KE-3010_SPE_EN - 第41页
- 36 - 5.2.16. Fluxer ( Factory - Set Opti on ) This is a flux supply dev ice that applies flux to bal l components such as a BGA, CSP and flip chip (does not apply any adhesive or solder pas te). Y ou can install this d…
- 35 -
5.2.15. Offset Placement After Solder Screen-printing (Factory-Set Option)
A component placement position error may occur after re-flowing if you place a component
on the PWB pad when the solder printing position is shifted from the pad position because a
PWB expands or shrinks.
This function uses an OCC to recognize a gap between a PWB pad and printed solder that is
generated as a result of expansion and/or contraction of a PWB, and places a component on
the printed solder instead of the pad. This makes use of the self-alignment effect to
improve the component placement accuracy after re-flowing.
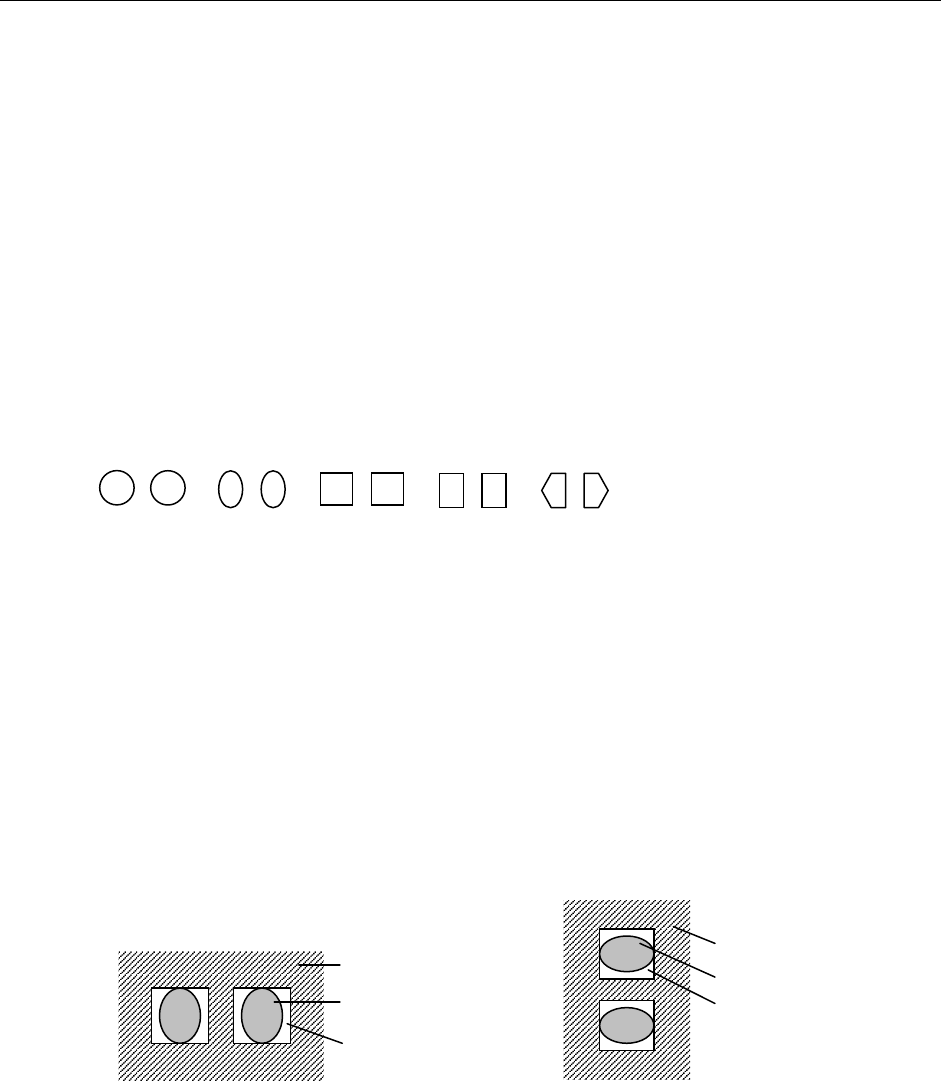
① Applicable solder shape
A pair of cream solders, which are symmetrical, screen-printed on a PWB pad for a
square chip
* The shape of screen-printed solder should be symmetrical. The system cannot
accurately detect how much to correct the gap unless the shape is symmetrical.
The applicable shapes should be: circle, oval, square, rectangle and pentagon.
(Recognition of other shapes should be checked.)
