N7201A653C.pdf - 第248页
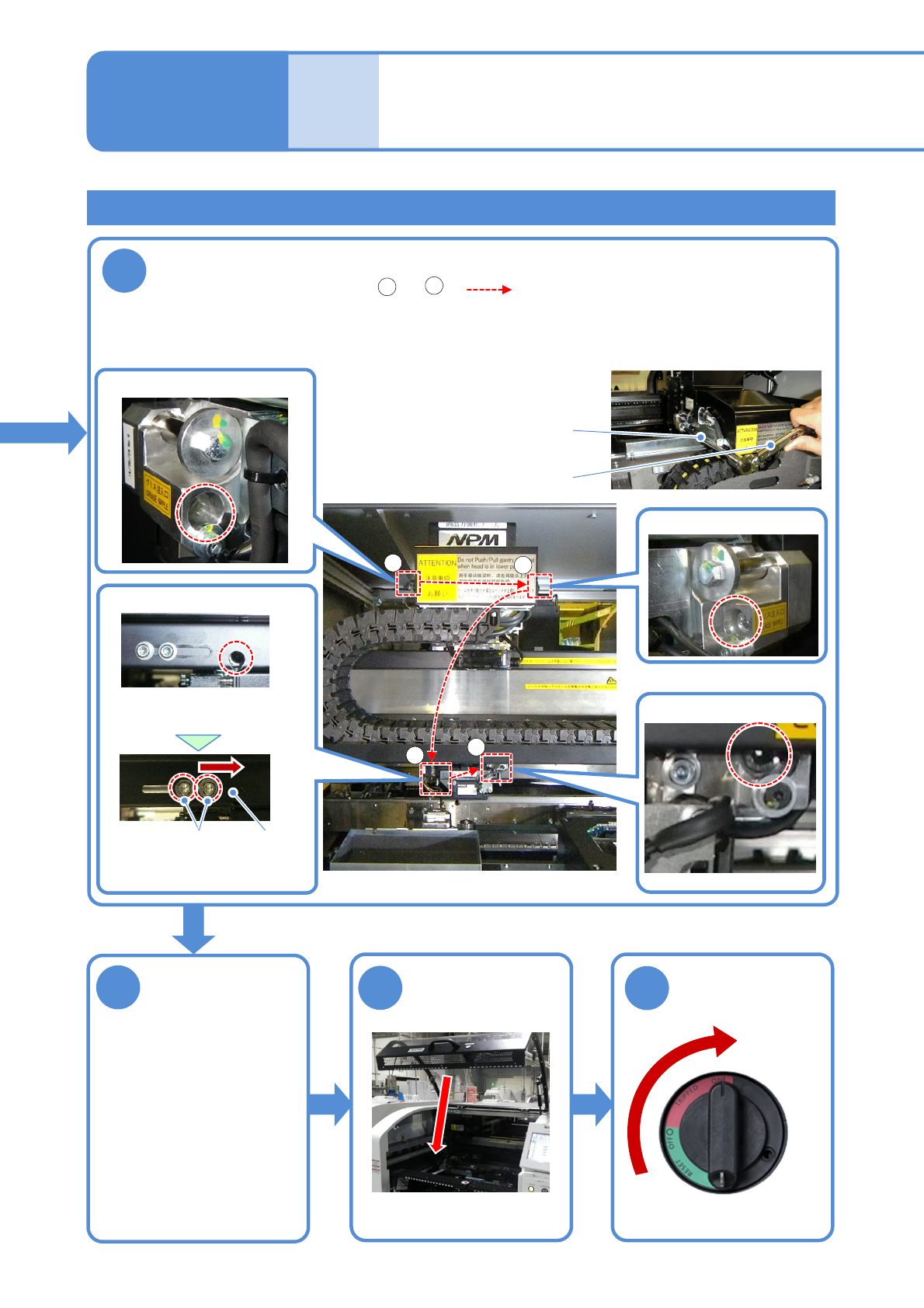
NPM- TT2 EJM1EC-MB-11 M-02 11 - 1 -9 贴装头的安装 2 10 8 9 7 扭矩扳手 长钻头 ● 将贴装头移动到可看见螺栓 的位置。 挡板 ● 固定螺栓后,关闭挡板。 拧紧螺栓 贴装头右下部 1 贴装头右上部 3 贴装头左上部 4 贴装头左下部 2 ON 解锁 更换吸嘴交换器 ●更换成与所安装贴装头相应 的吸嘴交换器。 以固定螺栓正式紧固贴装头 ●使用长钻头、扭矩扳手,按照 ~ () 的顺序,以如下所示…
NPM-TT2 EJM1EC-MB-11M-02
11-1-8
更
换
6
●将贴装头移动到可看见螺栓
的位置。
挡板
●固定螺栓后,关闭挡板。
拧紧螺栓
贴装头右下部
1
贴装头右上部
3
贴装头左上部
4
贴装头左下部
2
