YG100R_Ope_K - 第75页
2-22 2 3 . 4 컨 베 이 어 의 셋 업 을 실 행 한 다 생 산 기판 을 변 경 하 는 데 따 라 , 그 기 판 에 맞 춰 컨베 이어 유 니트 를 조 정 하거 나 , 사 용 피 더 의 준 비 를 해 야 합 니 다 . 여 기에 서는 컨 베 이어 유 니트 의 셋 업 전 환 에 대 해 설 명 합 니다 . 기 판 고 정 방 법 기판고정 방 법은 일반 적으 로 「 외형기 준」 으 로 …
2-21
2
4
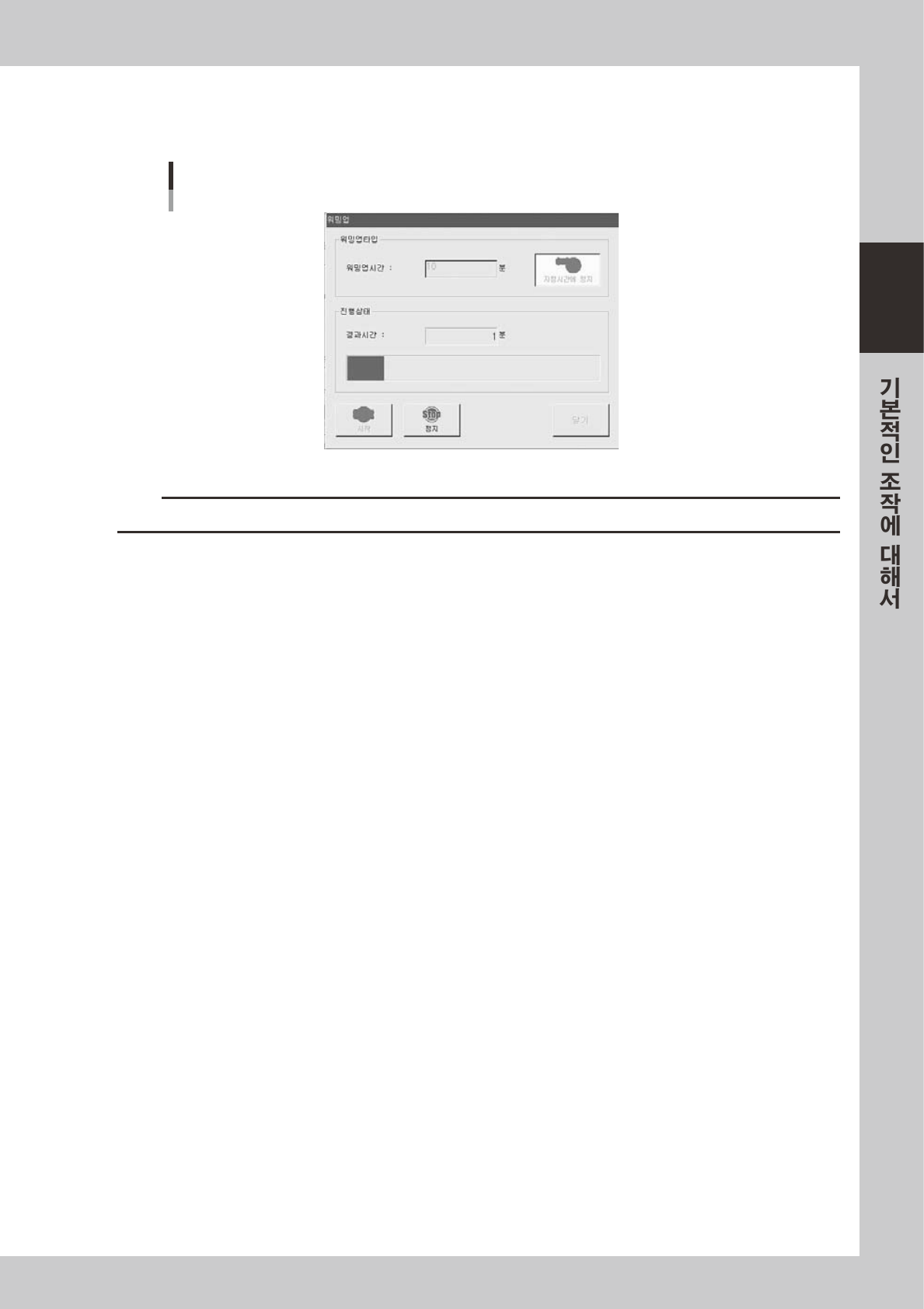
[ 시작 ] 버튼을 눌러 워밍업운전을 시작합니다 .
「진행상태」의화면에워밍업의경과시간과상태가표시됩니다 .
워밍업의 운전화면
28 216-M1-0 0
c
주의
워밍업운전도중에이상이발생한경우에는[ 정지 ] 버튼을눌러운전을중단하고 ,원인을규명하고 , 대책을취하시기바랍니다 .
5
종료합니다 .
