NXTII 编程手册 - 第60页
2. Job 编制器 QD148-03 48 NXT Ⅱ编程手册 2.5 生产线平衡 生产线平衡用来 平衡各机器的工作 负荷。 因为 NXT-2 有着将多台 NXT-2 基座 视为 1 台机器的 特点, 所以在仅由 NXT-2 构成的生产线上, 生产线平衡的概念发生了很大 的改变。 如果在生 产 线 内 多 台 相 连 的 基 座 中 只 有1台N X T-2,则所有的元件都将被分配给这台 NXT-2。但是对 于多机器 NX T 生产线…
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 47
化过的所有 Job (而非指定 Job)起作用。
1. 像往常一样创建一个 Job。
2. 如果 “LimitFeederDuplication”文件夹尚未复制到计算机,则请先从 Fuji Flexa 安
装 CD-ROM 的 “Tools”文件夹里复制 “LimitFeederDuplication”文件夹,并将它粘
贴到方便使用的地方。
3. 打开这个文件夹,然后双击打开 “FeederDuplicate.xls”文件。
4. 如果弹出一个安全警告,请求是否启用宏 (宏安全设置为 “medium”)时,请单击
[Enable Marcos]按钮。
备注 )在此 Excel 表单中必须启用宏,以保证该设定的正常运行。
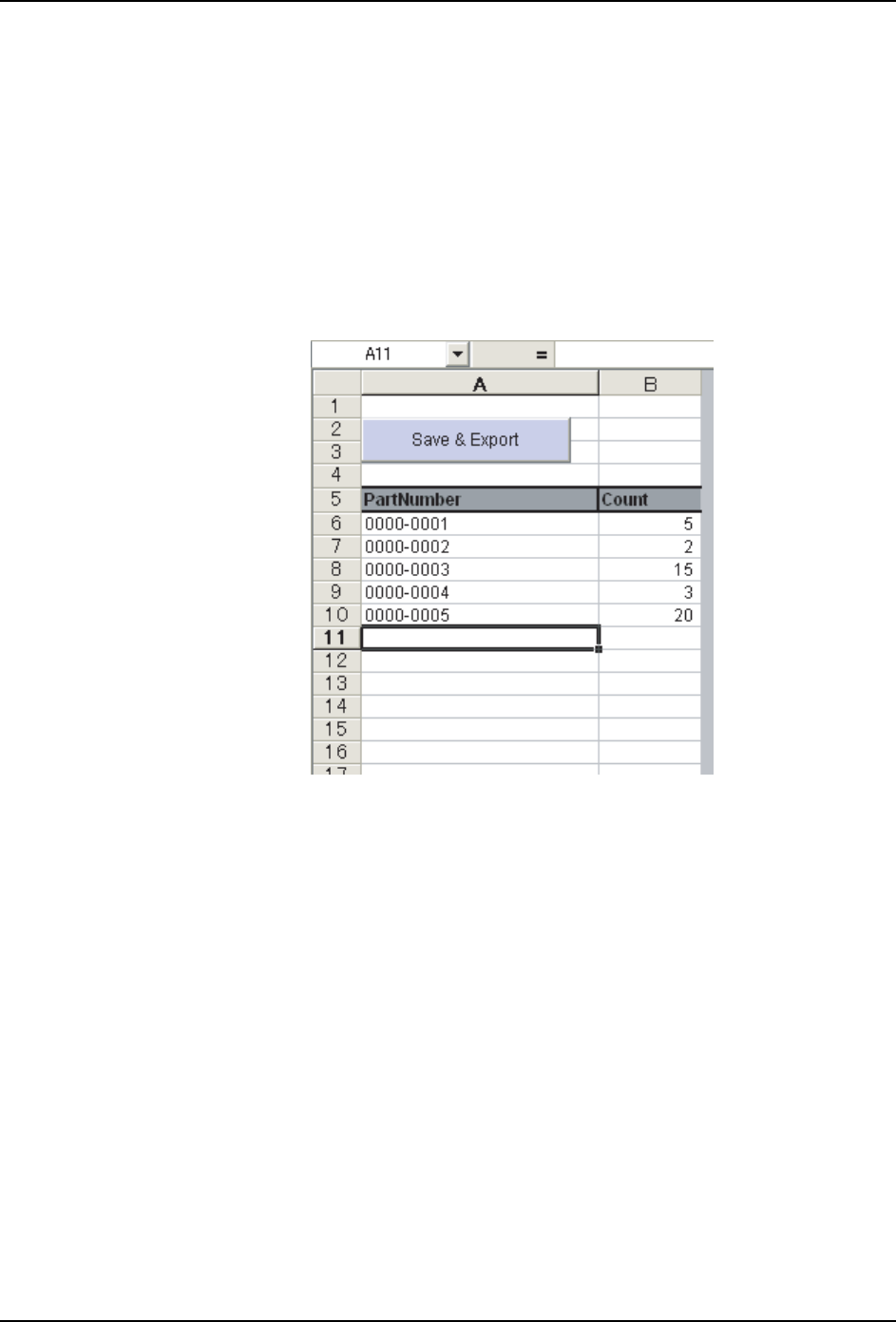
5. 在 [PartNumber]列中为希望限制料卷数的元件指定元件数目,然后在 [Count] 列中指
定用于装载每个特定数目元件的料卷数。
6. 确保所输入的设定是正确的,然后单击 [Save & Export] 按钮。
7. 优化当前 Job。
备注 )如果希望更改此限定设置,那么请先更改 Excel 表单,保存、导出更改数据,并对其
进行再优化。在保存和导出数据并对其进行再优化后,限制设定得到更改。
装载特定数目元件的可用料卷数的限制设定完毕。如果打开一个新的 Job,并且希望限制该
Job中装载不同数目元件的料卷数,那么你必须先在Excel表单中指定这些不同的元件数目,
然后对其进行保存并导出。
01PRG103E

