FX-3_Instruction_Manual_Rev00_C.pdf - 第142页
第1部 基本篇 第2章 生产 2-37 2-7-1-4 销基准的调整方法(选项) 定心销包括“基准销”和“从动销”,基板停止侧的销为基准销。 基准销和从动销的调整方法相同,但调整基准销后,需要重新设置“贴片基准位置” (请参见“2-7-1-5 贴片基准位置的调整”)。 一般的基板从端点到基准销中心的距离 X、Y 都是 5mm。 因此,要调整时只把从动销向 X 方向移动就可。 <步骤> (1) 请从菜单栏[生产]选择[支援准备…
第1部 基本篇 第2章 生产
2-36
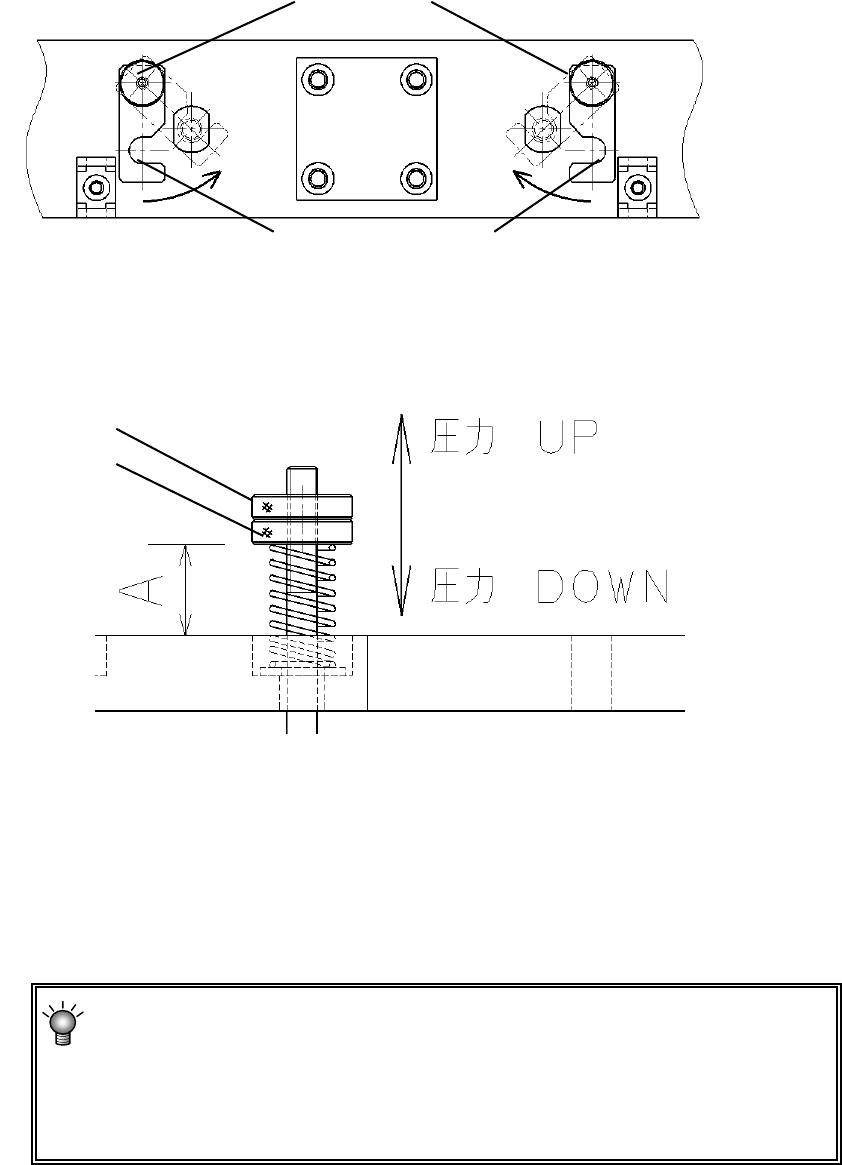
为防止薄型基板被 Y 夹杆压挤变形,可松开垫片锁止,像上图那样转动行程垫片,用垫片锁止
固定,使 Y 夹杆的行程为 0.5mm。
传送宽度相对于基板的间隙过大时,因为推不到位,请对自动调整基板宽度的余宽进行微调整。
关于夹具基板等重基板,可以通过调整弹簧力来调整压力。
一边按住调节螺母1,一边松调节螺母2,转动调节螺母1调整弹簧力。调整后,一边按住调节螺
母1,一边拧紧调节螺母2并进行锁止。
注)大致标准A尺寸在18mm时约为13N(1.35kgf),1mm位移时变化约为12.7N(1.3kgf)。
图 2-7-1-3-1-2 夹杆压力调整
弹簧压力调整 一般情况下请不要随意变动。
如果压力比出厂时大幅度降低,则动作时有可能错位。
进行调整前请记录出厂时的“压力计③”值(指针只在夹杆为 ON 时振动),非 必
要时请恢复到原来的值。
行程垫片
垫片锁止
调节螺母 2
调节螺母1
第1部 基本篇 第2章 生产
2-37
2-7-1-4 销基准的调整方法(选项)
定心销包括“基准销”和“从动销”,基板停止侧的销为基准销。
基准销和从动销的调整方法相同,但调整基准销后,需要重新设置“贴片基准位置”