Step3 에서설정한시간이경과하면 ,장비는자동적으로운전을정지합니다 .[ 닫기 ] 버튼을눌러서
전화면으로되돌아갑니다 .
2-22
2
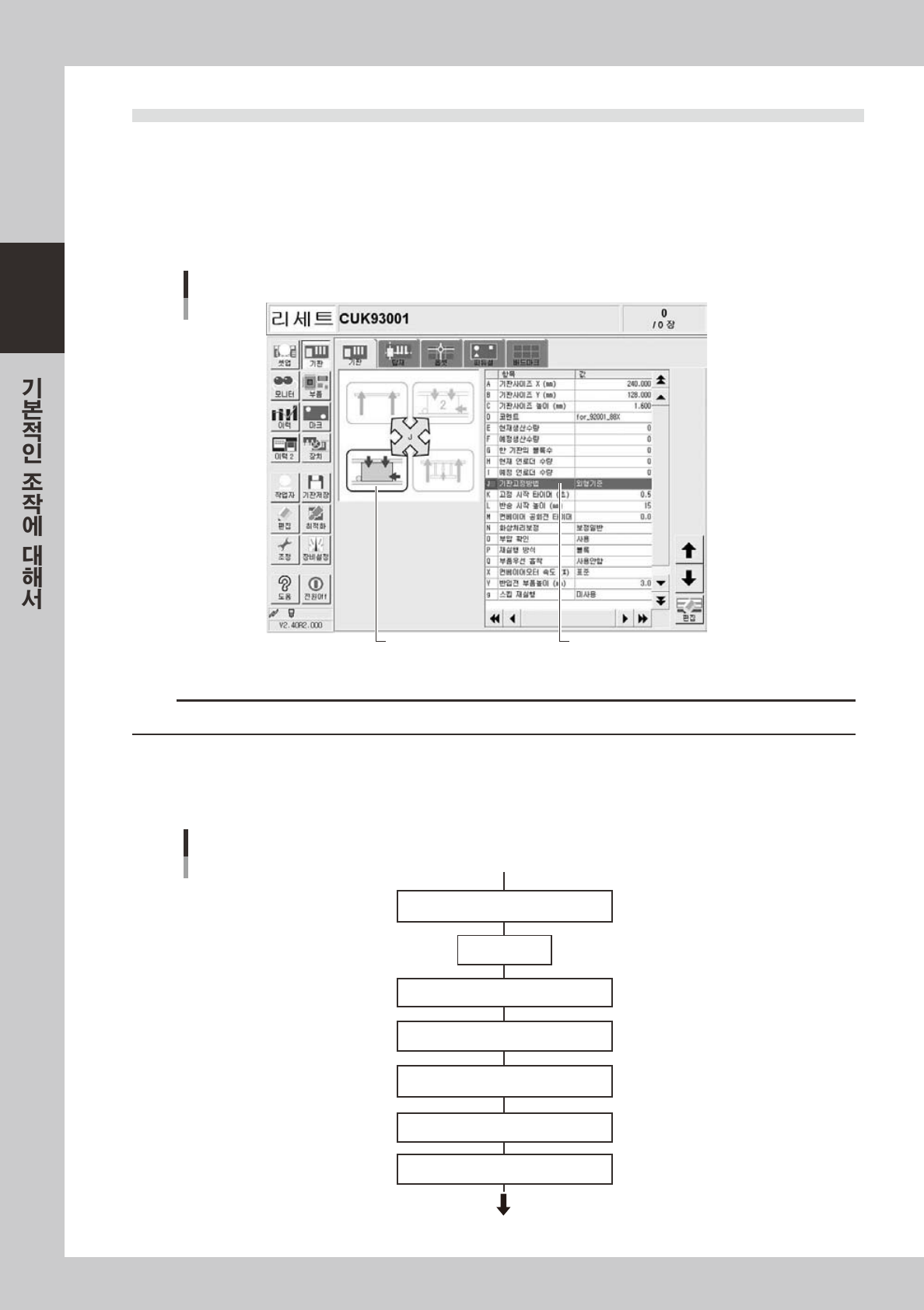
3.4 컨베이어의 셋업을 실행한다
생산기판 을 변경하는데 따라 , 그 기판에 맞춰 컨베이어 유니트를 조정하거나 , 사 용피더의 준비를 해야합니
다 . 여기에서는 컨베이어 유니트의 셋업전환에 대해 설명합니다 .
기판고정방법
기판고정방법은일반적으로「외형기준」으로합니다 .기판의틀을들어올려기판누름플레이트에끼워서고정합니다 .
기판의틀이외는푸쉬업핀을사용해서기판을지탱합니다 .
기판고정방법
기판고정 방법의 확인
기판고정 이미지
28 217-M1- 00
c
주의
생산할기판에슬릿등이있는경우에는 ,컨베이어의각기판센서로기판을검출할수없을가능성이있습니다 .
3.4.1 작업의 흐름
「셋업작업의 흐름」에 따라서 실행해 주십시오 .