长钻头
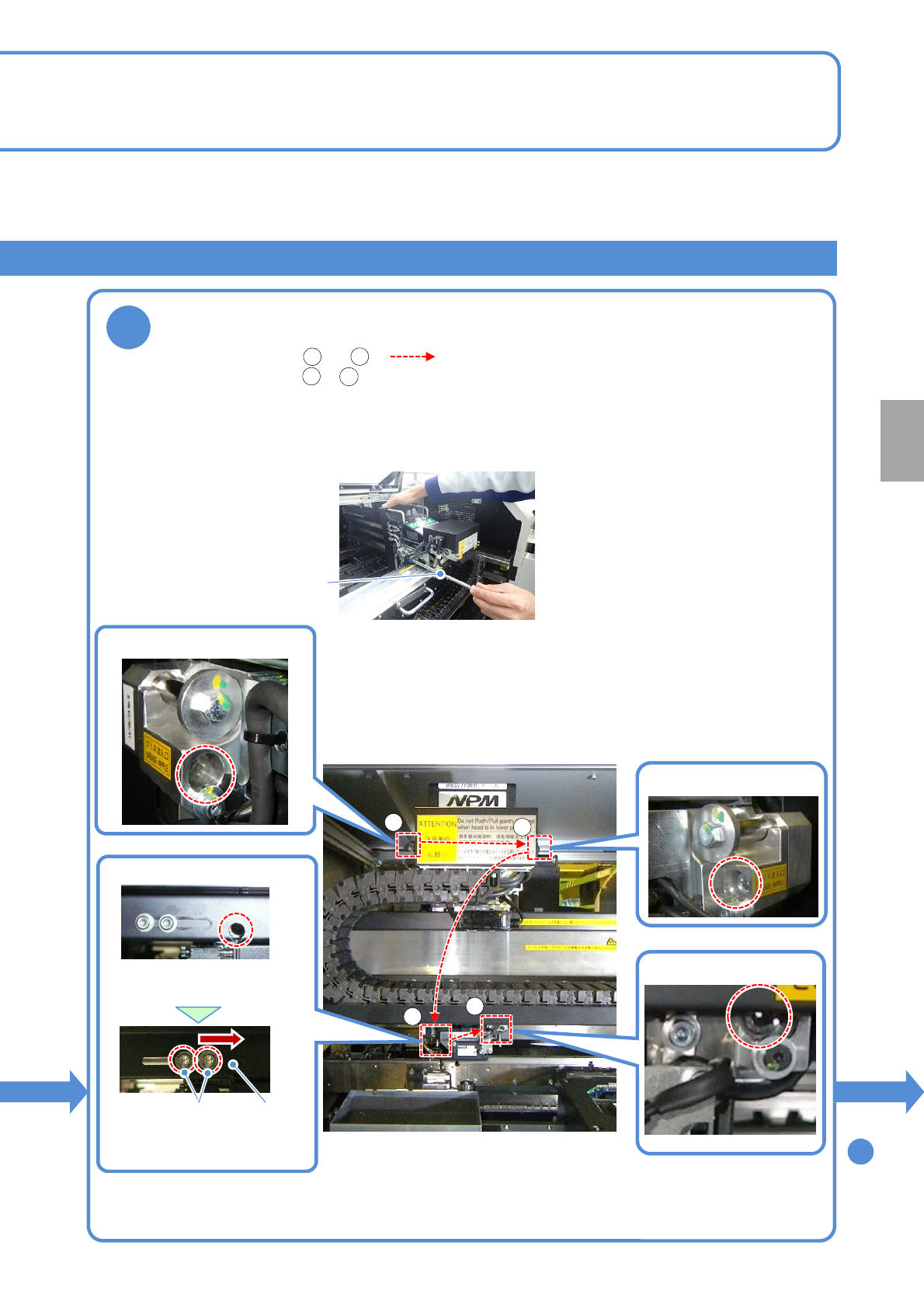
以固定螺栓暂时紧固贴装头
●使用长钻头,按照 ~ ()的顺序暂时紧固固定螺栓(4处)。
●暂时紧固固定螺栓 、 时,在连接了连接器的状态下,将贴装头按压到贴装头托板上的同
时实施紧固。
●如果按照错误的步骤实施了作业,有可能会导致固定螺栓或者塞孔发生破损。
1
4
1
2
7
顺序
NPM-TT2 EJM1EC-MB-11M-02
11-1-9
贴装头的安装 2
10
8
9
7
扭矩扳手
长钻头
●将贴装头移动到可看见螺栓
的位置。
挡板
●固定螺栓后,关闭挡板。
拧紧螺栓
贴装头右下部
1
贴装头右上部
3
贴装头左上部
4
贴装头左下部
2
ON
解锁
更换吸嘴交换器
●更换成与所安装贴装头相应
的吸嘴交换器。
以固定螺栓正式紧固贴装头
●使用长钻头、扭矩扳手,按照 ~ ()的顺序,以如下所示的紧固扭矩规格值正