2. Job 编制器 QD148-03
48 NXT Ⅱ编程手册
2.5 生产线平衡
生产线平衡用来平衡各机器的工作负荷。因为 NXT-2 有着将多台 NXT-2 基座视为 1 台机器的
特点,所以在仅由 NXT-2 构成的生产线上,生产线平衡的概念发生了很大的改变。如果在生
产线内多台相连的基座中只有1台NXT-2,则所有的元件都将被分配给这台 NXT-2。但是对
于多机器 NXT 生产线,有一种特殊的机外生产线平衡器 / 优化器,它被叫做 NXT Multi
Machine Optimizer。关于使用该软件执行生产线平衡 / 优化的操作步骤,请参考优化一章。
备注 )如果生产线中只有 1 台 NXT-2,则分配元件指令会将所有元件都分配给 NXT-2。
2.5.1 在 Job 编制器中执行生产线平衡
按照以下步骤使用 Job 编制器中的功能执行生产线平衡。
1. 从 [Tools] 菜单中选择 [Line Balance],显示 [Line Balancer Options] 对话框。
2. 选择合适的选项,然后单击 [Start] 启动生产平衡进程并显示带有生产平衡进程当前状
态的 [Line Balancer] 对话框。如果使用 “Do not use current feeder allocation”
选项,则会将所有元件都分配给不同机器,而不考虑是否有已经装载了元件的供料器。
如果使用 “Use current feeder allovation”选项,则会在考虑一些元件已经装载到
供料器中的情况下,将元件分配到机器中。这就说明如果元件已经存在于机器的供料器
中,则就会将相匹配的元件分配到该机器中。
3. 如果发生错误,请单击 [Error Detail] 查看错误。查看完毕后,单击 [Close] 关闭对
话框。如果存在错误,请注意是什么错误,然后修正错误,最后重新平衡生产线。
2.5.2 NXT 多 Job 生产线平衡 (选项)
NXT Multi Job Line Balancer (NXT 多 Job 生产线平衡)是创建 NXT 机器的供料器配置以
减少供料器换线时间的专用软件。该软件是选项软件,它需要具备许可证才能使用。
使用 NXT 多 Job 生产线平衡之前需要注意的事项
请注意以下几点。
