00196976-04-BA-SX12-V2-ZH.pdf - 第211页
《用户手册》 SIPLACE SX1/SX2 4 设置与调试 使用软件版本 SC 706.1 SP1 或更新 10/2014 版 4.3 设置贴片机 211 4.3.8 将贴片机集成到生产线中 请遵循 4.3.1 部分,第 199 页中的一般警告。 请遵循 4.3.2 部分,第 200 页中的贴片机运输警告。 有关工具和设备的详细信息, 请参阅 4.3.5 部分,第 203 页。 4.3.8.1 在生产线中对齐并调整 贴 片…
4 设置与调试 《用户手册》 SIPLACE SX1/SX2
4.3 设置贴片机 使用软件版本 SC 706.1 SP1 或更新 10/2014 版
210
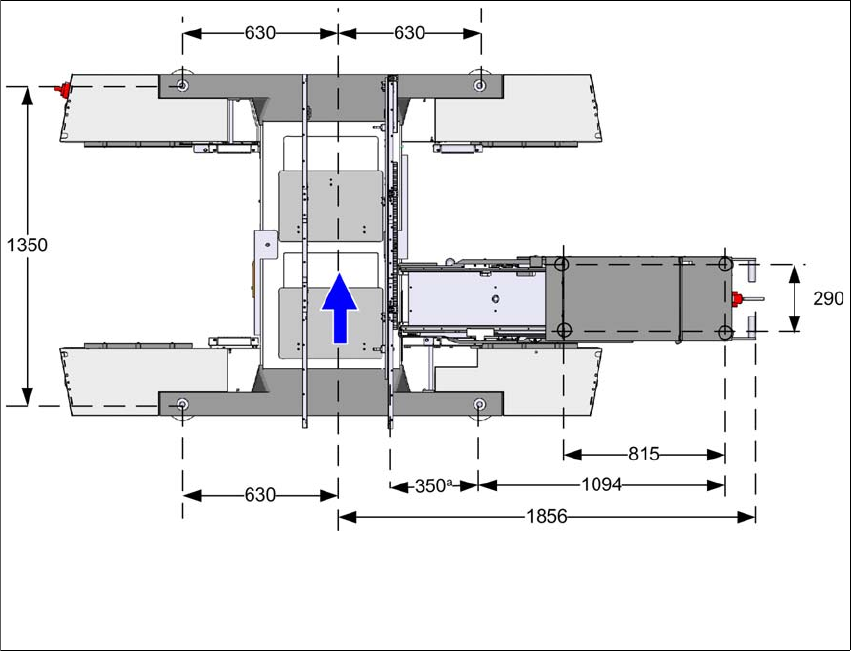
4.3.7.3 贴片机和 WPC5/WPC6 的贴片机支脚间隙
4
图 4.3 - 6 贴片机和 WPC5/WPC6 的贴片机支脚间隙,单位毫米
a) 数值取决于固定侧的位置。所有尺寸都以毫米计
《用户手册》 SIPLACE SX1/SX2 4 设置与调试
使用软件版本 SC 706.1 SP1 或更新 10/2014 版 4.3 设置贴片机
211
4.3.8 将贴片机集成到生产线中
请遵循 4.3.1 部分,第 199 页中的一般警告。
请遵循 4.3.2 部分,第 200 页中的贴片机运输警告。
有关工具和设备的详细信息,请参阅 4.3.5 部分,第 203 页。
4.3.8.1 在生产线中对齐并调整 贴片机
使用叉车抬升贴片机,直到贴片机支脚不再承重。
确定在生产线中贴片机的 PCB 传送导轨高度,然后使用内六角头螺丝将贴片机调节到大致的
高度。
您可能需要根据 PCB 传送导轨高度调整贴片机支脚 (见第 4.3.6 节,第 204 页)。
用叉车将贴片机放置在生产线中的空闲料位上。
注意对齐 PCB 传送导轨并检查它与前一台贴片机间的距离。
4
4
使用贴片机水平仪在 X 轴方向和 Y 轴方向对齐贴片机 (参见 4.3.9,第 212 页)。
借助长辅助印制板对齐 PCB 传送导轨。将贴片机移至最终位置。您必须能够使长辅助印制板
穿过 PCB 传送导轨,然后顺利无阻碍地推到相邻的贴片机。
使用贴片机水平仪再次检查 X 轴方向和 Y 轴方向的对齐情况,必要时调节支脚的高度。
以 130 Nm 的扭矩拧紧夹紧螺钉,固定贴片机支脚。
用锤子敲击支脚,检查贴片机支脚的承载强度。
使用贴片机水平仪再次检查 X 轴方向和 Y 轴方向的对齐情况。
警告
损坏的危险!
