NXTII 编程手册 - 第92页
3. 元件数据设置 QD148-03 80 NXT Ⅱ编程手册 Process--Pin Check Pin Check M ode 设置检查元件方 向的检查类型。NXT-2 支持 “ Bottom Mark” 和 “ Bump” 选项 。 如果指定了 除 “Bottom Mark”和 “B ump” 以 外的项目, 则 NXT -2 将忽略销检查 模式, 同时也不执行方 向检查。 如果元件与指定的条件相匹配, 则认为元件的方向正确 并…
QD148-03 3. 元件数据设置
NXT Ⅱ编程手册 79
Process - Vision
Vision Type
关于该项目的详细内容,请参考 "3.6 影像类型的详细内容 "。
Multi Camera
指定元件可用相机类型。没有为 NXT 指定相机时,所有可以用于指定数据设置的相机都可以
使用。如果指定了相机,则只可以使用那个指定的相机。
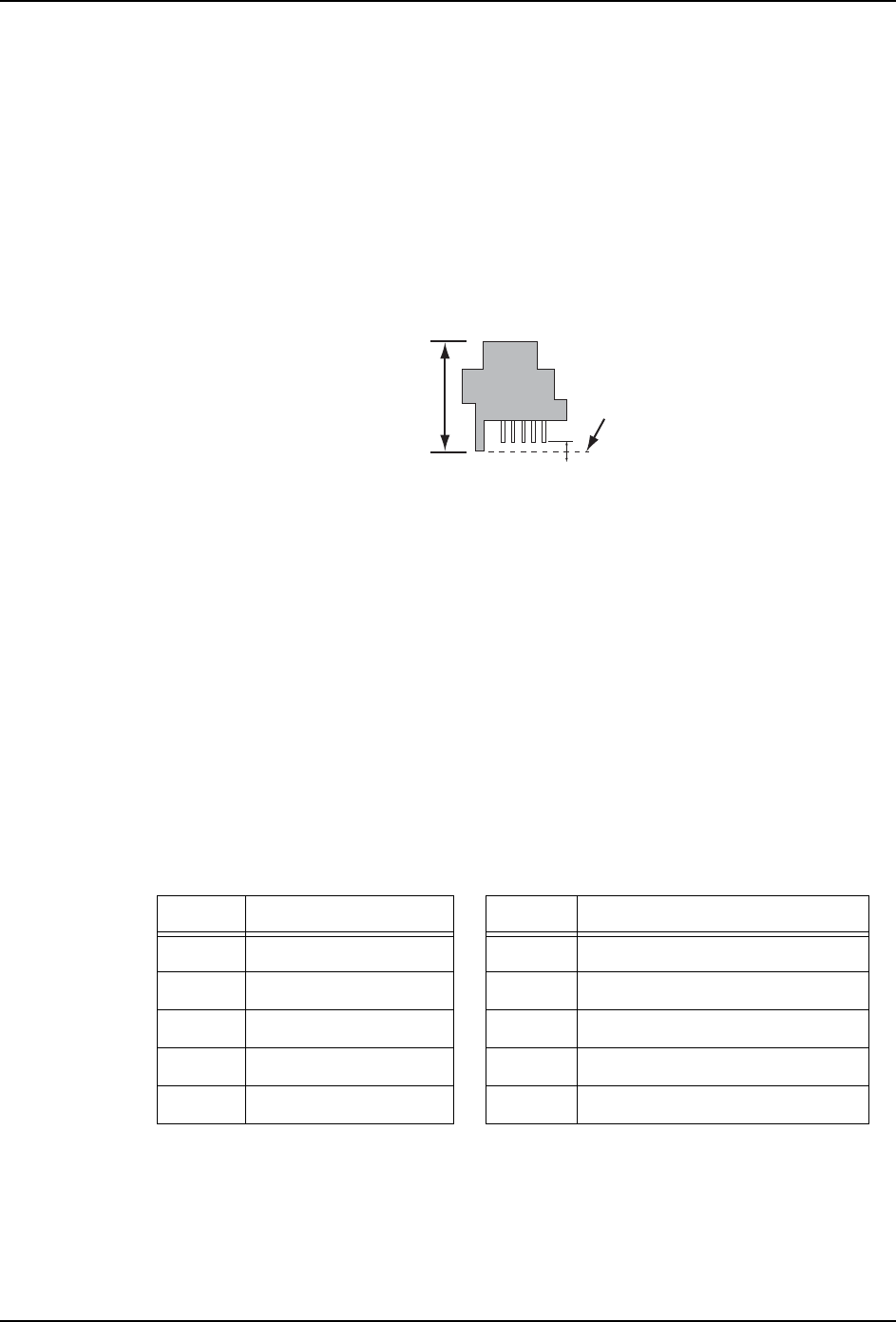
Vision Height Offset
使用侧光相机获取影像时启用该选项。该选项允许使用打在销尖端位置而不是元件底面的
光来获取影像。
Vision Area Offset X
该选项对异形元件有效 (影像类型为 “240”到 “243”并且已经获取了影像)。如果异形
元件的引脚突出于影像获取范围,则获取影像的范围可以被移动。
Vision Area Offset Y
该选项对异形元件有效 (影像类型为 “240”到 “243”并且已经获取了影像)。如果异形
元件的引脚突出于影像获取范围,则获取影像的范围可以被移动。
Exposure Time (VPDplus)
显示在 VPDplus 中指定的曝光时间 (msec)。如果显示为 “0”,则曝光时间将根据影像类
型自动调整。该设置只能在 VPDplus 中更改。
Lighting Pattern (VPDplus)
