MPM UP2000印刷机培训教材 - 第23页
• 注意 按钮变绿色表示已选择 • 在信息窗口 JOG ACTIVE 将 出現 • 有 两个慢动模式或高速 模式 方法 在什么時候使用 Fine Adjust 微調 滚动跟至期望的方向 在伺服 轴 要慢速地移 动 短距离 時 时 V elocity 高速 按住 SELECT 按鈕 同时滚动 跟踪球至期望的方向 . 跟踪球 所指的速度将成为伺服轴移动 的速度 在期望的伺服 轴 要快速地 长 距 离移 动时 • 注意滚动方向或从远离机器将指…
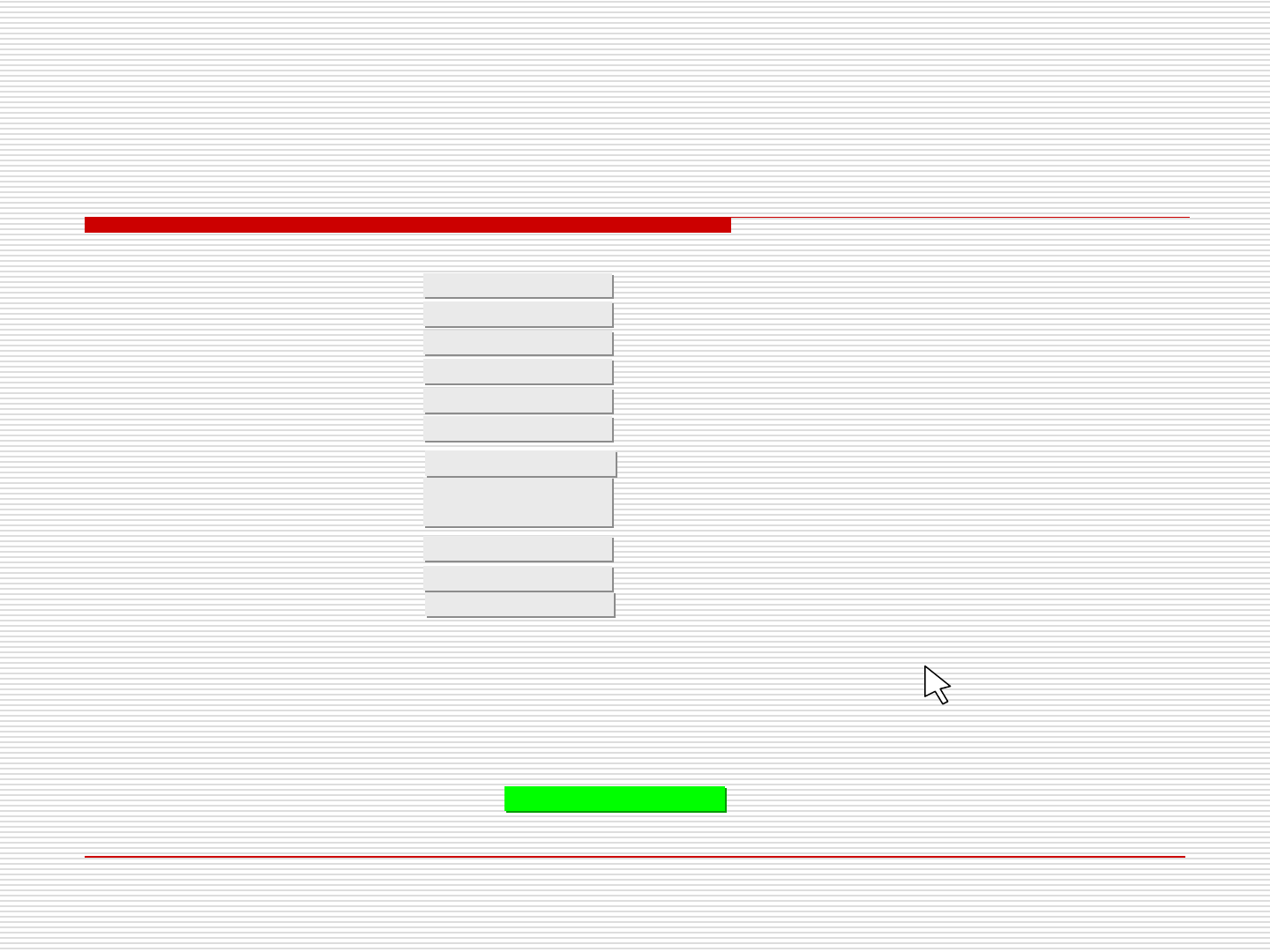
慢动按钮显示在屏幕的左边,这些按钮可以手动來定位期望的伺服轴
要慢动一个伺服軸, 比如刮刀行程(它将向前或向后移动印刷)移动光标
在按钮上面并按下选择它。
SQUEEGEE STROKE
16.000
10.主操作屏幕
2. 慢动按钮
X AXIS
Y-AXIS
Z AXIS
THETA AXIS
TRANSPORT
SQUEEGEE STROKE
VX AXIS
VY AXIS
TACTILE
DISPENSER
SQUEEGEE HIEIGHT
0.000
0.000
0.000
0.000
0.000
16.000
0.000
0.000
0.000
0.000
0.000
TRK WIDTH
16.000
此界面由技术员操作,操作员禁用!
