 的数据区,从快捷菜单中选择 [Select line]。显示 [Select line] 对话框。
3. 选择所需生产线的工厂后,请从所显示的列表中选择所需 NXT-2 生产线,然后单击
[OK]。关闭对话框,所选生产线中的机器被添加到 Job 中。
备注 )如果生产线中没有其他 Fuji 机器,则可能只有一台 NXT-2 机器。详细内容请参考“NXT
II 安装手册”中关于设置 NXT-2 生产线的章节。
添加生产线后,各个机器的默认机器数据将被导入到 Job 中。
添加电路板反面用 NXT-2 生产线
1. 从 [View] 菜单中选择 [Flip Panel],然后从 Job 信息栏中选择 [Bottom] 标签页。
2. 右击 [Bottom] 的数据区,从快捷菜单中选择 [Select Line]。显示 [Select Line] 对话
框。
3. 选择所需生产线的工厂后,请从所显示的列表中选择所需生产线,然后单击 [OK]。关闭
对话框,所选生产线中的机器被添加到 Job 中。
备注 )如果生产线中没有其他 Fuji 机器,则可能只有一台 NXT-2 机器。详细内容请参考“NXT
II 安装手册”中关于设置 NXT-2 生产线的章节。
添加生产线后,各个机器的默认机器数据将被导入到 Job 中。
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 13
2.3.3 Machine Configuration (机器构成)的设定
需要指定 NXT-2 的 Configuration 数据。第一次添加具有某个名称的 NXT-2 机器时使用默认
信息。如果该数据与具有该名称的实际机器不匹配,则必须检查和编辑该数据。
输入 NXT-2 配置数据
1. 打开 Job。
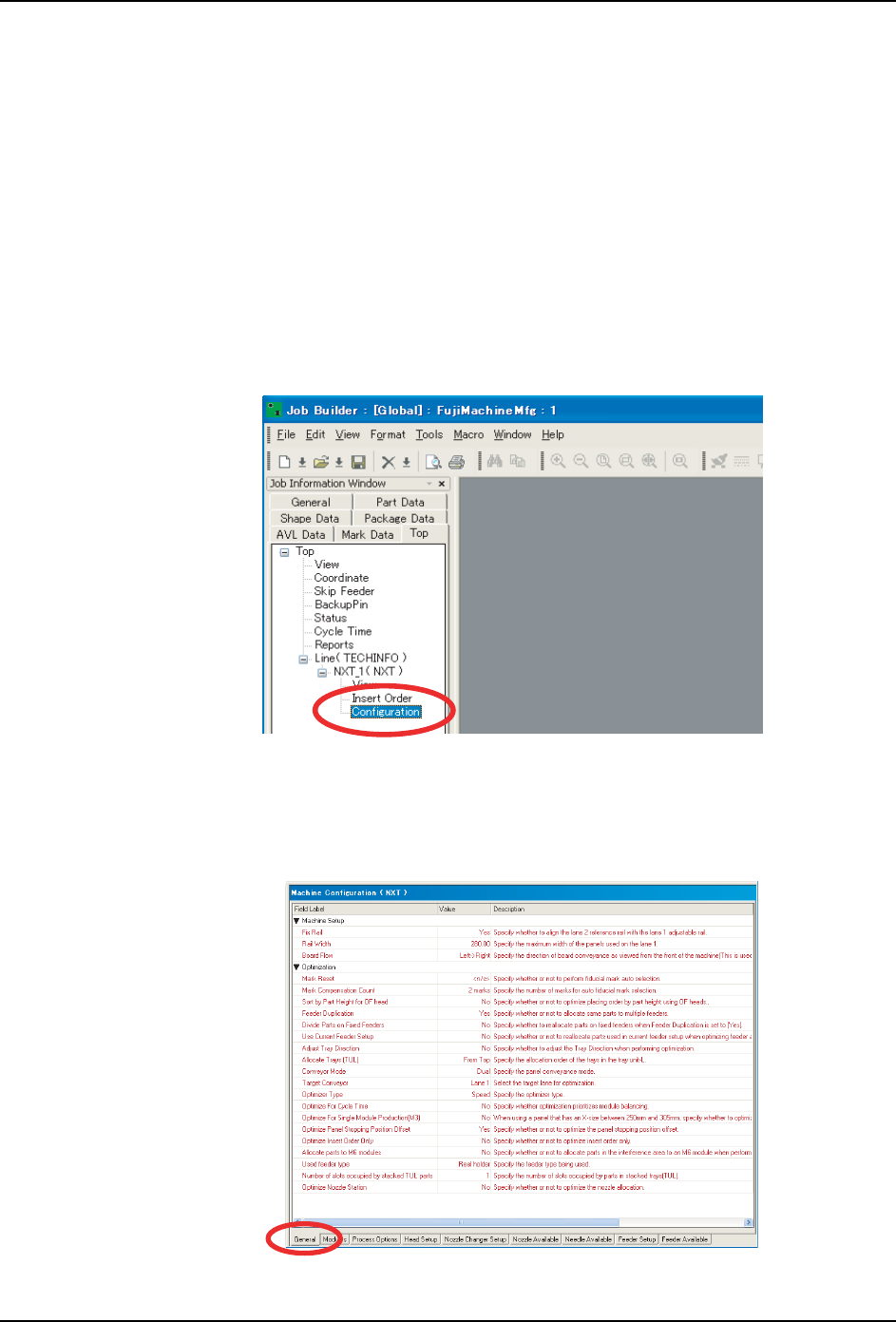
