N7201A706C00(1)NPM-WX engineer.pdf - 第385页
EJM9DC-MB-10E-0 0 NPM-W X/WXS 2 1 10-15-2 -2 3 生产准备 2 ( 准备验证所需材 料 ) ■减轻 JIG_BGA 的个体差影响的方法 ( 推荐 ) 向 JIG_BGA 记入编号的例子 3 ①将元件设置到每个托盘 ( 收纳铝盒 ) 的托盘夹盘上。 ②将托盘夹盘设置到托盘料架的槽 1 上。 ( 这项作业与通常的 生产准备相同 ) ■将 JIG_BGA 设置到托盘料架上时 顺序 把吸嘴设置在吸嘴 …
EJM9DC-MB-10E-00NPM-WX/WXS
10-15-2-1
2
1
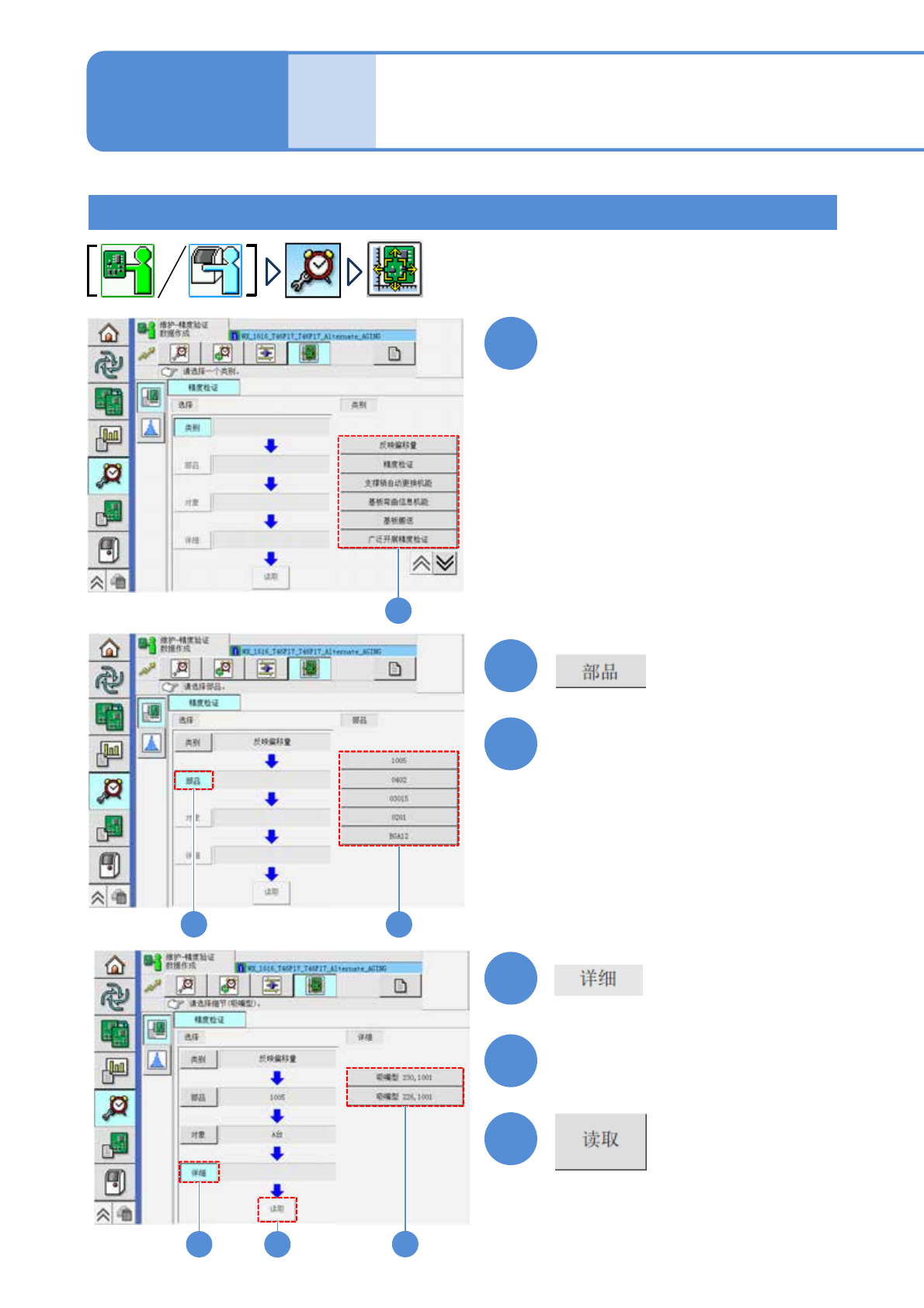
生产准备 1 (MCDATA: 精度验证程序的读入)
选择要实施的项目
3
选择要实施的元件
5
4
6
选择要使用的吸嘴
1
3
5
2
4
6
精度验证