(请参见“2-7-1-5 贴片基准位置的调整”)。
一般的基板从端点到基准销中心的距离 X、Y 都是 5mm。
因此,要调整时只把从动销向 X 方向移动就可。
<步骤>
(1)请从菜单栏[生产]选择[支援准备]。
按下[传送控制]按钮。
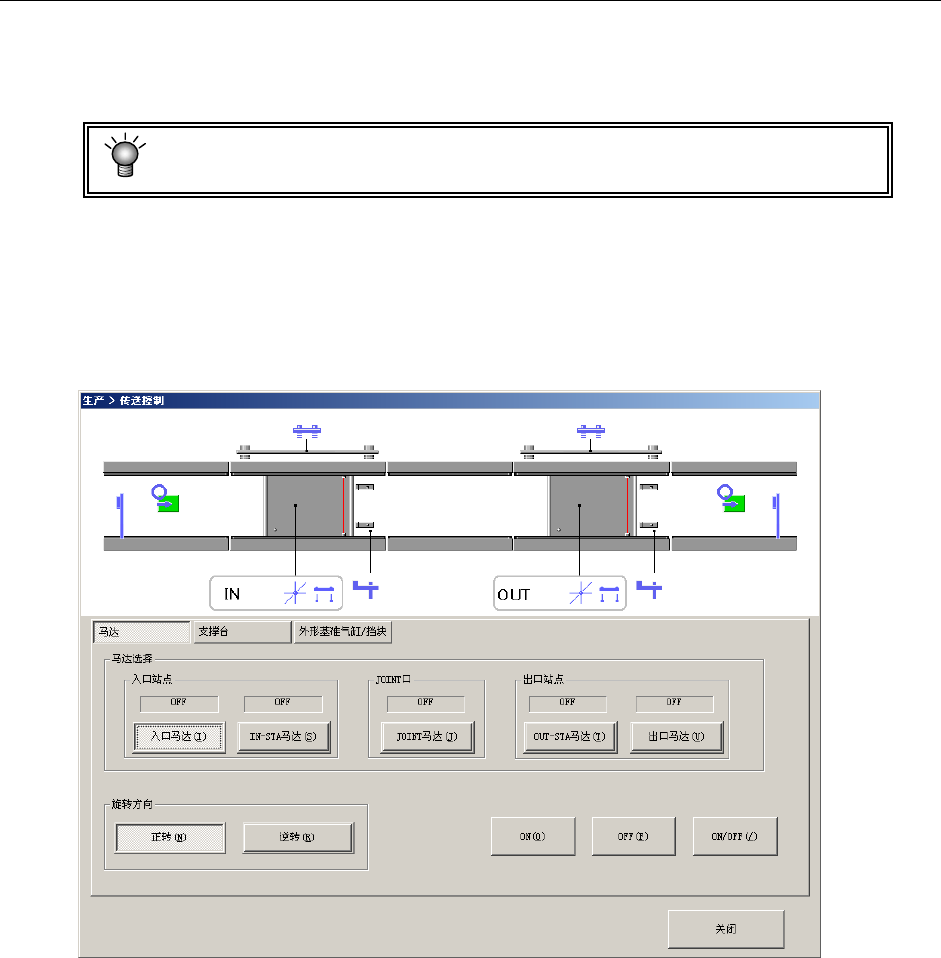
显示传送控制画面如下:
图 2-7-1-4-1 传送控制画面
※ “传送控制”的操作方法
① 从[马达]、[支撑台]、[外形基准汽缸/挡块]各个标签画面选择移动部位。
② 边按动[ON/OFF]按钮控制动作,边进行调整。
●选择[支撑台]时,可以指定[移动位置坐标](支撑台上升时的高度)。
第1部 基本篇 第2章 生产
2-38
(2) 拧松定心销(从动侧)导块。
把导块螺栓·支撑台手柄转动,拧松。
详请参见前述2-7-1-3 外形基准的调整方法。
(3) 请把挡块⑭⑮“ON”。
选择挡块
,按下“ON/OFF”。
(4) 把生产基板顶在挡块⑭⑮上。
基板与挡块接触的部分因有缺口等而不稳时,请拧松挡块底部的螺丝(2根),用手移动调整。
详请参见前述2-7-1-3 外形基准的调整方法。
(5) 将基板侧的孔对准定心销。
● 测量基板的孔间距,将基准销和从动销暂时固定在与其间距相等的位置上,则
比较容易对齐。
● 移动基准销时,请在挡块⑭⑮和基板间设置 0.5mm 的间隙。
如果间隙过小,基板有可能无法顺利地设置。
(6) 进行微调以使定心销能顺利插入基板孔中。
操作“支撑台” ON/OFF,进行调整。
● 即使上升支撑台,销也不能到达基板孔时
① 请确认定心销是否上升。若位置在下面,请提高定心销。(参见图 2-7-1-3-2)
② 确认“个别控制”的“移动坐标”的设定值是否正确。
完成定心销位置调整后,请在移动坐标中输入“- 基板厚度”。
(当基板厚度为 1mm 时,设定为“-1mm”)