2. 如果需要编辑配置数据的机器被设置成了贴装电路板的正面,请选择 Job 信息栏中的
[Top] 标签页,反之,请选择 [Bottom] 标签页。
3. 双击生产线名称来显示该生产线中的机器。
4. 双击所要设置配置文件的 NXT-2 机器名称来显示该机器中的项目。
5. 双击机器名称下方的 [Configuration],窗口显示在数据区中。
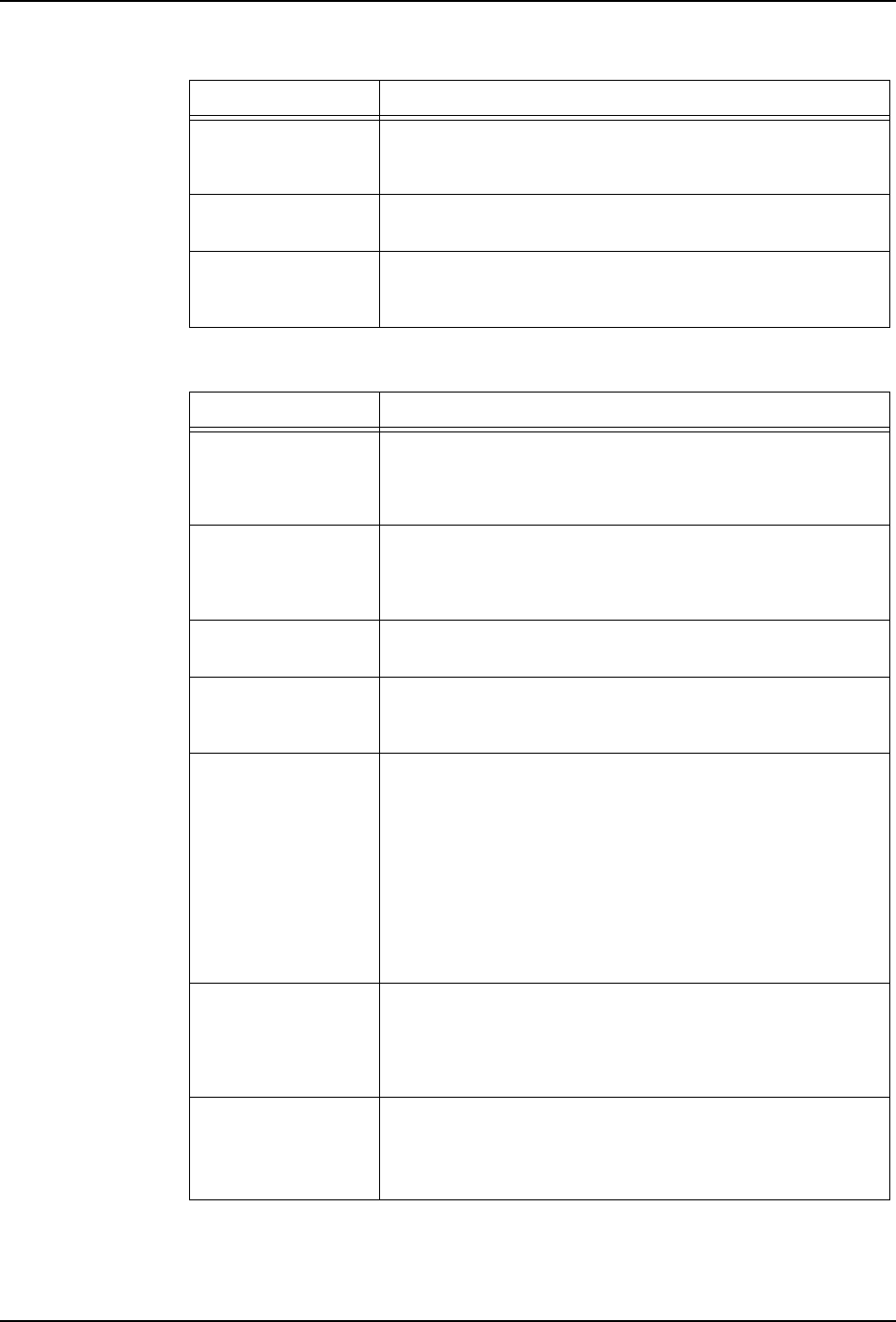
6. [Machine Configuration] 窗格下方有几个标签页。第一个 [General] 标签页是设置机
器配置数据的位置。数据分为两组。使用 [Machine Setup] 中的数据进行搬运轨道系统
的设置,使用 [Optimization] 中的数据进行 NXT-2 机器的优化设置。关于各设置的详
细内容请参考下表。
01PRG-0052E
01PRG-0053E
2. Job 编制器 QD148-03
14 NXT Ⅱ编程手册
Machine Setup
Optimization
设置 说明
Fix Rail 是否将通道 2 基准轨道的位置设置为固定。若设为
“Yes”,则基准轨道的位置被固定,此时需要在 [Rail
Width] 项目中指定通道 2 基准轨道位置。
Rail Width 此项目仅在将 [Fix Rail] 项目设为 “Yes”时显示。这
里,设置通道 2 的基准轨道位置。
Board Flow 设置电路板通过机器时的搬运方向。实际上此项设置不能
控制电路板在机器中的方向,但是可以用于在 Fuji Flexa
中进行 Job 的相关处理。
设置 说明
Mark Reset 设置是否清除和重新分配对象顺序的基准定位点。如果将
其设置为 “<n/c>”,则只对没有分配基准定位点的顺序分
配基准定位点。如果设置为 “Reset”,则清除所有顺序的
