00196976-04-BA-SX12-V2-ZH.pdf - 第109页
《用户手册》 SIPLACE SX1/SX2 3 技术数据和组件 使用软件版本 SC 706.1 SP1 或更新 10/2014 版 3.5 贴片头 109 3.5.1.2 SIPLACE SpeedStar (C&P20)技术数据 3 SIPLACE Speed Star (C&P20) 带 23 型元件摄相机 带 41 型元件摄相机 元件范围 *a *)a 请注意 ,可以贴装的元件范围还会受到衬 垫几何形状、客户特定…
3 技术数据和组件 《用户手册》 SIPLACE SX1/SX2
3.5 贴片头 使用软件版本 SC 706.1 SP1 或更新 10/2014 版
108
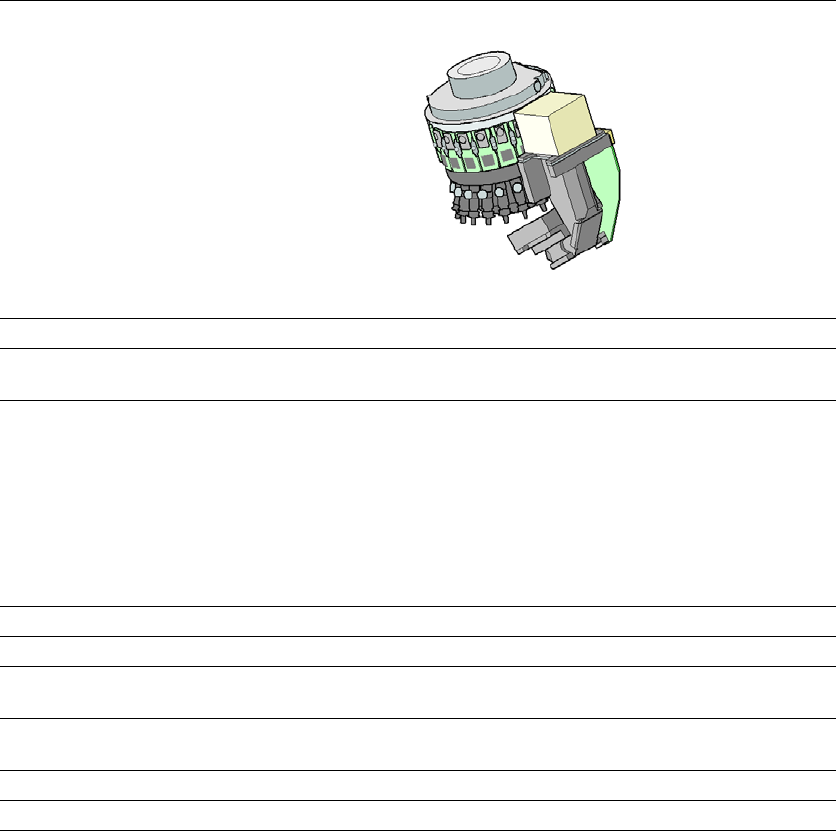
3.5.1.1 说明
SIPLACE SpeedStar (C&P20) 根据 “ 收集&贴片 ” 原理工作,即,贴片头在单一循环内拾取二十
个元件。在拾取和贴片的位置,元件传感器将检查吸嘴处是否存在元件。元件在被移动到贴片位
置的过程中,将被光学对中,并被旋转到所需要的贴装角度。最后,强制空气将平缓、精确地把
元件下放到印制电路板上。
C&P20 贴片头可以显著地提升贴片头性能,并因此提升整台贴片机的性能。而 C&P20 贴片头紧
凑、小巧的结构设计也缩短了循环时间。这种情况下,星形轴将倾斜地对着 PCB 平面。这种几何
构造可把段位器排列在一个非常小的空间内。
元件摄相机仍然被集成到 C&P20 贴片头中。这样可比外部对中摄相机节省多余的行程距离。而
且,每个段位器还有自己用于旋转吸嘴的 DP 驱动装置。因而,单贴片头工作站上的吸嘴不用事
先旋转到正确位置。这些吸嘴能在任意时间相互独立的旋转到它们的贴片位置。
每个段位器都有一个独立的真空发生器。这样可极大地减少真空和吹气压力之间的切换时间。除
此之外,它还可以在保持电路中对每个独立吸嘴进行真空检查。
段位器的 Z 驱动装置 使用了带有线性行程测量系统的线性马达,因此,它非常精确。在拾取 / 贴
片位置, Z 驱动装置使段位器上下垂直运动。
《用户手册》 SIPLACE SX1/SX2 3 技术数据和组件
使用软件版本 SC 706.1 SP1 或更新 10/2014 版 3.5 贴片头
109
3.5.1.2 SIPLACE SpeedStar (C&P20)技术数据
3
SIPLACE SpeedStar (C&P20)
带 23 型元件摄相机 带 41 型元件摄相机
元件范围
*a
*)a 请注意,可以贴装的元件范围还会受到衬垫几何形状、客户特定的标准,元件封装公差和元件公差的影
响。
01005 到 2220、Melf、SOT、
SOD
03015 mm到 2220、Melf、SOT、
SOD、裸晶粒、倒装片
元件规格
最大高度
最小引脚间距
最小引脚宽度
最小球面管脚间距
最小球面管脚直径
最小尺寸
最大尺寸
最大重量
4 mm
0.25 mm
0.1 mm
0.4 mm
0.2 mm
0.4 mm x 0.2 mm
6 mm x 6 mm
1 g
4 mm
0.08 mm
0.03 mm
0.10 mm
0.05 mm
0.12 mm x 0.12 mm
6 mm x 6 mm
1 g
可程序控制卸下力 1.5 - 4.5 N 1.5 - 4.5 N
吸嘴类型 10xx、11xx、12xx 10xx、11xx、12xx
X/Y 轴精确度
*b
*)b SIPLACE 基准值将在贴片机验收测试中测量得出。此值符合 SIPLACE 维修及供应范围内规定的条款。
± 41 µm/3σ
± 55 µm/4σ
± 41 µm/3σ
± 55 µm/4σ
角度精确度 ± 0.5° / 3σ
± 0.7° / 4σ
± 0.5° / 3σ
± 0.7° / 4σ
照明级别 5 5
可选择的照明级别设置 256
5
256
5
3 技术数据和组件 《用户手册》 SIPLACE SX1/SX2
3.5 贴片头 使用软件版本 SC 706.1 SP1 或更新 10/2014 版
110
3.5.1.3 元件抛料仓传感器
3
3.5.2 真空泵
3.5.2.1 使用真空泵的安全须知
3
3.5.3 说明
每个 “ 收集 & 贴片 ” 贴片头都有自己的真空生成器,为真空保持回路和贴装回路提供所需的真
空。贴片头真空生成器根据 “ 文丘里原理 ” 工作。与真空泵一起操作时,SpeedStar (C&P20) 贴
片头的压缩空气消耗量可显著减少。一台真空泵最多用于两个 SpeedStar (C&P20) 贴片头。一次
只能使用一台真空泵。这就减少了能耗,从而降低了运行成本。
3
3
请注意
使用 SpeedStar 时,建议安装可选装的元件抛料仓传感器。(还可参见第 6.7
接,第 329
页)
警告
请遵守用户手册中规定的安全说明。
请注意
压缩空气的消耗值可以在 3.2.4
部分,第 98 页中找到。