显示在 VPDplus 中指定的光源类型。如果显示为 “0”,则 NXT 和 AIM 机器的光源类型将根
据影像类型自动调整。该设置只能在 VPDplus 中更改。除了 NXT 和 AIM 机器以外,该设置不
应用于其他机器中。
Џԧ催ᑺ
01PRG065S
ܗӊЏԧ
ᕅڣ催ᑺ
+
-
ᦦܹ䫔
设置 光源类型 设置 光源类型
0 自动选择 16 背光
1 侧光 17 背光和侧光
8 俯射光 24 背光和俯射光
12 俯射光和侧光 30 背光,俯射光和侧光
15 前光全开 31 背光和前光全开
3. 元件数据设置 QD148-03
80 NXT Ⅱ编程手册
Process--Pin Check
Pin Check Mode
设置检查元件方向的检查类型。NXT-2 支持 “Bottom Mark”和 “Bump”选项。 如果指定了
除 “Bottom Mark”和 “Bump”以外的项目,则 NXT-2 将忽略销检查模式,同时也不执行方
向检查。如果元件与指定的条件相匹配,则认为元件的方向正确并且执行普通影像处理。如
果元件与指定的条件不匹配,则认为元件的方向不正确并且发生错误。
Is Bottom Mark Present
将销检查指定为 “Bottom Mark”时才显示该设置。设置被认为正确的方向的指定区域内是
否应该存在底定位点。
Is Bump Present
将销检查指定为 “Bump”时才显示该设置。设置被认为正确的方向的指定区域内是否应该
存在锡球。
Upper Left X
以毫米为单位设置检查范围左上角 X 坐标值。参考点是元件为零度方向时的元件主体中心。
Upper Left Y
以毫米为单位设置检查范围左上角 Y 坐标值。参考点是元件为零度方向时的元件主体中心。
Lower Right X
以毫米为单位设置检查范围右下角 X 坐标值。参考点是元件为零度方向时的元件主体中心。
Lower Right Y
以毫米为单位设置检查范围右下角 Y 坐标值。参考点是元件为零度方向时的元件主体中心。
