YS12编程 - 第189页
5-21 5 显示项目 内容说明 贴装 CT /枚MAX 显示在该批基板中,基板贴装时间最长的时间。 贴装 CT /枚MIN 显示在该批基板中,基板贴装时间最短的时间。 贴装 CT /枚AVE 显示在该批基板中,1 枚基板的平均贴装时间。 传送 CT /枚MAX 显示在该批基板中,基板传送时间最长的时间。 传送 CT /枚MIN 显示在该批基板中,基板传送时间最短的时间。 传送 CT /枚AVE 显示在该批基板中,1 枚基板…
5-20
5
显示项目 内容说明
出错停止时间(秒) 显示该基板作业中从错误发生到错误清除之间停机的时间。
出错修复时间(秒) 显示该基板作业中从清除错误显示到机器重新启动之间的时间。
坏板标记 NG 数 显示该基板作业中由于坏板标记而 NG 的拼块个数。
完成贴装的拼块数 显示该基板作业中已贴装的拼块个数。
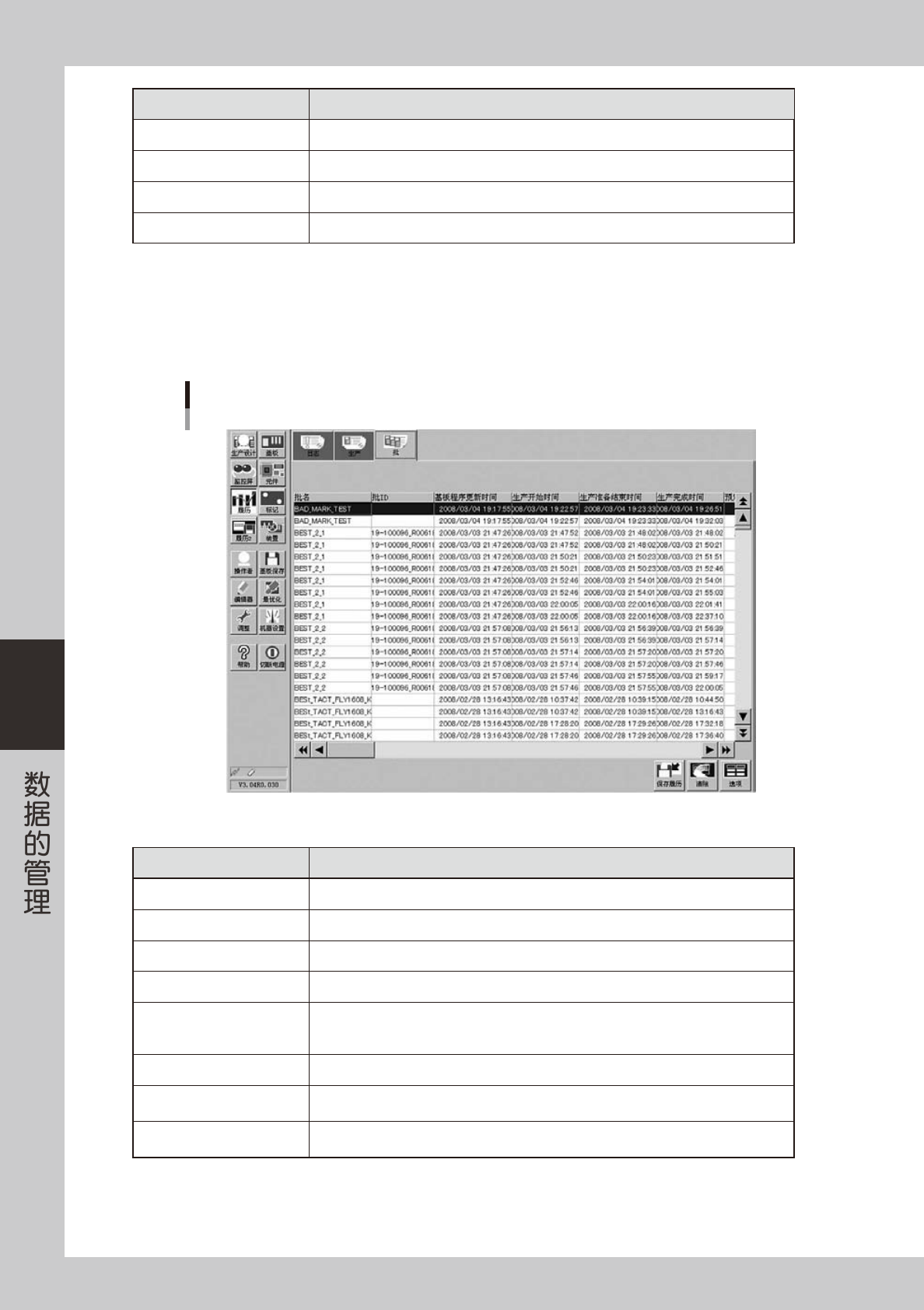
3.2.3 「批」选项卡
从读入基板程序到切换至下一个基板程序之间所生产的基板为 1 批。「批」选项卡,显示各批分别合计的
生产结果信息。
1 行数据对应 1 批基板。最多可显示 1000 行数据。
批
26632-P2-00
■「批」选项卡的内容
显示项目 内容说明
批名 显示已完成生产的该批基板的程序名。
批 ID 显示已完成生产的该批基板的程序备注。
基板程序更新时间 显示该批基板生产所使用的基板程序被最终更改保存的时间。
生产开始时间 显示切换至生产该批基板程序的时间。
生产准备结束时间
完成生产准备后,最初开始自动运行的时间。
(但是,因程序错误而不能运行时,即使按 [START] 按钮也不会将该时间作为生产准备结束
时间。)
生产完成时间 切换至生产下一种基板的时间或切断电源的时间。
预定数量(枚)
显示生产该批基板时所指定的预定生产枚数。
( 如果生产中途更改了数值,则记录最终数据。)
实际生产数量(枚)
显示生产结束时,实际完成生产的基板枚数。
(没有完成生产的基板不被计数。)
5-21
5
显示项目 内容说明
贴装 CT /枚MAX 显示在该批基板中,基板贴装时间最长的时间。
贴装 CT /枚MIN 显示在该批基板中,基板贴装时间最短的时间。
贴装 CT /枚AVE 显示在该批基板中,1 枚基板的平均贴装时间。
传送 CT /枚MAX 显示在该批基板中,基板传送时间最长的时间。
传送 CT /枚MIN 显示在该批基板中,基板传送时间最短的时间。
传送 CT /枚AVE 显示在该批基板中,1 枚基板的平均传送时间。
待机 CT /枚MAX 显示在该批基板中,基板待机时间最长的时间。
待机 CT /枚MIN 显示在该批基板中,基板待机时间最短的时间。
