00198169-01 Technical Training TX-Series cn.pdf - 第92页
6 C&P20 P 贴片头 6.7 C&P20 P 贴片头 - 校准 TX系列 技术培训 01/2016 92 校准工具 [030340148-xx] 和吸嘴 4245 用于 C&P20 P 贴片头的校准
TX系列 技术培训
01/2016
6 C&P20 P 贴片头
6.7 C&P20 P 贴片头 - 校准
91
接头
X1、X2 连接贴片头适配器的扁平带状电缆 X3 星形轴马达的电源
X8 Z 轴电源 X15 返回单元的阀门
X16 CAN 总线 X16b CAN 总线
X17 Z 轴挡光板向下 X19 保持回路真空传感器的板
X20 ED 分配器的电源 X21 诊断接头
X22 增量星型轴 X23 增量 Z 轴
X24 风扇 X25 数字式压力控制阀
X26 元件传感器
6.7 C&P20 P 贴片头 - 校准
6.7.1 C&P20 P 贴片头 - 校准
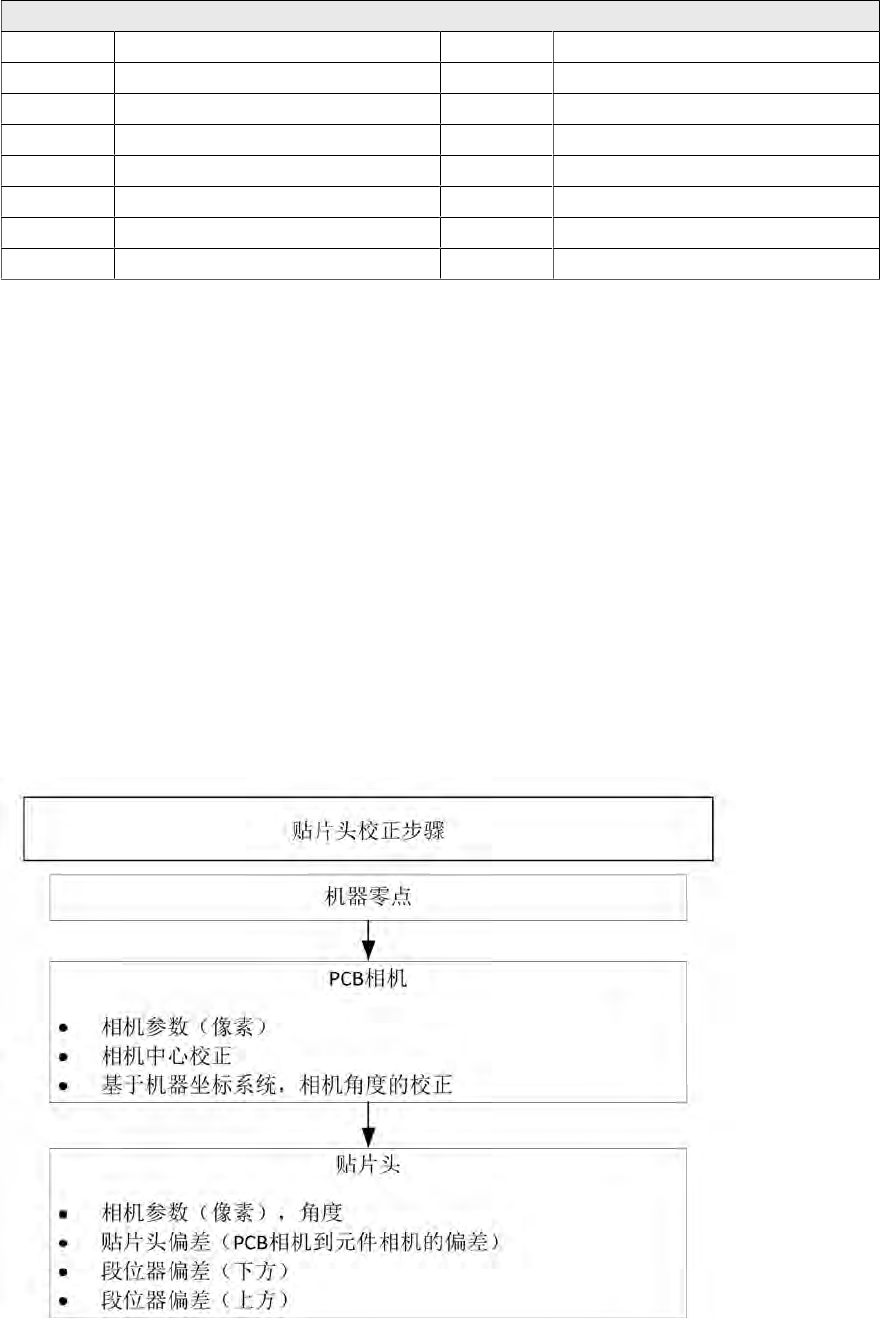
校准 - 概述描述
此校准的第一步需测量元件相机。这样可确定“相机像素尺寸至贴片机测量系统 (X,Y) 的分辨
率”,“X 与 Y 方向上的相机中心点”以及“相机中 CCD 传感器的扭转角”之间的关系。之后需
确定顶部与底部贴片头偏差以及段位器偏差。
–
贴片头偏差
:贴片头偏差指的是 PCB 相机与吸嘴(段位器 1)之间的距离。目标是固定值,此
值上会加上一个偏差值(由贴片头校准得出)。
–
顶部段位器偏差
:顶部段位器偏差涉及的是元件相机在 0、90、180 与 270° 步骤中的校准工