式紧固固定螺栓(4处)。
●如果按照错误的步骤实施了作业,有可能会导致固定螺栓或者塞孔发生破损。
●紧固扭矩规格值: 9.8 ±0.5 Nꞏm
1
4
维修保养篇
11-1
贴装头和吸嘴交换器的更换 5
NPM-TT2 EJM1EC-MB-11M-02
11-1-10
更
换
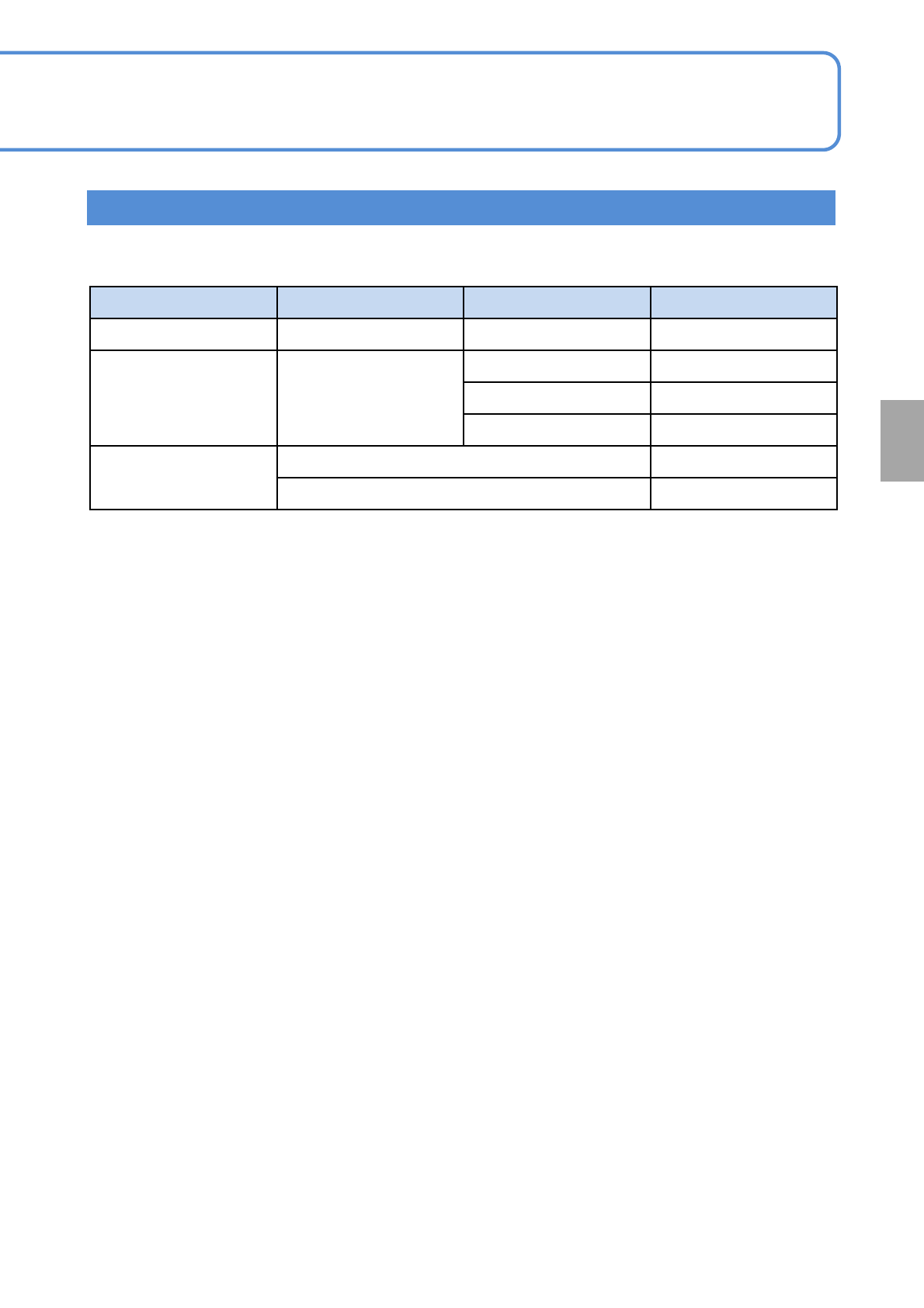
STEP
项目 动作 参阅
STEP2
贴装头/面补正Z 高度计测
(→P.13-1-2、13-4)
STEP3
治具站
扫描位置
(→P.13-1-2、13-10)
吸嘴交换器高度
(→P.13-1-2、13-10)
贴装头偏移量
(→P.13-1-2、13-10)
精度验证
实装精度反映
(→P.13-1-2、13-15)
实装精度 验证
(→P.13-1-2、13-15)
更换贴装头后,请必须进行校准和精度验证。
校准