② A
pplicable solder
Eutectic solder (NIHON HANDA: RX363-92MY0 (S)) and lead-free solder (TAMURA
KAKEN: TFL-204F-111S)
(* Solder described in parentheses is already checked for its appropriateness.)
③ Applicable chip size
0402, 0603, 1005, 1608, 2012, 3216
* Note that image of a set of solder whose shorter side is 0.16 mm or more and whos
e
longer side is 3.2 mm or less has to be obtained.
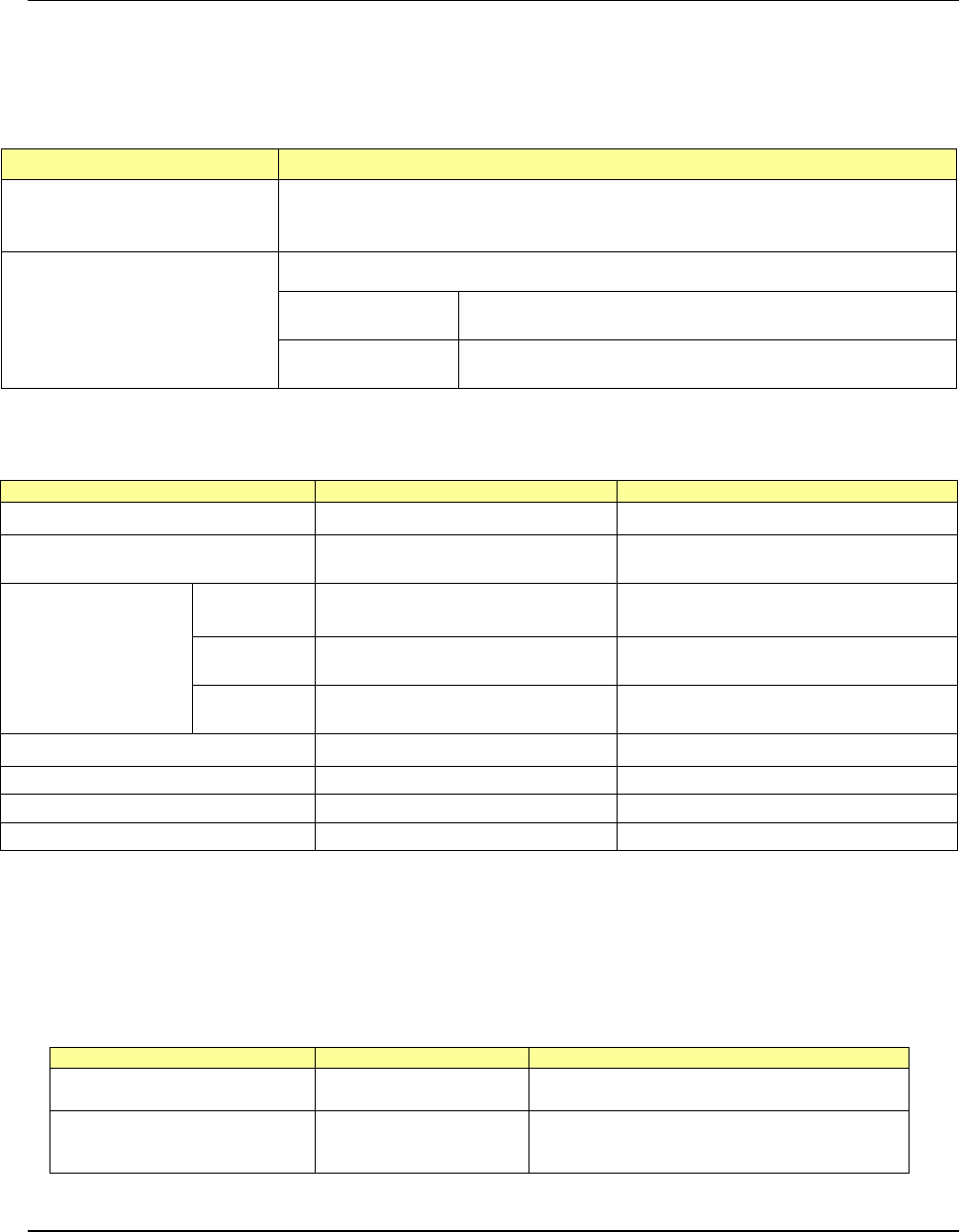
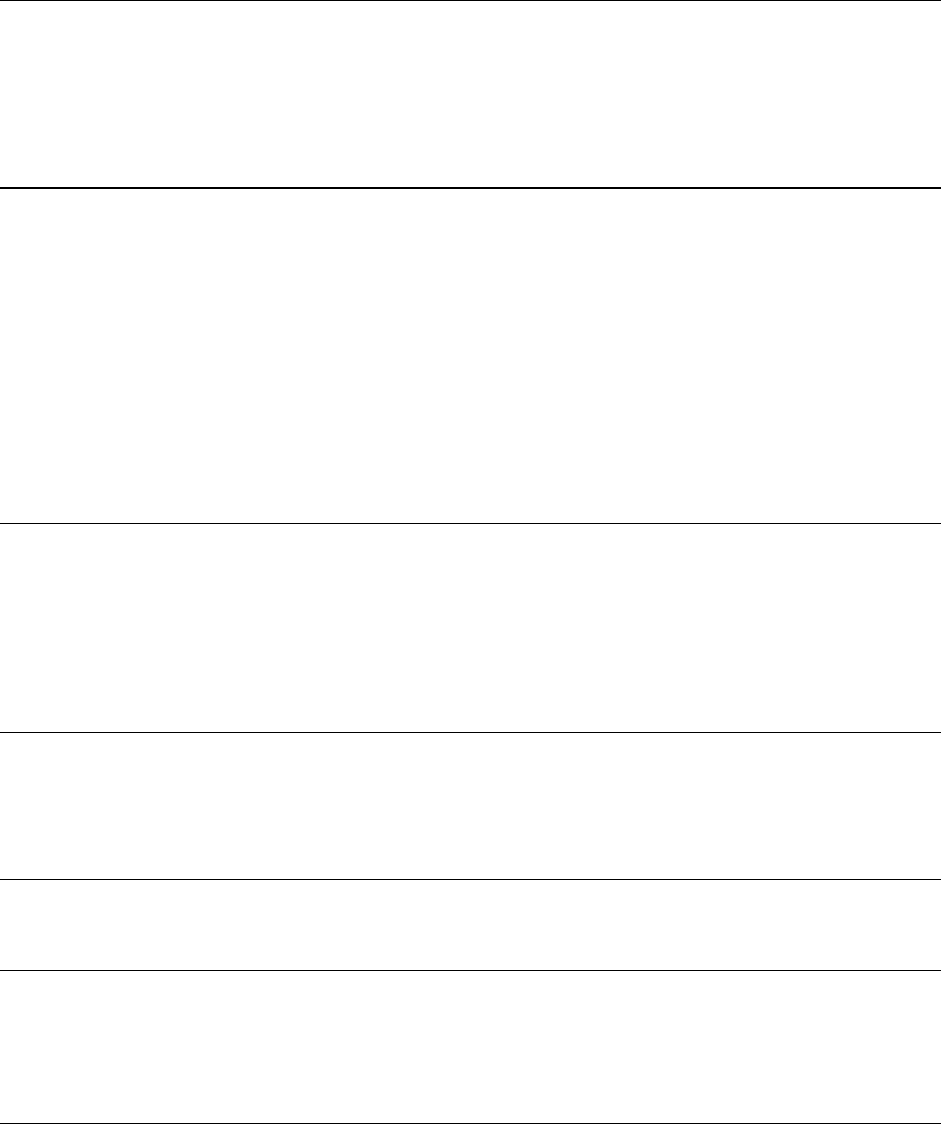
④ A
pplicable solder angle
0°, 90°, 180°, 270° (Angle error for a camera: within ± 3°)
<Solder angle: 0° or 180°> <Solder angle: 90° or 270°>
⑤ A
pplicable board material and pad material
− Board material: glass epoxy, paper phenol, flexography, ceramic
− Pad material: gold, copper, hot air leveling
* The solder paste should have a certain level of contrast. If there is a portion whose
br
ightness is the same as that of solder in the area to be detected due to the condition of the
printed solder, serigraph, a pattern or PWB, and so any image that only solder looks bright
cannot be obtained, the system may not be able to correct the component placement
position by recognizing it. In such a case, you have to set the position of solder paste again
so that it can have the certain level of contrast.
PWB
Solder
Pad
PWB
Solder
Pad
- 36 -
5.2.16. Fluxer (Factory-Set Option)
This is a flux supply device that applies flux to ball components such as a BGA, CSP and flip
chip (does not apply any adhesive or solder paste).
Y
ou can install this device on the mounter with either of the following two methods.
<
Where to install>
Installation position Remarks
Type 2
(To be attached on the main
unit)
Since this type of fluxer is attached on the base frame, any MTC cannot be attached
on the machine when the fluxer is attached. The number of component supply
devices to be attached on the bank is not restricted.
Type 3
(To be attached on a bank/Rear
side only)
The area for six mechanical 8-mm tape feeders (12 slots) is to be occupied.
