NXTII 编程手册 - 第30页
2. Job 编制器 QD148-03 18 NXT Ⅱ编程手册 8. 单击符合所选模组的平台配置 (供料器 / 料盘装载)按钮。所需设 置将会应用到所选模 组中并显示所选选项的可 用选择项目。 9. 单击符合所选模组的工作头类型的按钮。 所需设置将会应用到所选模 组中并显示所选选 项的可用选择项目。如果选择了 胶着剂工作头,则将会因为它没有其 他选项而关闭对话 框。 10.单击符合所选模组 的吸嘴置放台的 按钮。所选设置 将会应用到所…
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 17
NXT-2 的模组设置
添加 NXT-2 生产线后必须对照实际所使用的机器的配置。因为项目和模组能够很容易地进行
变更,所以必须检查当前模组的配置。
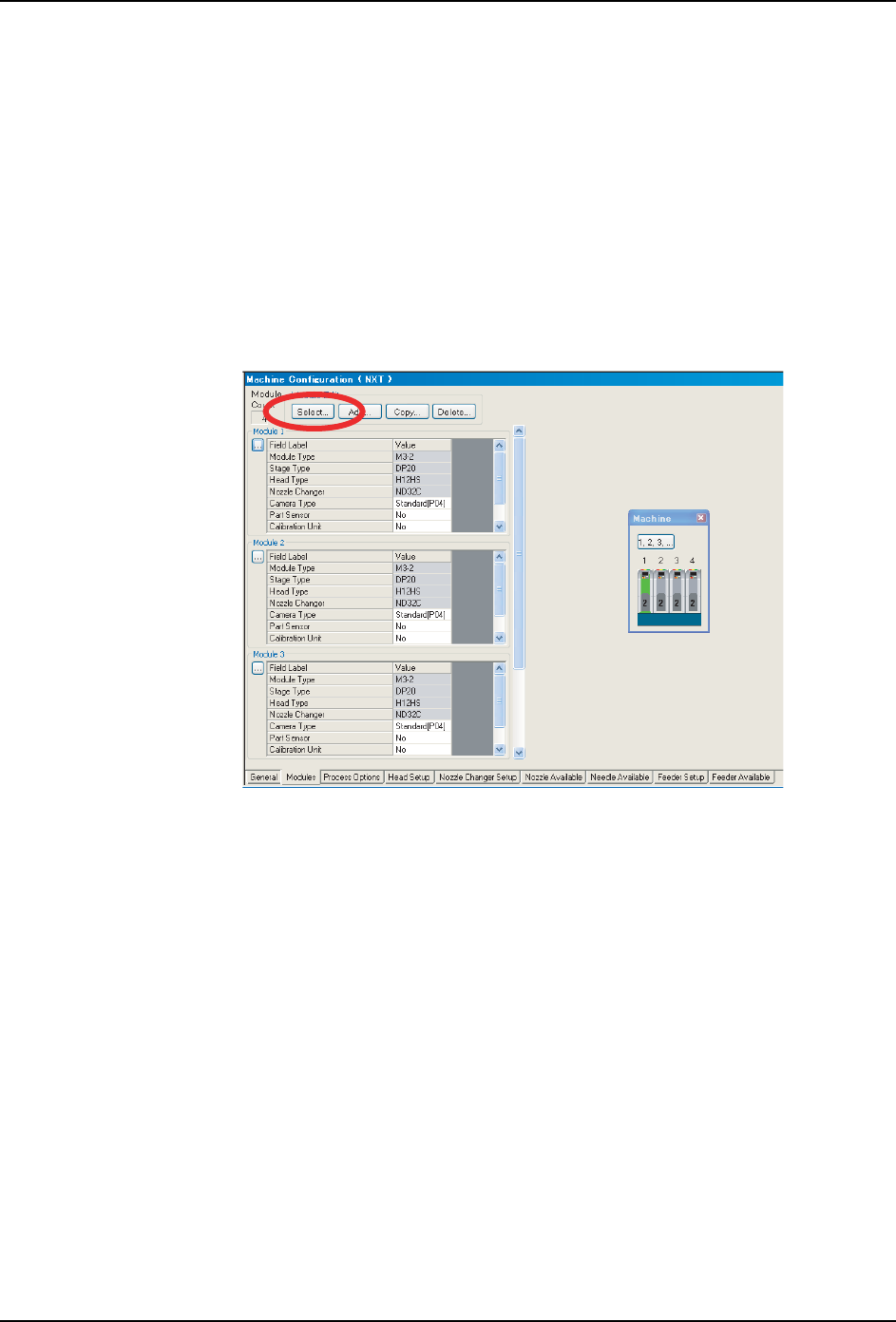
1. [Machine Configuration] 窗格底部有多个标签页。第二个标签页是 [Modules],这是
设置模组的位置。请单击该标签页。
2. 从 [Module Edit] 组中选择 [Select]。显示一个表示当前 NXT-2 模组配置的对话框。
·单击该对话框中的一个模组,在信息区中显示该模组。
·通过使用该对话框可以很容易地了解当前模组的配置。此外,使用该对话框还可
以跳转到其他标签页 (例如 [Nozzle Changer Setup] 或 [Feeder Setup])的不
同模组中。
3. 单击当前模组。如果模组信息区中的模组数量和类型是正确的,请跳至步骤 13。
4. 如果模组数量不符,请单击对话框中的 [Add] 来设置新模组的位置。设置好模组位置
后,请单击 [OK],这时模组就会以默认模组设置被添加到指定位置中。请重复此添加操
作,直到与 NXT-2 机器中模组数量一致。
备注 )Fuji Flexa 中的 NXT-2 机器由相邻的多个基座构成。通过这种方式(例如,8 台 4M 基
座,分别搭载了各 4 台 M3 模组)最多可将 32 台 (M3-2) 模组设置为 1 台 NXT-2。若以
此方式组成模组,则无论基座为什么类型,NXT-2 都将具有所有连接基座上的模组的编
号。关于 NXT-2 生产线配置的设置内容,请参考 “NXT II 安装手册”。
备注 )添加新模组时不能使用 [Copy] 指令。[Copy] 只能用于将已有的模组设置内容复制到目
标模组。若已添加新模组,则可以将已有的模组设置内容复制给新建模组。
