YG200_YG200L_Mainte_C.pdf - 第69页
3-29 3 3 . 3 F N C 锁 定 针 F N C 贴 装 头( F T y p e 的 贴 装 头 2 , 4 , 6 )的 多 槽 轴 内 部 , 使 用 了 决 定 F N C 吸 嘴 A S S Y 位 置( 使 旋 转 停 止 )用 的 锁 定 针 。 该 锁 定 针 如 粘 附 了 污 垢 , 可能 会 造 成 多 槽 轴 R 轴 的 齿 轮 带 脱 出 , 也 有 可 能 造 成 吸 附 和 贴 装 错 …
3-28
3
6
确认组装状况。
1. 将 FNC 贴装头的吸嘴更换为 Type203F,标准
贴装头则卸下吸嘴。
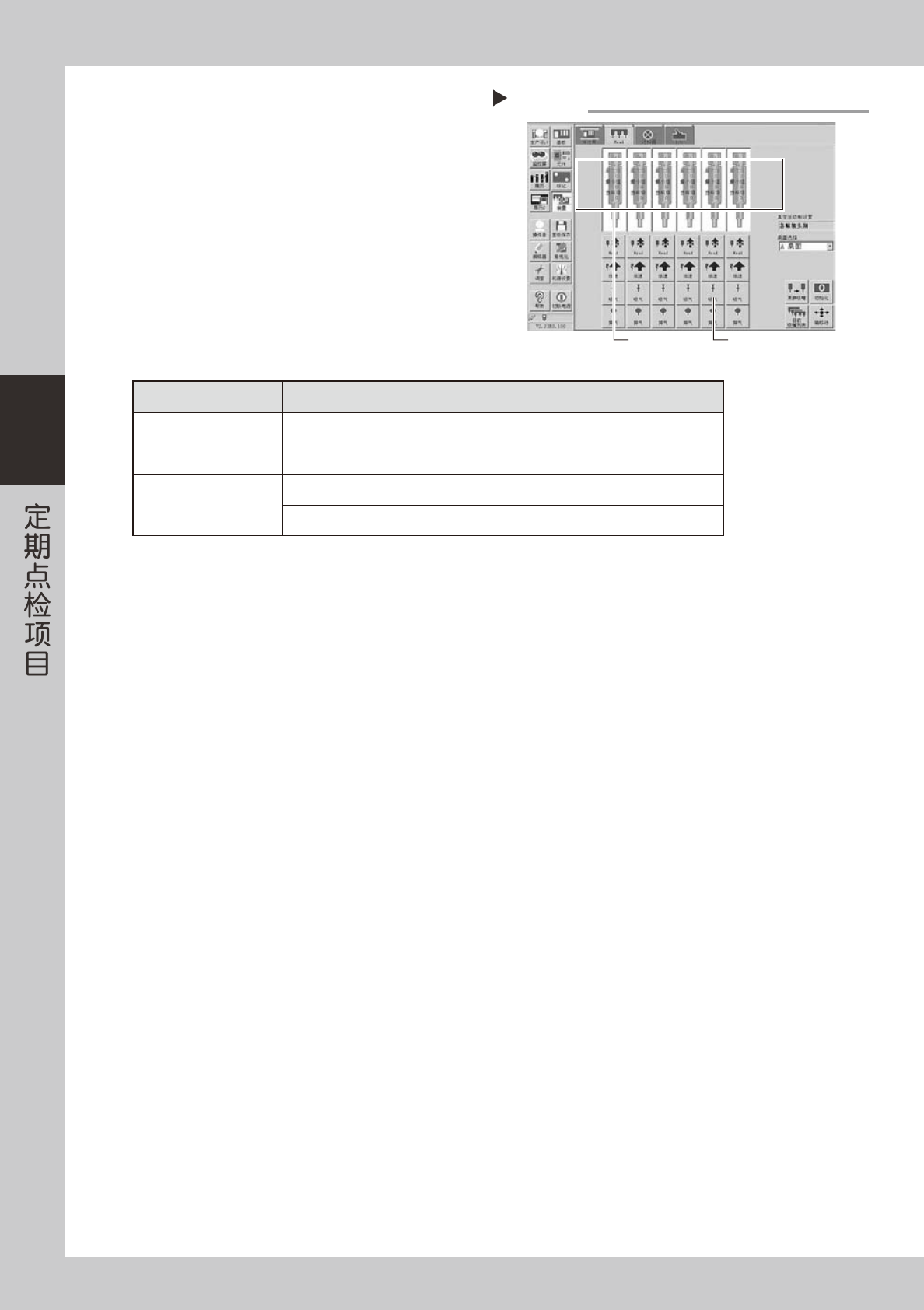
2. 打开 [ 装置 ]-「Head」图标画面,按 [ 吸气 ] 按
钮使负压产生,读取显示的「最大值」数值。
参照下表的基准值进行确认。
56302-F8-00
7
按原样安装吸嘴。
用手安装标准贴装头的吸嘴。
■多槽轴空气通道的标准值
吸嘴 标准值
FNC 贴装头
Type203F 吸嘴