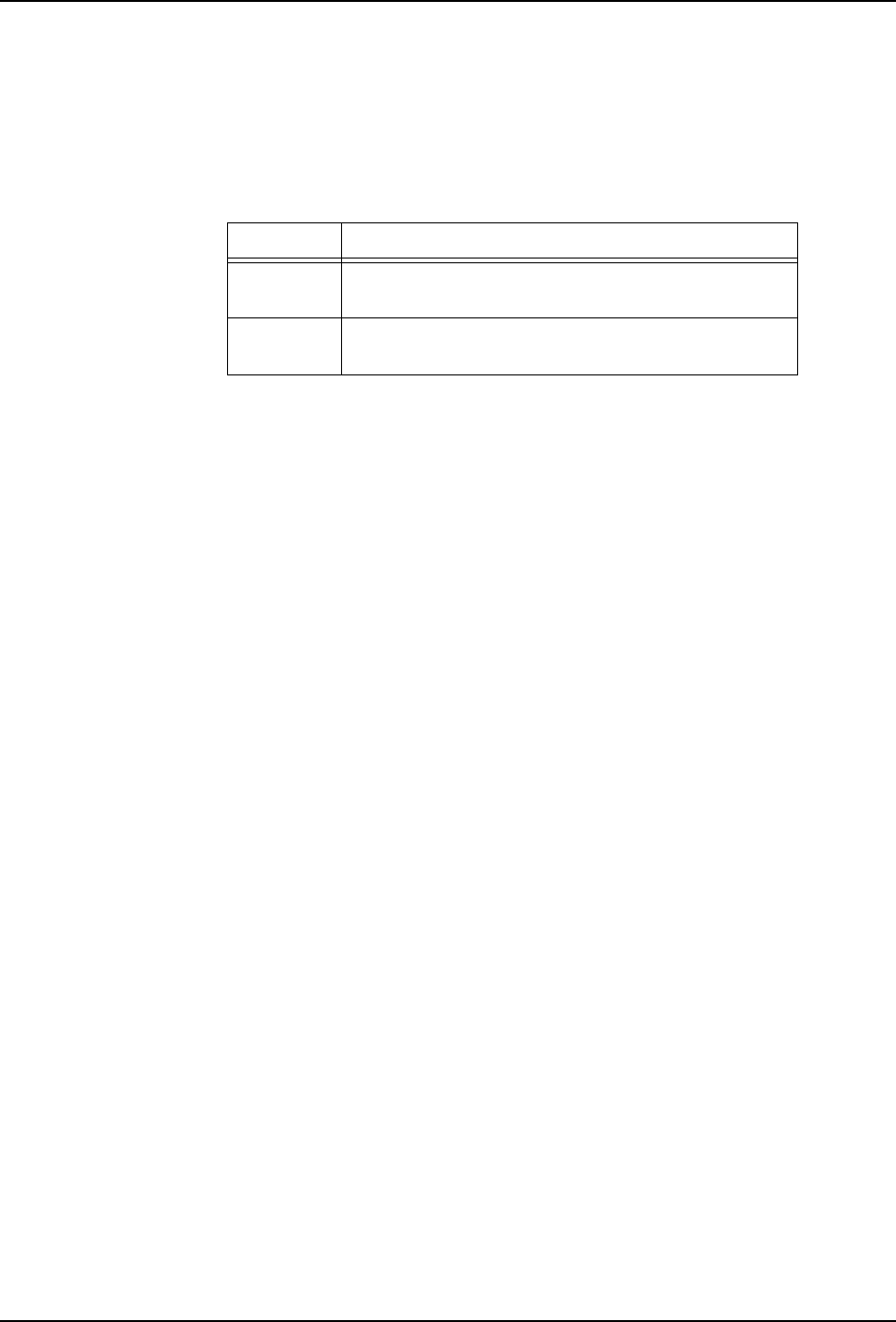
设置 说明
Bottom
Mark
用于检查指定位置的元件底部是否存在定位点。此
检查适用于所有影像类型。
Bump 用于检查指定位置的元件底部是否存在锡球 (球形
引脚)。此设置只适用于带有锡球元件的影像类型。

QD148-03 3. 元件数据设置
NXT Ⅱ编程手册 81
Process - Coplanarity
Do Coplanarity
指定是否使用选项共面性单元执行共面性检查。详细设置内容请参考共面性手册。
Coplanarity Editor
单击启动共面性编辑器以创建选项共面性单元的共面性数据。详细内容请参考共面性手册。
Process - Flux
Do Flux
指定是否应用助焊剂。
Dwell Time
指定 Z- 轴停留在行程底部以使元件浸入助焊剂的时间长度 (sec)。
Slow Dipping Height
指定 Z- 轴从向助焊剂处落下时减速到从助焊剂处上升时加速的高度。
Slow Dipping Down Speed
指定助焊剂涂敷过程中 Z- 轴减速后的速度 (%)。但是,如果机器指定了 [Slow Dipping
Speed] 设置,则就使用该设置。
Slow Dipping Up Speed
指定助焊剂涂敷过程中 Z- 轴加速前的速度 (%)。但是,如果机器指定了 [Slow Dipping
Speed] 设置,则就使用该设置。
Squeegee Height
助焊剂涂敷过程中各个元件的表面薄膜厚度是可以通过指定刮刀高度来更改的。请根据所
需表面薄膜厚度数值来设置刮刀高度。
Do Dipping Check
指定是否进行助焊剂涂敷时的元件落下检查。
Process - Solder Paste
Do Check
指定是否检查焊锡焊膏的应用状态 (当前仅检查锡球的相关项目)。
High Brightness
指定锡球的最大亮度。
Low Brightness
指定锡球的最小亮度。