5. 当所需的模组添加完成后,请检查模组配置。
6. 如果需要更改配置,请单击模组信息区左侧的 [...] 按钮。显示可用模组类型和供料平
台类型配置的对话框。
备注 )可以更改不同字段的数值。但是如果选择了无效设置,则设置文本将会变为红色以表
示所选择的数值错误。
7. 单击符合所选模组的模组类型按钮。所选设置将会应用到所选模组中并显示所选平台的
可用选择项目。如果选择了搬运轨道单元,则将会因为它没有其他选项而关闭对话框。
01PRG-0054Ea
2. Job 编制器 QD148-03
18 NXT Ⅱ编程手册
8. 单击符合所选模组的平台配置 (供料器 / 料盘装载)按钮。所需设置将会应用到所选模
组中并显示所选选项的可用选择项目。
9. 单击符合所选模组的工作头类型的按钮。所需设置将会应用到所选模组中并显示所选选
项的可用选择项目。如果选择了胶着剂工作头,则将会因为它没有其他选项而关闭对话
框。
10.单击符合所选模组的吸嘴置放台的按钮。所选设置将会应用到所选模组中并关闭对话
框。
11.根据需要参考下表中的说明进行背景为白色的其他项目的设置。
设置 说明
Camera Type 设置元件相机类型。
Standard[P04]:(工作头:所有 (除了 OF 以外))
这是标准前光相机。通常使用该相机。
Sidelight:(工作头:H01,H02,OF (标准))
这是侧光相机。当需要使用侧光进行影像处理时使用该相
机,例如处理带有引脚的元件。
P03:(工作头:H01,H02,G04,F04)
该相机的分辨率高于其他标准相机。当不能使用其他相机
处理很小的锡球 (例如 CSP 和倒装芯片上的锡球)或者很
小的基准定位点时,使用该相机。
High Resolution[P014]:(工作头:H01,H02,G04,
F04)
这是高分辨率相机。当不能使用其他相机处理很小的锡球
(例如 CSP 和倒装芯片上的锡球)或者很小的基准定位点
时,使用该相机。
Wide View:(工作头:F04)
这是宽视野相机。标准相机的视野太窄时使用该相机。例
如,4 个元件 (例如 TSOP)同时被 F04 工作头吸取。
Camera Position 只为 M6-2 模组显示该设置,此设置用于指定相机位置。仅
当 M6-2 带有供料器托架时设置才生效。
Part Sensor 指定是否安装了元件有无检查传感器。
No:没有元件传感器。
Yes:存在元件传感器。
Part Sensor Type 指定检查元件有无的传感器类型。
-Sensor:使用传感器进行检查。
-IPS:IPS 用于检查元件有无以及元件高度。