在开放状态下,数值在 100 以下为正常。
在封闭状态下,数值在 170 以上为正常。
标准贴装头、无吸嘴
在开放状态下,数值在 80 以下为正常。
在封闭状态下,数值在 180 以上为正常。
*多槽轴空气通道的标准值使用的是真空压力值。
受气源和环境的影响,该值会有些许的差异。因此,上述标准值仅供参考。
负压的确认
Step 6
读取MAX值
[吸气]按钮
3-29
3
3.3 FNC 锁定针
FNC 贴装头(FType 的贴装头 2,4,6)的多槽轴内部,使用了决定 FNC 吸嘴 ASSY 位置(使旋转停止)用的锁定针。
该锁定针如粘附了污垢,可能会造成多槽轴 R 轴的齿轮带脱出,也有可能造成吸附和贴装错误。根据实际运作时间,
一般一年左右必须进行清洁。以下介绍具体清洁方法。
3.3.1 FNC 锁定针的拆卸
1
将 FNC 贴装头的吸嘴类型选择为 Type
202F 吸嘴。
按[装置]-「Head」图标画面的[更换吸嘴]按钮,
选择吸嘴。
e
2
按紧急停机按钮。
为作业安全,务必使机器处于紧急停机状态。
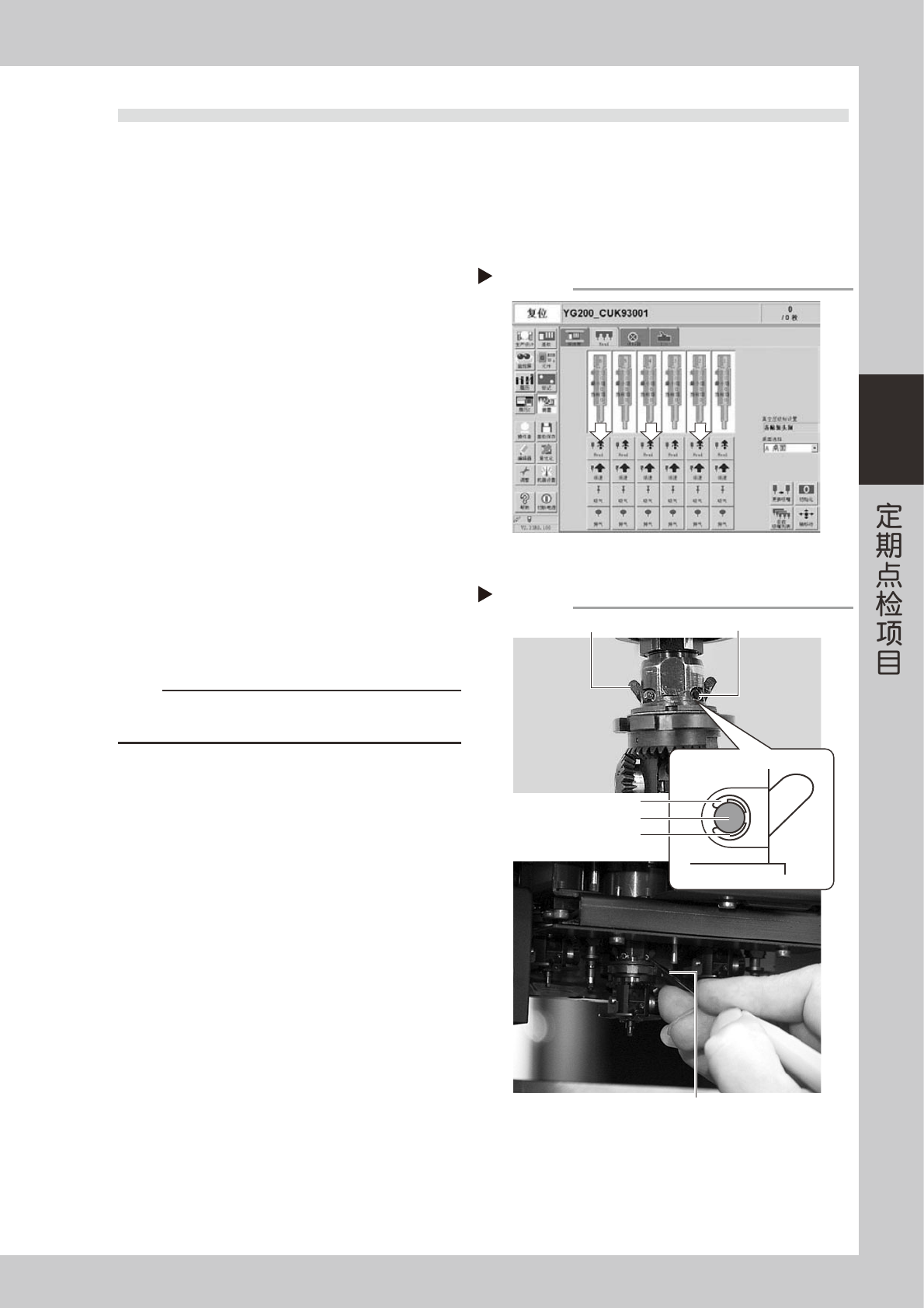
