00198169-01 Technical Training TX-Series cn.pdf - 第47页
TX系列 技术培训 01/2016 5 CPP 贴片头 5.2 CPP 贴片头 - 主要部件/装置概述 47 5.2.9 CPP 贴片头 - 收缩装置 1. 气缸 2. 电磁阀 3. 压缩空气连接 4. 拆卸 Z 轴驱动装置的促动器 收缩装置功能 – 零电流时,Z 轴的轴承摩擦力不足以阻止 Z 轴下降。启动收缩装置可以在零电流时,将 Z 轴 保持在安全、靠上的位置。 – Z 轴控制系统的设计可以确保,Z 轴马达控制器板 (MHCU) 总…
5 CPP 贴片头
5.2 CPP 贴片头 - 主要部件/装置概述
TX系列 技术培训
01/2016
46
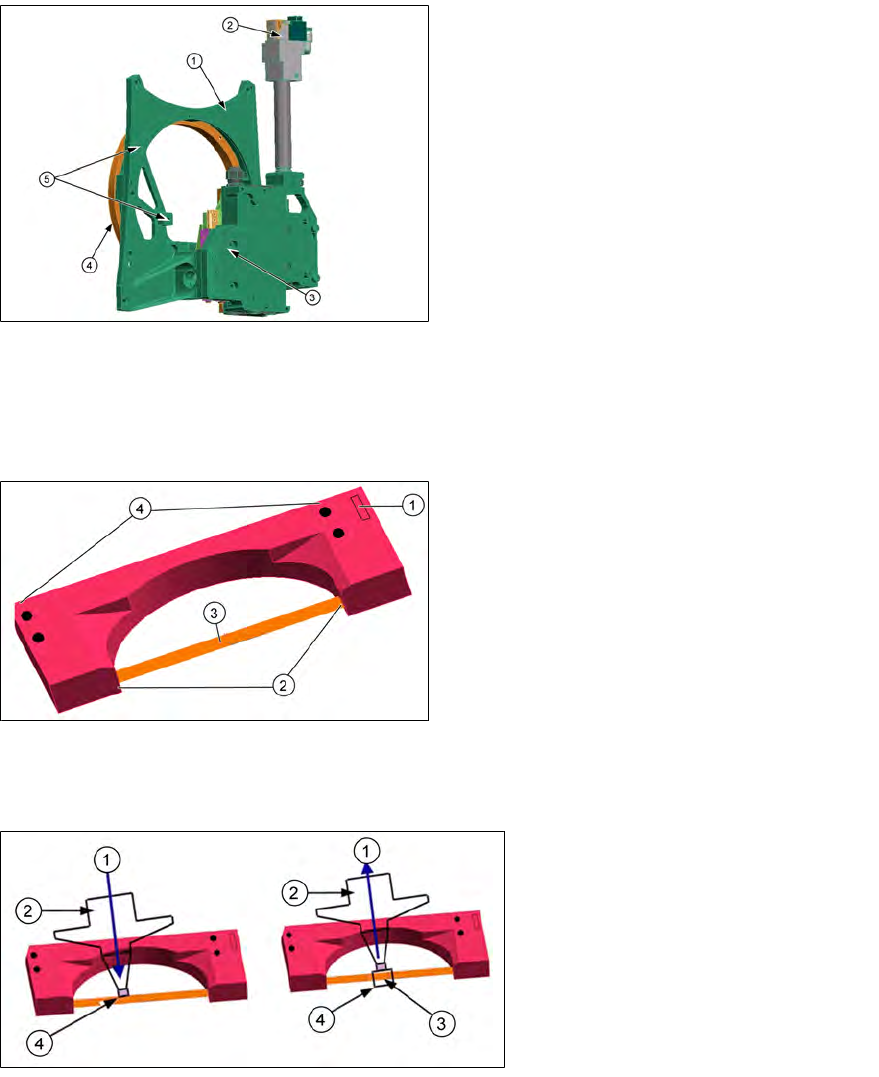
5.2.7 CPP 贴片头前半头
1. 前半头
2. 返回气缸
3. 带狭口和测量系统滚道的 Z 轴
4. 固定压力控制阀的夹具
前半头
CPP 贴片头的前半头用四颗螺钉固定在贴片头框架上,维修时需作为整件拆卸。
除 PRV 外,请勿拆除前半头的其他部件,因为所有部件均经过专门校准,无法在现场调整。
5.2.8 CPP 贴片头 - 元件传感器
1. 电源/数据接头
2. 发射器和接收器装置
3. 激光束
4. 固定贴片头外壳的夹具
(两个对中销,两颗螺钉)
– 每个 CPP 贴片头的拾取/贴片位置均装有一个元件传感器。
– 元件传感器在拾取后以及贴片前,监控元件的出现和/或元件高度。
– 传感器使用两颗螺钉固定在贴片头上,可在维修作业期间作为整件更换。
1. 向上(顶部图)或向下(底部图)
移动
2. 喷嘴
3. 元件
4. 如果激光束中断(顶部图)或重新
发射(底部图),则读出 Z 轴位
置
元件传感器信号与 Z 轴的轴控制器(测量系统)直接链接。这样就能在上移和下移过程中读出 Z
轴位置。
TX系列 技术培训
01/2016
5 CPP 贴片头
5.2 CPP 贴片头 - 主要部件/装置概述
47
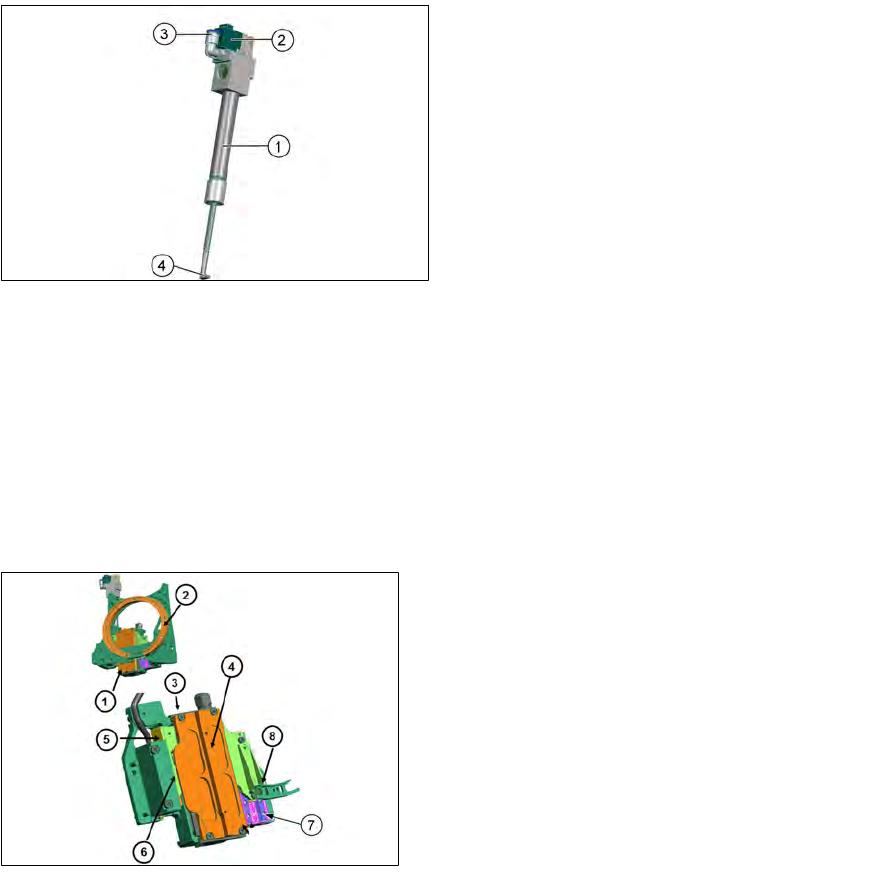
5.2.9 CPP 贴片头 - 收缩装置
1. 气缸
2. 电磁阀