工程师手册
10-15-2
详细工序 1
(贴装头)
EJM9DC-MB-10E-00NPM-WX/WXS
2
1
10-15-2-2
3
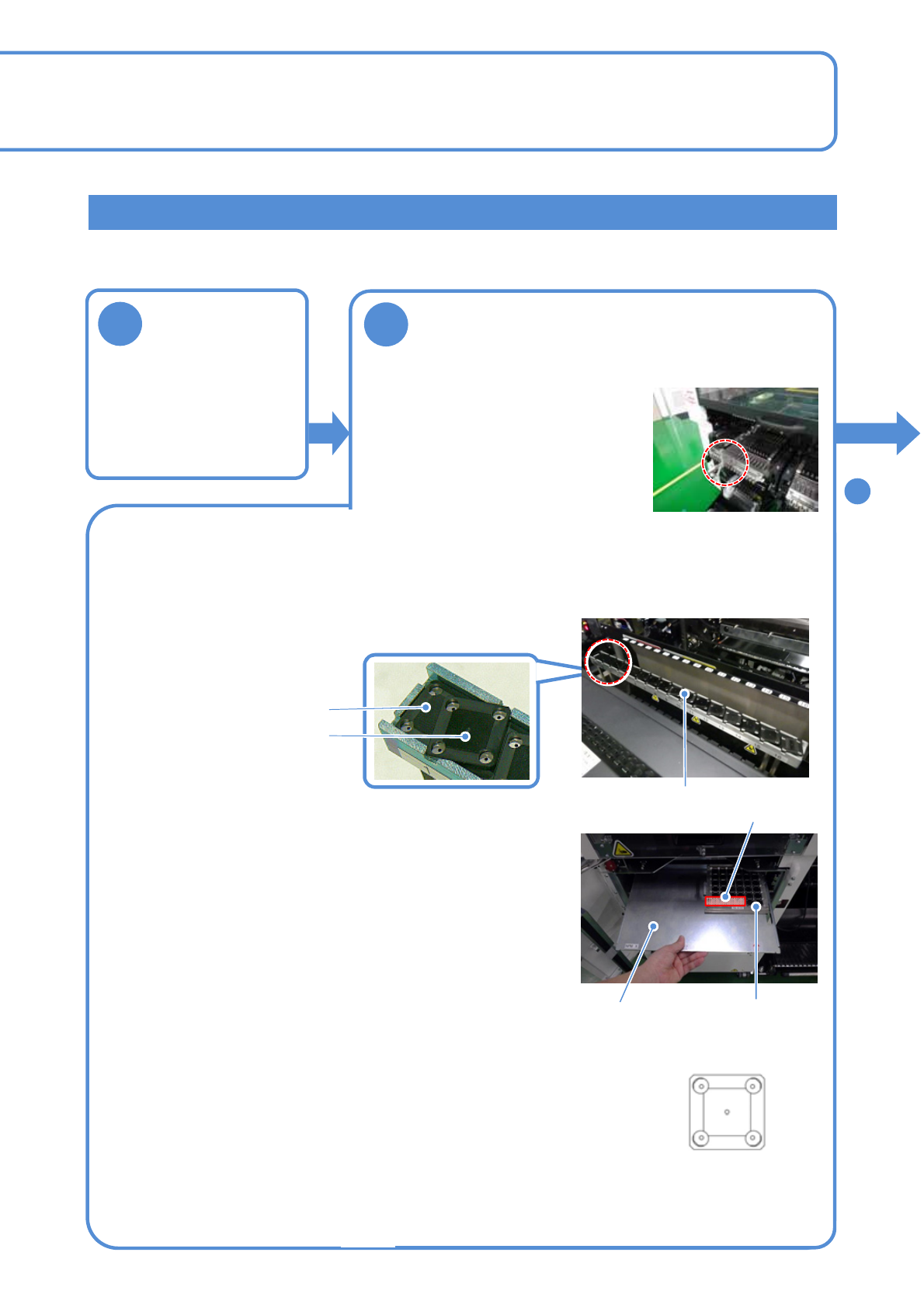
生产准备 2 (准备验证所需材料)
■减轻JIG_BGA的个体差影响的方法 (推荐)
向JIG_BGA
记入编号的例子
3
①将元件设置到每个托盘 (收纳铝盒) 的托盘夹盘上。
②将托盘夹盘设置到托盘料架的槽1上。(这项作业与通常的
生产准备相同)
■将JIG_BGA设置到托盘料架上时
顺序
把吸嘴设置在吸嘴
座
(此操作与通常生产作业相
同)
设置元件
将治具元件设置到供料器,安装到7号
插槽中。
●前后轴进行贴装时,设置在前后侧。
●根据需要适当进行编带供料器凹槽
的示教。
(此操作与通常生产作业相同)
■芯片时
■将JIG_BGA供给台设置到交换台车上时
从托盘取出JIG_BGA (N610087876AA),设置到供给台 (N610074266AA)。