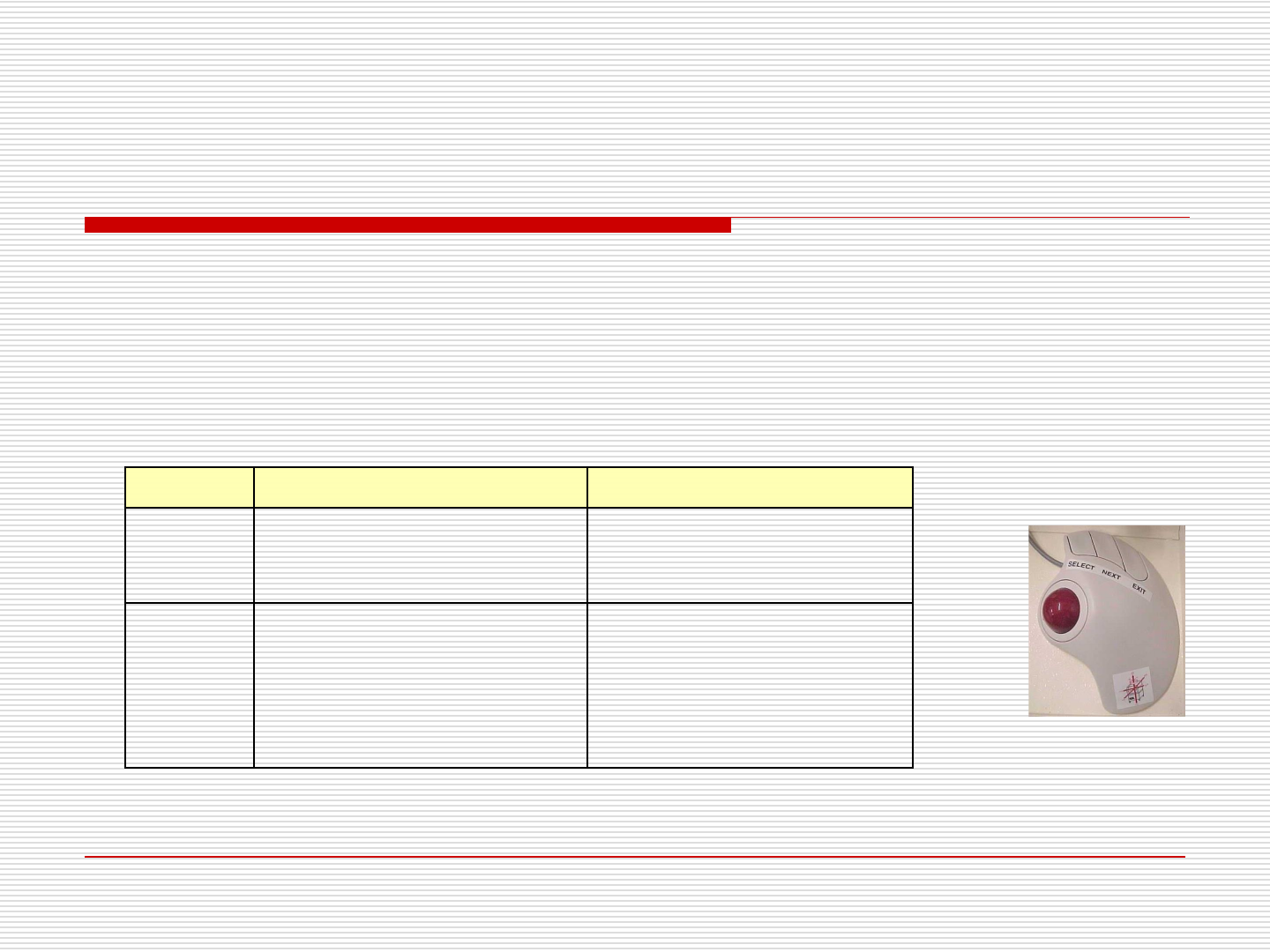
• 注意按钮变绿色表示已选择
• 在信息窗口JOG ACTIVE将出現
• 有两个慢动模式或高速
模式 方法 在什么時候使用
Fine
Adjust
微調
滚动跟至期望的方向
在伺服轴要慢速地移动短距离
時时
Velocity
高速
按住 SELECT 按鈕同时滚动
跟踪球至期望的方向.跟踪球
所指的速度将成为伺服轴移动
的速度
在期望的伺服轴要快速地长距
离移动时
• 注意滚动方向或从远离机器将指示选择的伺服轴执行相同的移动。
10.主操作屏幕
同上!
PCB计数区显示PCB经过及其处理的数量。
复位按钮RESET将计数值回零。
计数窗口COUNT显示已印刷PCB数量。
不合格窗口REJECTS显示、在2D常规检查中判定为不合格的PCB的数量。
这窗口只在常规检查有效时才计数。
10.主操作屏幕
3. 计数区
RESET 00
COUNTBOARD
REJECTS
此界面由技术员操作,操作员禁用!