具旋转。所确定的值是与 X 和 Y 方向上的元件相机中心相关的吸嘴头的旋转中心值。
–
底部段位器偏差
:底部段位器偏差涉及的是在 0、90、180 与 270° 位置上记录并测量校准工
具。所确定的值是与 PCB 相机相关的 Z 轴延伸时吸嘴旋转中心点的值。段位器 1 形成了其它
段位器的参考点 (X=0, Y=0)。
校准 – 程序

6 C&P20 P 贴片头
6.7 C&P20 P 贴片头 - 校准
TX系列 技术培训
01/2016
92
校准工具 [030340148-xx] 和吸嘴 4245 用于 C&P20 P 贴片头的校准
TX系列 技术培训
01/2016
6 C&P20 P 贴片头
6.8 C&P20 P 贴片头 - 分析
93
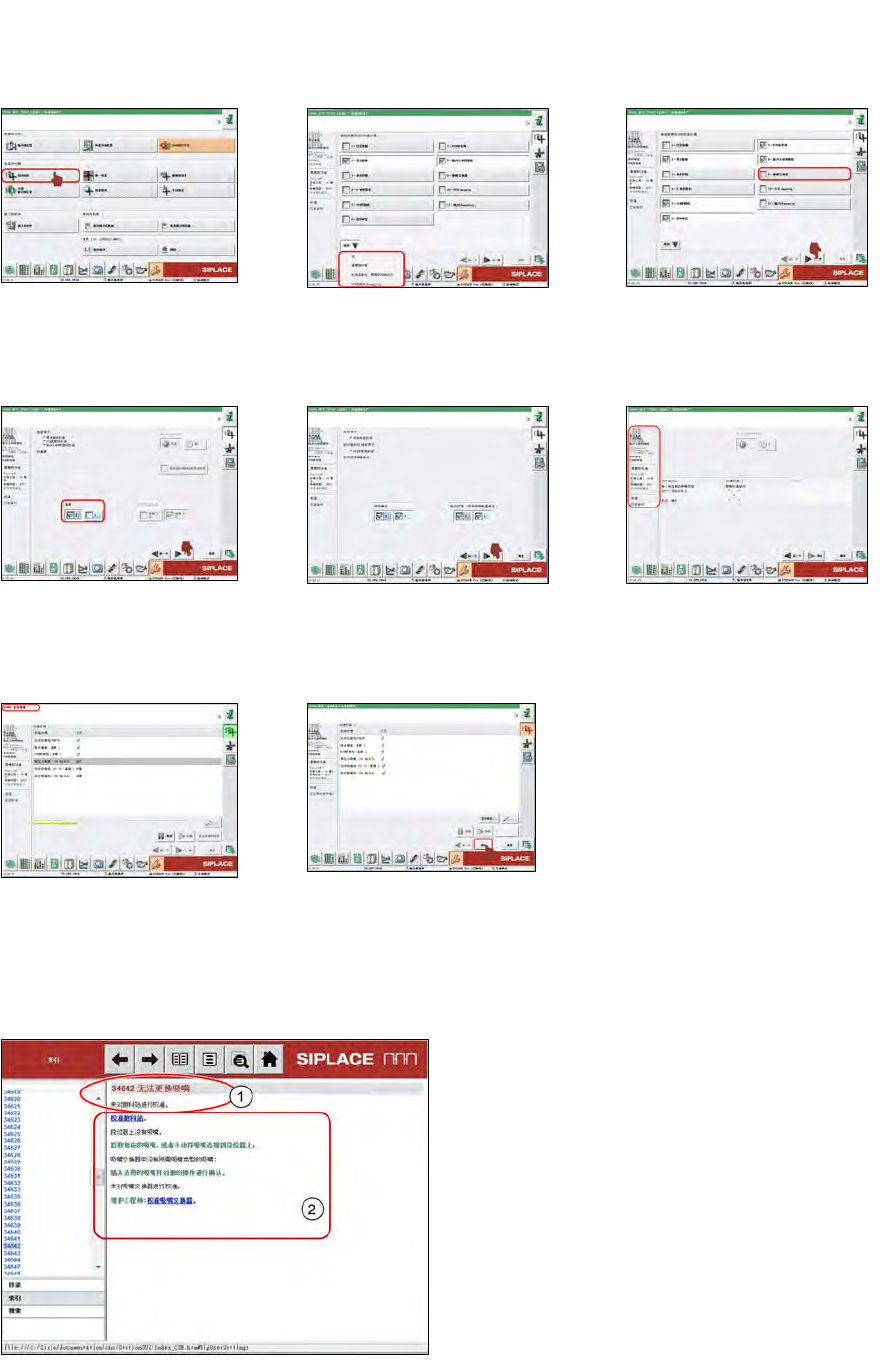
6.7.2 校准步骤
1. 登录“贴片机服务”权
限。前往校准菜单。
2. 在下拉菜单中选择校
准“贴片头基准点和相
机”。
3. 取消选择“吸嘴交换
器”。单击“下一步”图
标。
4. 选择您要校准贴片头的
悬臂。单击“下一步”图
标。
5. 选择您要校准的位置和
贴片区域。单击“下一
步”图标。
6. 软件会检查预置条件,
并显示必要工具的状态。
按“‘开始”继续。
7. 校准已启动。 8. 校准已结束。单
击“接受”按钮审核测量
值。
6.8 C&P20 P 贴片头 - 分析
6.8.1 一般错误信息
查看“帮助”中的错误信息,以确定产生了哪种问题。
1. 错误次数
2. 可能的原因与解决方案
生产过程中发生错误的主要原因有:
– 真空错误
– Z 轴问题
– DP 轴问题
– 吸嘴交换拾取/抛料问题
– 贴片质量问题
培训过程中借助下表可帮助进行故障排除。