因为4 吸嘴头θ方向的精度较高,有时JIG_BGA 自身的个体差
会对贴装结果确认产生影响。为了减轻该个体差的影响,
推荐使用以下的方法。
第1段
第2段
托盘 (收纳铝盒)
托盘夹盘
A部
供给台
●把供给台设置在靠近左侧(Z1~Z17)。
●排列后搭载,使JIG_BGA不倾斜。
●供给台由2段构成,可以搭载16个x2 段的JIG_BGA。
●将托盘 (收纳铝盒) 设置到从后侧看起时的右侧。
●注意设置方向。
JIG_BGA单品不具有方向性。但是,不在右侧照片所示A
部分的4格中放置元件。
1. 准备JIG_BGA (N610087876AA) 32个。
2. 分别对各个JIG_BGA用油性标记笔等
如右图所示记上编号。
3. 分别将JIG_BGA按照相同编号的顺序并且相同朝向、设置到
供给台上,使得验证数据的反映和贴装结果的确认能按照相同
的贴装顺序进行。
EJM9DC-MB-10E-00NPM-WX/WXS
10-15-2-3
3
元件 背景
JIG_BGA
黒色海绵
(按照背景板原样设置)
治具元件 (ERJJ02AAAAAV),
0402R等
将镜子放入玻璃与背景板之间。
(参照随机附带在玻璃基板组件上的步骤说明)
精度验证
工程师手册
10-15-2
详细工序 2
(贴装头)
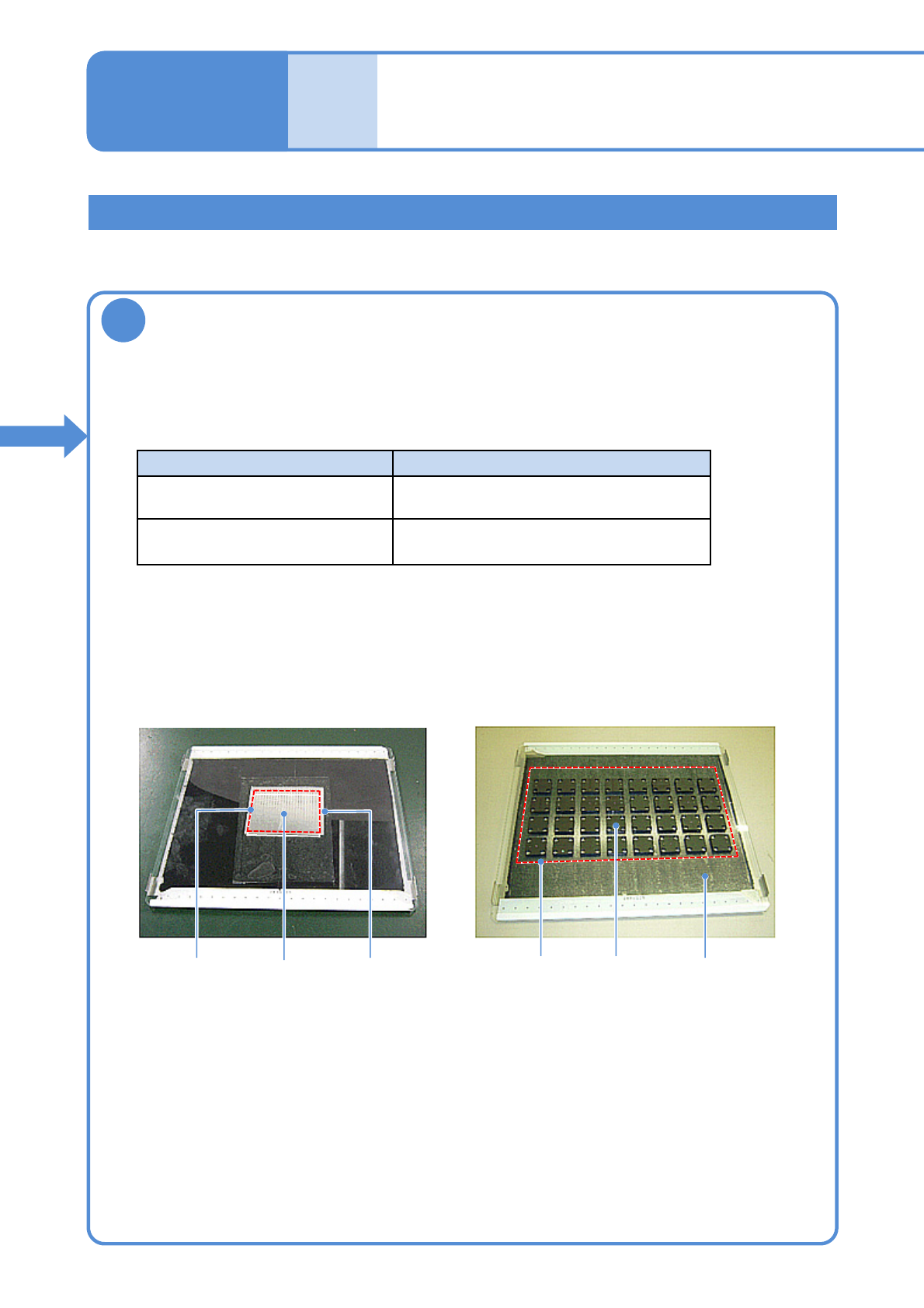
生产准备 3 (准备验证所需材料)
准备玻璃基板
①准备用来确认贴装精度的玻璃基板组件 (N610108752AA)。
(随机附带玻璃基板、背景板、镜子)
②相应需要验证精度的元件,准备背景。
治具元件安装后的玻璃基板
JIG_BGA贴装后的玻璃基板
●粘贴到贴装元件的区域 (大致位于下图的虚线框内)
●注意不要盖住玻璃两端的识别标记。
●注意不要让气泡进入。
③在玻璃基板上粘贴双面胶带。
背景板
(黒色海绵)
治具元件
镜子贴装区域
JIG_BGA
贴装区域