·该软件将使用元件数据服务器中的元件数据。因此,如果元件数据还不存在于元
件数据服务器中,请将要使用的元件数据从 Job 复制到服务器中。
·为使用于 NXT Multi Job Line Balancer 的所有 Job 选择包括 NXT 机器类型的生
产线。
·NXT Multi Job Line Balancer 不更改元件排列。根据需要在执行操作前对那些设
置进行指定。
操作步骤
1. 单击 [Start] 按钮,指向 [Programs]>[Fuji Flexa]>[Multi Job Line Balancer],然后
单击 [NXT MultiJob LineBalancer]。启动向导并显示第一个步骤。
备注 )可以通过单击导向器图标栏中 [MultiJobLineBalancer] 区域中的图标来启动向导。
2. 单击 [Next] 继续下个步骤。
3. 单击 [Add] 显示 [Select Job] 对话框。
4. 使用该对话框找到并选择要执行多 Job 生产线平衡的 Job。
备注 )选择多个 Job 时请按住 Ctrl。
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 49
5. 选择执行生产线平衡的电路板的面,然后单击所显示对话框中的 [OK]。
备注 )这个步骤之后,可以通过右击列表中的 Job 名称,然后在快捷菜单中指定面来更改面。
6. 继续添加 Job,直到所有希望执行生产线平衡的 Job 都添加完毕。
7. 如果希望指定 Job 的生产数量设置,请右击 Job 名称,然后选择 [Enter the produc
-
tion quantity],接着在对话框中指定生产数量,再单击 [OK]。
8. 如果希望优先 Job 中电路板某面的生产,请右击 Job 名称,然后从 [Prioritizing
Production] 中指定面。
9. 指定所有 Job 和所希望的设置后,请单击 [Next] 显示步骤 2。
10.单击 [...] 按钮,然后指定用于生产线 / 供料器配置的 Job 名称。
11.在 [Feeder allocation setting] 组合框中选择要使用的供料器分配方式。
12.在 [Settings] 组合框中选择合适的设置。