3
降下 FNC 贴装头的多槽轴。
按[装置]-「Head」图标画面的[Head]按钮,
贴装头下降后,可以看到伞齿轮上部的凸轮(两个)。
(该凸轮与多槽轴内的 FNC 锁定针连动)。
56301-F8-00
4
取下固定凸轮销的 E 形圈。
1. 转动 R 轴的皮带,停在容易取下 E 形圈的位置。
2. 用专用钩状工具(KV8-M88E3-00X)伸入 E 形
圈和凸轮销的缝隙间,取下 E 形圈。(各贴装头
各有两个 E 形圈)
55346-F8-00
c
注意
拆卸 E 形圈时,注意不要使 E 形圈弹落。
拆下后的 E 形圈不能再次使用。组装时必须使用新的 E 形圈。
贴装头下降·上升按钮
Step 3
246
E形圈的拆卸
Step 4
凸轮销
E形圈
E形圈专用工具
在E形圈和凸轮销之间
插入专用工具
凸轮 凸轮销
3-30
3
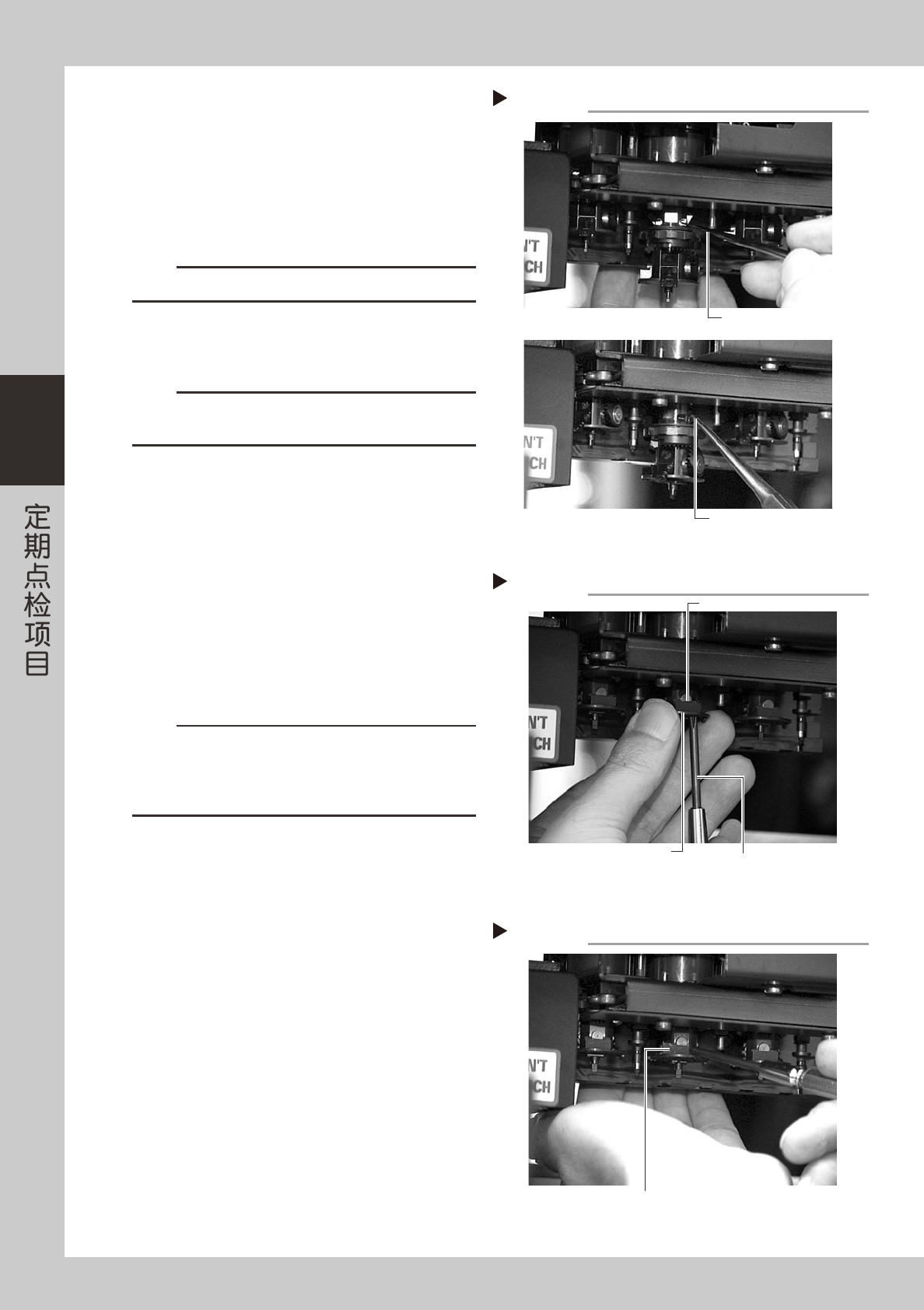
5
拆卸凸轮销和凸轮。
1. 用镊子等按住已拆除 E 形圈的凸轮销。
2. 用镊子等夹住凸轮销的相反方(有 E 形圈侧),
从刻度指示架拔出凸轮销。