3. 压缩空气连接
4. 拆卸 Z 轴驱动装置的促动器
收缩装置功能
– 零电流时,Z 轴的轴承摩擦力不足以阻止 Z 轴下降。启动收缩装置可以在零电流时,将 Z 轴
保持在安全、靠上的位置。
– Z 轴控制系统的设计可以确保,Z 轴马达控制器板 (MHCU) 总是暂时存储了足够的电能,可将
Z 轴移至较高位置。
– 一旦出现“电源故障”信号,则表明出现了电源故障。出现“电源故障”信号后,Z 轴会上
移,而轴控制器板 (MHCU) 上的收缩装置也会激活。
– 收缩装置不属于备件,只能和前半头作为整件更换。
5.2.10 CPP 贴片头 - Z 轴
1. 前半头
2. 滚道
3. Z 轴马达,主要部分
4. Z 轴马达,从动部分
5. 增量型测量系统
6. 支撑辊轮
7. Z 轴线性引导装置
8. 捕捉卡爪
– Z 轴驱动装置的 3 相线性马达。
– 狭口安装在 Z 轴马达的从动部分。
– 马达的从动部分(磁体)在主动部分固定时可以移动。
– Z 轴驱动装置接头上的 EEprom 存储以下数据:
◦ 生产数据(生产商、序列号)
◦ 操作数据(错误、行程周期)
◦ 贴片机数据(马达数据、行程配置文件、零点校正、最高和最低位置)
– 测量系统的分辨率为 0.5 μm。基准脉冲大约在上止动块下 2 mm。
5 CPP 贴片头
5.3 CPP 贴片头 - 贴片的工艺流程
TX系列 技术培训
01/2016
48
5.3 CPP 贴片头 - 贴片的工艺流程
5.3.1 CPP 贴片头 - 贴片位置
CPP 贴片头 - 贴片模式
贴片模式由 SIPLACE PRO 根据元件尺寸和配置的相机类
型,进行了优化
C&P 模式:进行小元件的高速贴片
1. 标准收集和贴片模式,最大元件尺寸取决于相机配
置。
2. 元件尺寸高达 32 x 32 mm,但它们必须经过固定式相
机的对中。
混合模式:进行不同尺寸元件的高效贴片
1. C&P 模式,但某些元件需要经过固定式相机的对中。
2. 贴片头拾取最后一个元件后,移至固定式相机进行对
中,然后最先贴装该元件,而无需转向。
PP 模式:高效进行大元件贴片
– 与 IC 贴片头和双头所用的拾取和贴片模式相同。
– 用一个段位器拾取一个元件,移至固定式相机对中元
件,然后贴装。