13.如果生产线中存在 XPF 机器,请选择 [Support XPF] 设置。如果没有 XPF 机器或者希望
在生产线平衡中不考虑它们,请不要选择该选项。
14.单击 [Next] 继续下个步骤。
15.在 [Changeover parameters] 组合框中设置希望用于机器的有关换线条件的参数。
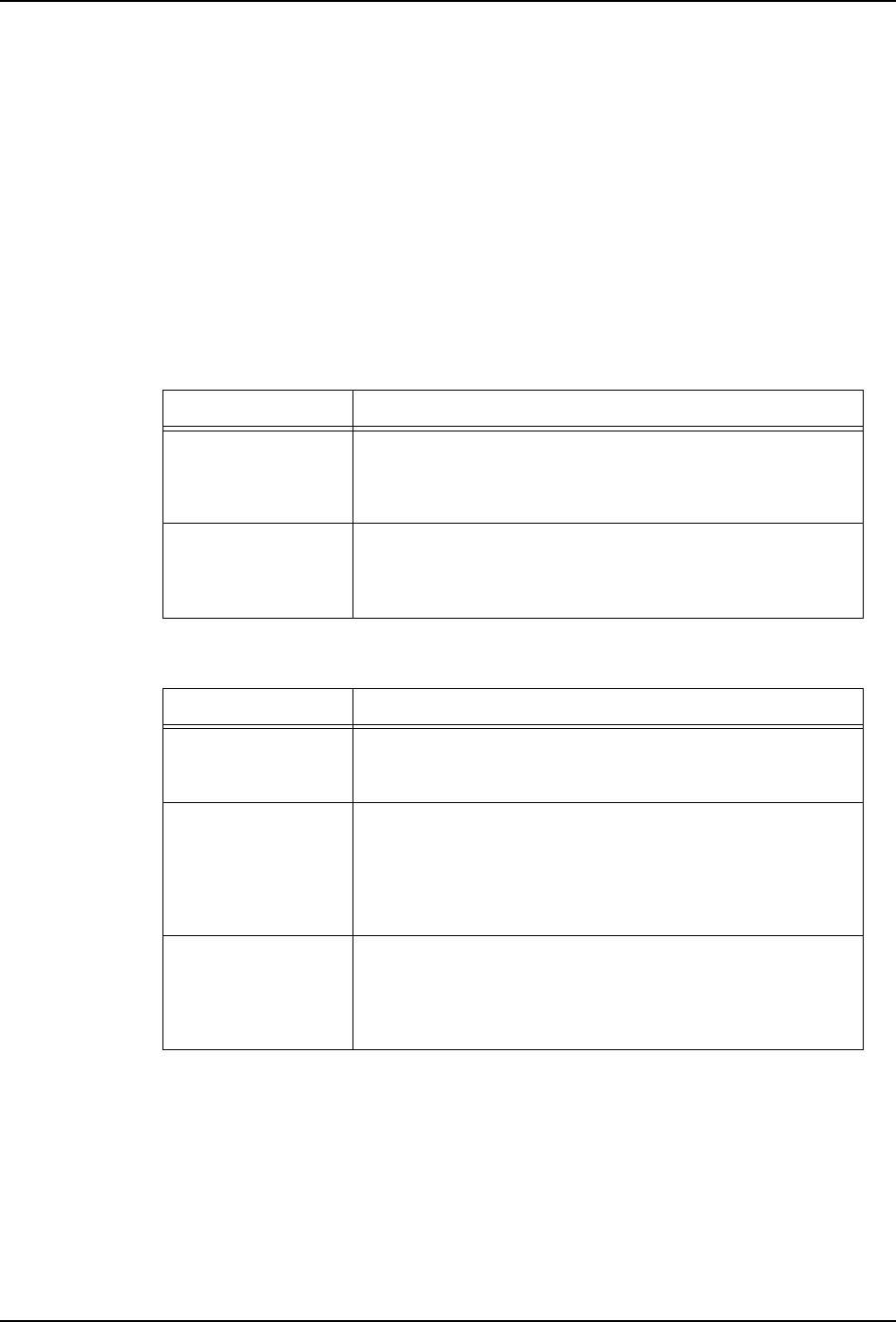
设置 说明
Consider the
allocation of all
feeders
[Job used for line or feeder setup] 设置中 Job 的所有
可变状态供料器都尽可能不移动 (如果其他 Job 需要移
动,则将更改供料器)。此 Job 上所固定以及保留的供料
器位置不能被更改。
Consider the
allocation of
Reserved and Fixed
feeders only
[Job used for line or feeder setup] 设置中的 Job 上所
固定以及保留的供料器位置不能被更改,但是可变状态的
供料器可以任意更改。
设置 说明
Group jobs for
batch changeover:
创建多 Job 用的共通供料器的配置,并使 Job 群组化。不
排除多 Job 群组存在的可能性。此时,虽然会发生群组之
间的换线,但是不能共享群组之间的共通供料器的配置。
Reduce feeder
changeover times:
创建多 Job 用的共通供料器的配置,并使 Job 群组化。不
排除多 Job 群组存在的可能性。在这种情况下,可以执行
群组之间的换线。但是必须考虑前一群组供料器的配置。
因此,所创建的供料器配置就尽可能地减少了供料器配置
的换线。与 [Group jobs for batch changeover] 相比较,
供料器换线次数减少,但是却很难平衡周期时间。
Calculate
changeover method
from production
count and cycle
time:
应用程序自动计算出它是否更有利于优化前优先换线或者
周期时间。(选择该选项后,请选择优化等级 (Low,
Mid,High。)