基准定位点分配,然后重新分配基准定位点。
Mark Compensation
Count
设置分配基准定位点时用于对齐对象顺序的定位点数量。
如果更改了该项目的设置,则只对没有分配基准定位点的
顺序有效,如果 [Mark Reset] 项的设置为 “Reset”,则
该项目的设置对所有的顺序都有效。
Sort by Part
Height for OF Head
指定是否按照元件高度优化贴装顺序 (仅对 OF 工作头)。
Feeder
Duplication
设置是否将具有多个贴装的元件分为多个供料器并且装载
到不同模组中。如果设置为 “Yes”,则具有多个贴装的元
件将被装载到多个供料器中并且在多个模组上进行贴装。
Divide Parts on
Fixed Feeders
当 Feeder Duplication 被设置为 “Yes”时,指定是否重
新分配固定供料器中的元件。
Yes:重新将固定供料器中的元件分配到其他模组中以缩短
周期时间。
No:不重新分配固定供料器中的元件。
备注:以下是需要考虑的固定供料器。
- 状态为 “Fixed”的供料器。
- 当 Use Current Feeder Setup 设置为 “Yes”时,
Feeder Setup 中已经分配的供料器。
Use Current Feeder
Setup
当为优化选择 [Allocate Feeders] 选项时,该设置指定是
否更改当前供料器的设置。如果设置为 “No”并且为优化
选择了 [Allocate Feeders] 选项,则当前供料器的位置和
设置都将被忽略并且将重新分配所有供料器。如果可变状
态的供料器没有应用于当前 Job 中,则脱卸这些供料器。
Adjust Tray
Direction
执行优化时,指定是否调整料盘方向。
Yes:调整料盘方向。
No:不调整料盘方向。