Mechanical bank
The area for six mechanical 8-mm tape feeders (12 slots) is
to be occupied. (A connector bracket is required.)
Electric bank
The area for six electric 8-
mm tape feeders (6 slots) is to be
occupied.
Note 1: Either a fluxer or a rotary-type solder transfer unit option can be installed on the machine.
Note 2: The type of attached on an electric bank does not correspond to the Feeder exchange trolley RF.
<
Facility specifications>
Item
Specifications
Remarks
Applicable flux viscosity
8.4 Pa·s to 22.0 Pa·s
Cycle time required for flux application
and component placement
1,100cph
When the distance each of the X and Y
axes travels is 450 mm or less
Cavity dimensions
(*See Note 3.)
Depth
Minimum 0.02 mm (± 5 μm)
Maximum 0.2 mm (± 10 %)
Size
Maximum 30 mm×30 mm
(*See Note1 and 2.)
Maximum size of a cavity when only
one cavity is provided
Number of
cavities
1 to 4
Maximum eight on the top and bottom
sides
Power consumption
DC24V/0.3A
Life
5 years
(22 hours×300 days)/1 year
Parts needing periodic replacements
Electromagnetic valve, cylinder
Time for replacement: 2 years after use
Consumables
Fluxer plate, flux container
Time for replacement: 1 year after use
N
ote 1: The cavity size shall be “the maximum size of a component to be used” + “3-mm
margin around the component.”
Note 2: When two or more cavities are used, all cavities shall fit in the 30 mm×30 mm
area.
Note 3: If you need a cavity whose dimensions are not any of the JUKI standard
dimensions, contact our Sales person.
Standard part
Part number
Dimensions of a cavity
Fluxer plate 120/200 40044090
Size: X = 30 mm, Y = 30 mm
Depth: Front 0.12 mm/Rear 0.20 mm
Fluxer plate 30/50/70/100 40044091
Size: X = 30 mm, Y = 14 mm
Depth: Front A 0.03 mm/Front B 0.05 mm
Rear A 0.10 mm/Rear B 0.07 mm
5.2.17. Electrical Leakage Breaker (Factory-Set Option)
A standard breaker functions if any excess current flows or if a short-circuit fault occurs.
When you replace it with an electrical leakage breaker, this new breaker interrupts electrical
leakage, and then prevents the resulting electrical shock, so you can handle the machine
more safely.
- 37 -
5.2.18. Ionizer (Factory-Set Option)
This option maintains the ion balance inside the machine to eliminate static electricity and
prevent it from being generated.
This option prevents components as well as pick-up/placement operation of a component
from being damaged by static electricity to allow the machine to produce PWBs more stably.
5.2.19. IC Collection Belt (Option)
* The equipment is different between the mechanical bank and the electric bank. Use the
equipment suitable for each bank type.
- Applicable component size: 10 x 10 mm to 50 x 50 mm, Height: 1 mm or higher
- Belt feeding pitch: 15 mm to 55 mm (in increments of 5 mm)
- Number of components that can be collected: 5 to 16
- Number of occupied positions: 9
5.2.20. Handheld Operating Device (HOD: Factory-set option)
The KE-3010/3020V/3020VR allows you to check the recognized mark image on the
operation screen or perform various teaching operations. In addition, if an experienced
user of any of conventional mounters does not want to change the operability of the mounter,
or if you want to make the operability of the entire line consistent, you can use the HOD as
conventionally.
5.2.21. Tape Cutter Unit (Option for the electric type of bank)
This tape cutter automatically cuts empty tapes to dispose of them in a lump.
It is an integrated type of unit that is attached onto a main unit, and can be used with a fixed
bank and also an feeder trolley.
5.2.22. Automatic Tape Cutter (Option)
This tape cutter automatically cuts empty tapes to dispose of them in a lump.
5.2.23. Connector Bracket (Option for the Fixed Bank)
This is a unit necessary for connecting devices such as an adhesive tape feeder, an IC
collection belt, an automatic tape cutter and a DTS to the mounter. When the optional batch
feeder change function is selected, you do not require this unit.
5.2.24. Flexible Calibration System, The adjustment jig (FCS is an option.)
After a jig component that is recognized with the VCS or laser is placed on a glass jig board,
the FCS uses a camera to automatically measure the difference between a value set with the
program and the position at which the component is placed, and calculates the offset value
to be used for placing the component.
A series of operations can be automatically performed by setting the jig PWB and reading the
program.
When you use the FCS, you can check whether the precision is maintained and adjust the
precision at relocation or routine maintenance.
The calibration jig is optional.