SI-F209_Manual(J)JPG_rev1.pdf - 第104页
S 軸セットアップ HLF-20315-01 S 軸セット アップ SHEET 3/10 4. 隙間調整後、 設定 ボタンをクリックします。 トレイオフセット画面のトレイ 1 後退欄の数値が 更新されます。 終了 ボタンをク リックして、 S 軸 -1 画面を閉じま す。 5 S 軸の待機位置を設定します。 1. 待機の数値欄をダブルクリックします。 数値欄が選択され、数値入力ができる状態にな ります。 2. 新しく設定された後退の値に…
S 軸セットアップ
HLF-20315-01
S 軸セットアップ
SHEET
2/10
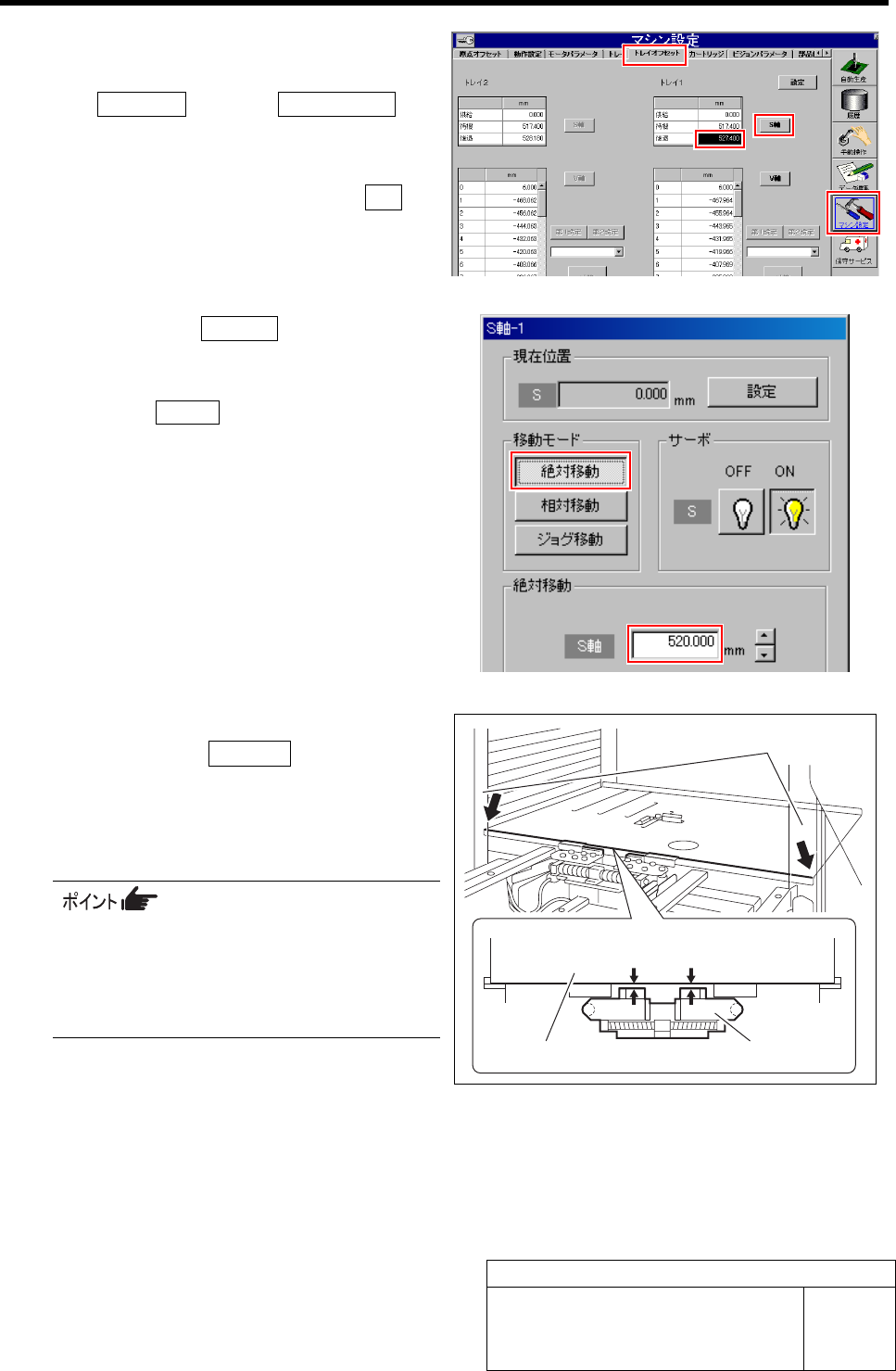
3 トレイ 1 側の S 軸を絶対移動で「520 mm」の位
置まで後退させます。
1. マシン設定 メニューÎトレイオフセット タ
ブの順にクリックします。
トレイオフセット画面が表示されます。
2. トレイ 1 の後退の数値欄を選択し、S 軸 ボ