컨베이어 폭을 조정
비상정지 ON
메인스톱퍼를 올린다
기판누름 플레이트를 조정
푸쉬업 핀을 배치
운전
외형기준
셋업작업의 흐름
푸쉬업 ON
기판을 반입한다
272 03 -M1-0 0
2-23
2
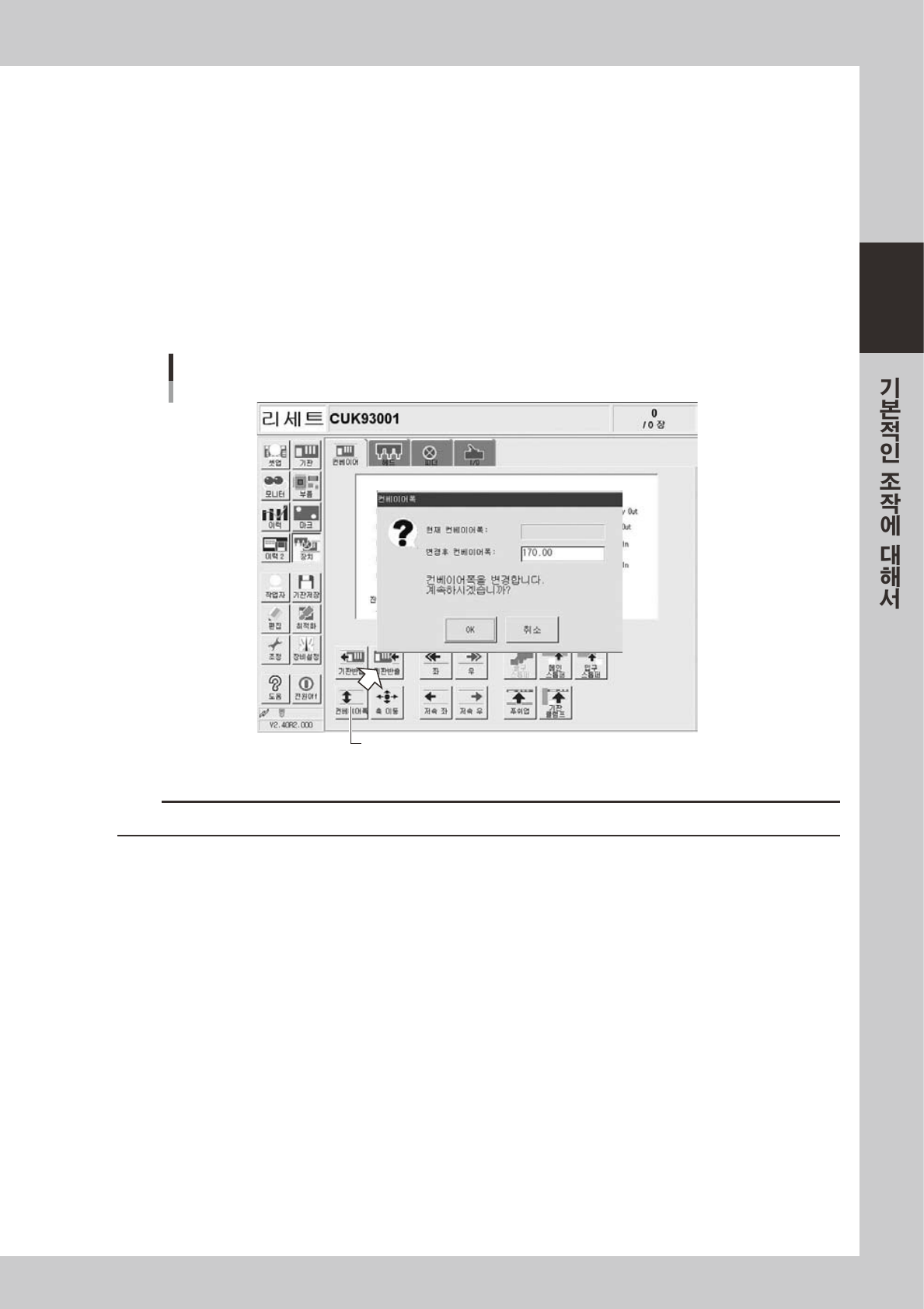
3.4.2 컨베이어 폭
컨베이어 폭을 생산할 기판폭에 맞춥니다 .
1
기판데이터를 선택합니다 .
3 장「1.생산을시작한다」를참조해주십시오 .
2
「장치」
ー
「컨베이어」화면을 엽니다 .
3
[ 컨베이어 폭 ] 버튼을 누릅니다 .
컨베이어폭변경대화창이표시되므로 ,컨베이어폭 ( 단위 :mm) 을확인하고[OK] 버튼을눌러주십시
오 .컨베이어가지정된폭으로변경됩니다 .
[컨베이어폭]버튼
컨베이어폭 대화창
28 218-M1- 00
c
주의
컨베이어폭의조정시 ,컨베이어레일이다른컨베이어유니트나푸쉬업핀등에접촉하지않도록주의해주십시오 .