如果贴片机一侧的支脚很重地撞到地面上,固定装置会因此受损。
缓慢放下贴片机。
应安排第二个人观察贴片机的下部,确保贴片机的支脚同时触地。
4 设置与调试 《用户手册》 SIPLACE SX1/SX2
4.3 设置贴片机 使用软件版本 SC 706.1 SP1 或更新 10/2014 版
212
4.3.9 使用贴片机水平仪对齐贴片机
4
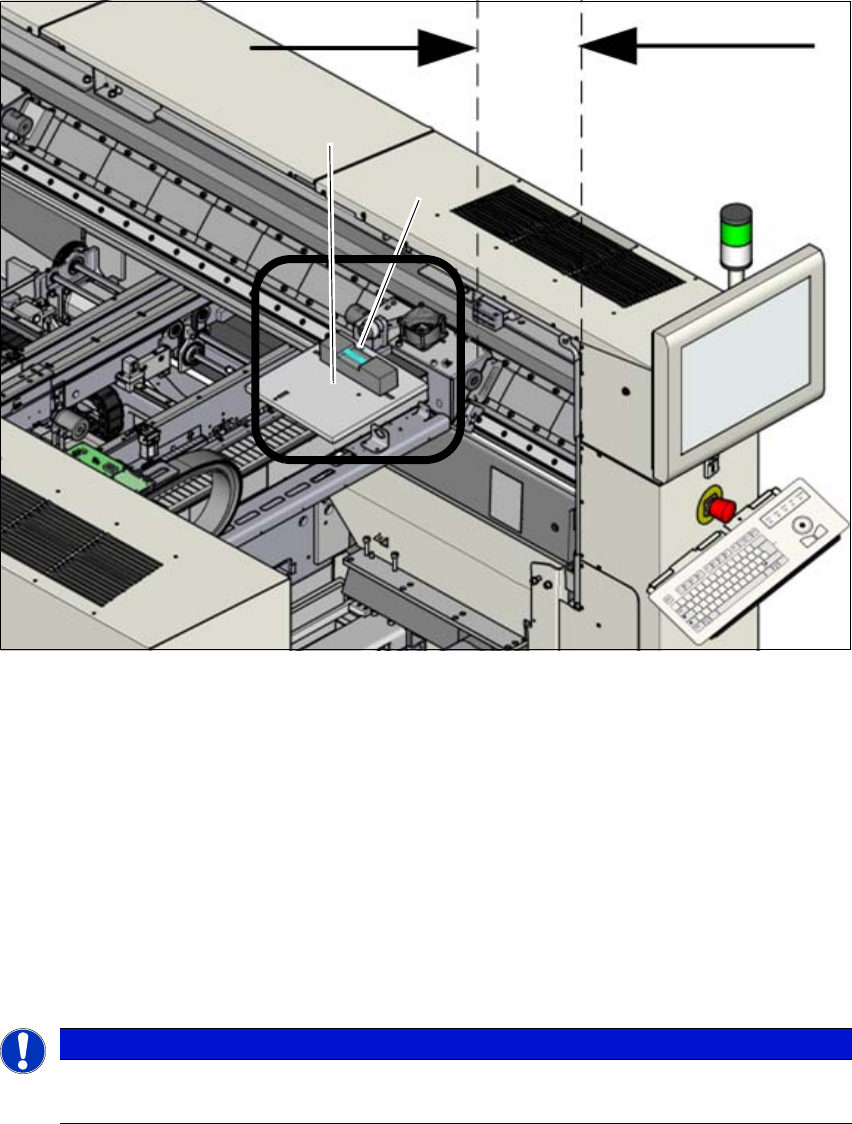
图 4.3 - 7 在 X 轴方向和 Y 轴方形调节贴片机 - 测量程序
在悬臂 1 上进行测量。
沿 Y 轴方向向里推悬臂。两缓冲档之间的距离应约为 300 mm (或约为线性导轨上的 4-5 个
红点的距离)。
将支承板 (1) 置于悬臂上,使 3 个支撑顶针位于工作表面和磁体之间的空闲区域。确保 3 个
支撑顶针均匀接触。
将贴片机水平仪 (测量精确度 0.02 mm)置于支承板上并在 3 个点进行测量
– 松配轴承侧和固定轴承侧 Y 轴方向的对齐情况。
– X 悬臂中央 X 轴方向的对齐情况。贴片头支座必须位于 X 悬臂中央。
4
4
根据下列说明顺序调节贴片机:
(1) 在固定轴承侧和松配轴承侧分别沿 Y 轴方向对齐贴片机。测量容差 0.10 mm。
请注意
确保贴片机水平仪的测量精确度
在 X 轴方向和 Y 轴方向进行测量时,确保始终以相同的方式将水平仪置于支承板上
300 mm
(1)
(
2)