3. 如刻度指示架上还留有凸轮,可用手指或镊子
取出凸轮。
55347-F8-00
c
注意
拔出凸轮销时,凸轮可能掉落,需用手托住。
6
取下另一方向的凸轮。
按 Step5、6 相同的要领取下 E 形圈、凸轮销及凸轮。
c
注意
因为凸轮和凸轮销等零部件非常小,在作业时注意不要丢失。
建议作业前先准备好备用零部件。
7
揭去 FNC 贴装头下侧的防止反光贴纸
(KV8-M71RH-00X)。
揭去组装在 FNC 贴装头上挡块的固定螺钉的贴纸
(FNC 贴装头 2,4,6)
8
取下挡块。
1. 用十字螺丝刀(No.1 或 No.0)取下固定挡块用
的两根螺钉。
2. 用手指横向滑动挡块并取下。
55348-F8-00
55349-F8-00
c
注意
· 取下挡块时,需一边托住多槽轴下部的边沿,一边旋松固
定螺钉。有时会出现多槽轴皮带脱落的现象。
· 螺丝刀头的尺寸因品牌不同而存在些许差异,需使用符合
挡块固定螺钉大小的螺丝刀。
凸轮销的拆卸
Step 5
按住凸轮销
拔出凸轮销
挡块的拆卸
Step 8-1
十字螺丝刀
边托住多槽轴下沿
边旋松螺钉
挡块
挡块的拆卸
Step 8-2
用手指滑动挡块并取下