Calibration Unit 指定是否安装了用于检查吸嘴装载的单元。
No:没有共面性单元。
Yes:安装了共面性单元。
Coplanarity 指定是否安装了带有共面性测定单元的模组。这是 NXT-2
的选项。
Actual Cycle Time
Difference
如果模组的计划周期时间与实际周期时间之间存在差异,
则要进行此项设置。该项指定这两个周期时间之间的差
异。
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 19
12.重复前面的步骤,当机器中的所有模组都具有正确配置后选择下一个模组。
13.如果任何一对 M3-2 模组执行双模组生产,则显示模组后将两个模组的 [Perform Paired
Module Production] 设置更改为 “Yes”。指定所需停止位置修正量。重复此步骤,直
到所有将要执行双模组生产的 M3-2 模组都具有正确的设置。
备注 )双模组生产可在 2 台 M3-2 模组的搬运轨道上将 1 个电路板夹紧并在该电路板上进行元
件的贴装。双模组生产只能在设置双模组方式的 M3-2 模组之间进行。
14.如果所创建的模组配置是所选 NXT-2 机器的标准设置,则请在 [Modules] 标签页中右击
设置区以外的灰色区域并且选择 [Save as the Default Machine Configuration] 来将
当前模组配置保存为标准配置。这样以来,当相同机器导入到 Job 中时,模组配置将与
刚才指定的配置相同。
设置 NXT-2 机器的进程选项
必须输入 NXT-2 机器的 Job 进程数据。第一次添加具有某个名称的机器时,使用默认进程选
项。如果机器的进程选项不正确,则需要对数据进行检查和编辑。
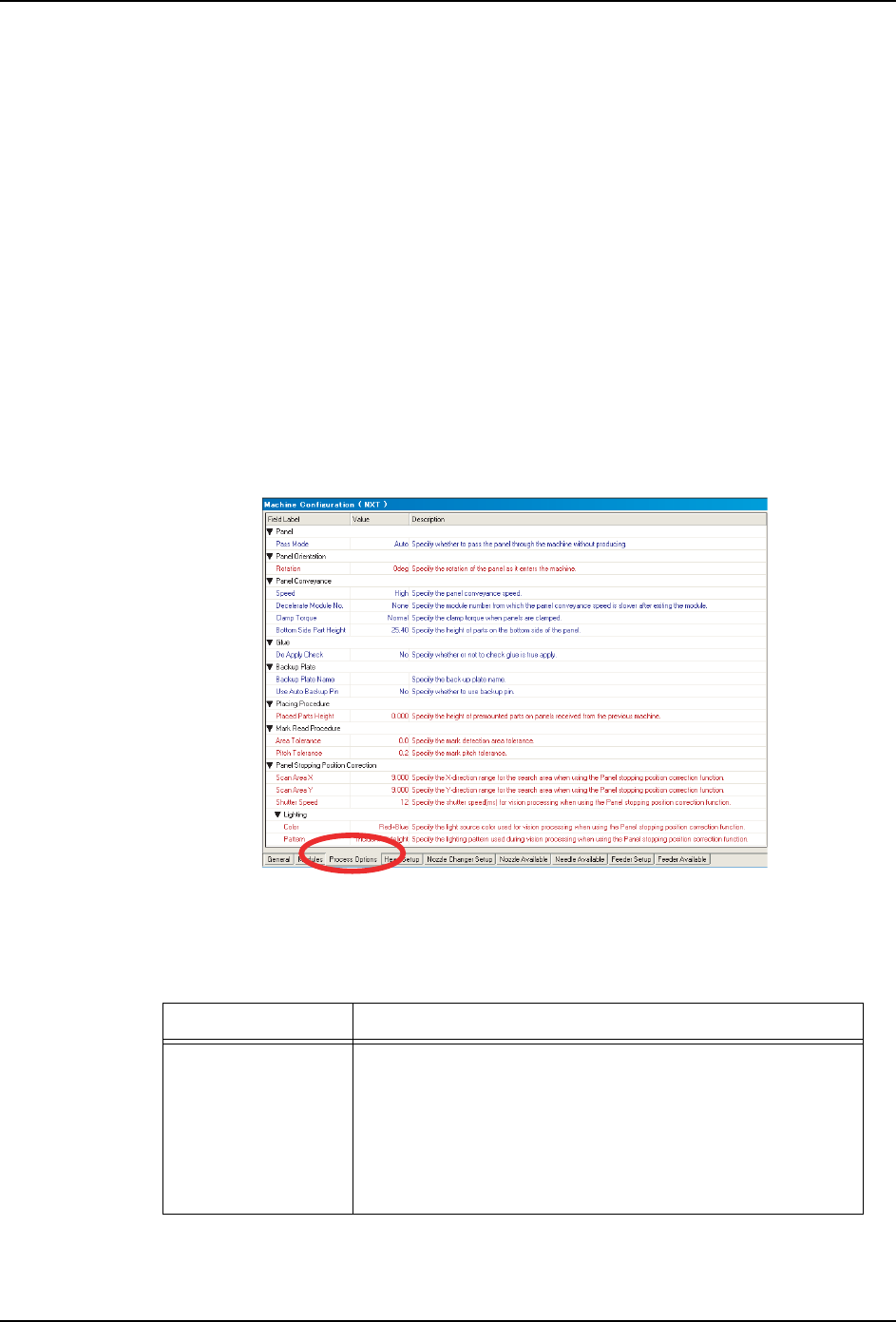
1. [Machine Configuration] 窗格下方有多个标签页。通过单击 [Process Options]标签
页来显示该机器可用的进程选项。
2. 输入机器的对应处理设置。这里有很多组数据。请参考以下表格中的设置信息。关于选
项的特殊设置的更多详细内容,请参考 “高级功能的 Job 设置”一节。
Panel
设置 说明
Pass Mode 指定机器是否在传送模式中进行操作。处于传送模式中
时,机器不生产任何子电路板,而是代替搬运轨道的操
作。
On:使用传送模式进行操作。
Off:执行正常生产。
Auto:根据元件分配自动判断是否使用传送模式。
01PRG-0055E
a