待机 CT /枚AVE 显示在该批基板中,1 枚基板的平均待机时间。
标记识别 CT /枚MAX 显示在该批基板中,最长的标记识别时间。
标记识别 CT /枚MIN 显示在该批基板中,最短的标记识别时间。
标记识别 CT /枚AVE 显示在该批基板中,1 枚基板的平均标记识别时间。
吸料出错次数 显示在该批基板作业中,发生吸料错误的次数。(包括重新执行次数)
元件识别出错次数 显示在该批基板作业中,元件识别错误的发生次数。(包括重新执行次数)
标记识别出错次数 显示在该批基板作业中,标记识别错误的发生次数。(包括重新执行次数)
传送出错次数 显示在该批基板作业中,传送错误的发生次数。
其他出错次数 显示在该批基板作业中,其他错误的发生次数。
出错停止时间(秒) 显示在该批基板作业中,从错误发生到错误清除之间停机的时间合计。
出错修复时间(秒) 显示在该批基板作业中,从清除错误显示到机器重新启动之间的时间合计。
坏板标记 NG 数 显示在该批基板作业中,因坏板标记而 NG 的拼块个数。
完成贴装拼块数 显示在该批基板作业中,已贴装的拼块个数。
上位待机时间(秒) 显示在该批基板作业中,等待上位机的待机时间合计。
下位待机时间(秒)
显示在该批基板作业中,等待下位机的待机时间合计。
出口传送带上的基板,尽管因下位机而处于传送待机状态,只要贴装位置没有基板,可以接
受从上位机传入的基板进行贴装,就为上位待机。如果出口处传送带和贴装位置上有基板,
则为下位待机。
运转率(%) 显示在该批基板作业中,贴片机实际运行的时间与可以运行的时间的比率。
贴装数
显示用该批基板的程序完成贴装的元件数。
该元件数在切换生产基板时进行合计。
元件消耗数
显示在该批基板作业中,所消耗的元件数。
计算自动运行中所消耗的元件数,因测试吸附等消耗的元件不被计数。
正常吸附的元件才被计数。
5-22
5
*1运转率的计算公式
运转率,是指不受上位机与下位机状态影响的运转率。通过如下公式计算。
一般贴片机的运转率为 40
~
70% 左右。
运转率计算公式
(累计贴装时间+累计标记识别时间+累计传送时间)
(生产完成时间ー生产准备结束时间ー累计待机时间)
运转率(%)=
X 100(%)
25602-P2-00
‧
累计贴装时间
贴装头进行贴装的时间合计(包括出错后重新执行的时间)。
‧
累计标记识别时间
贴装头进行标记识别的时间合计。
‧
累计传送时间
传送带传送基板的时间合计。
‧
生产准备结束时间
切换基板后开始最初运行的时间(不包括切换生产基板后,因进行生产准备而停机的时间)。
‧
生产完成时间
切换至下一种基板的时间。
‧
累计待机时间
机器虽然处于运行状态(绿色指示灯亮灯),但因等待上位机或下位机贴装头没有进行任何动作的时间。