タンをクリックします。
S 軸-1 の操作画面が表示されます。
3. 移動モードの絶対移動 ボタンをクリックし
ます。
4. 絶対移動欄に“520 mm”と入力し、操作パ
ネルの START ボタンを押します。
S 軸が 520 mm の位置まで後退します。
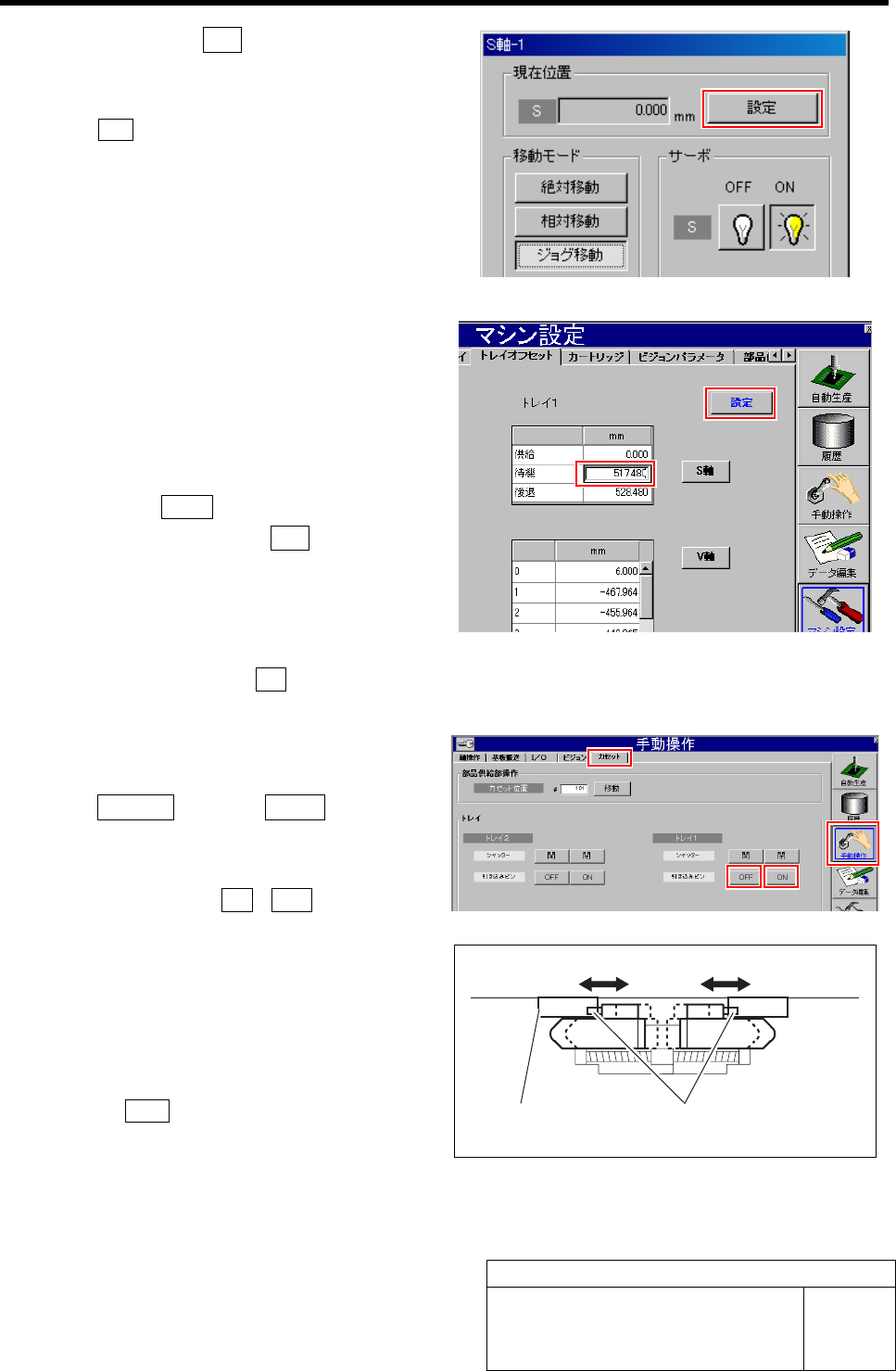
4 S 軸の後退位置を調整します。
1. S 軸-1 画面のジョグ移動 ボタンをクリックし
ます。
2. 上カーソルキーを押して、S 軸可動部を S
軸冶具パレット端面から 0.3 mm 手前の位
置までジョグ移動させます。
・ キーボードの Shift キーを押すと、ジョグ移動
の高速/低速を切り替えることができます。
・カーソルキー1 ショットの移動量
ジョグ高速:0.6 mm
ジョグ低速:0.06 mm
3. S 軸冶具パレットをシャッターに軽く押し当
てながら、S 軸可動部と S 軸冶具パレット端
面との隙間が 0.3 mm になっていることをシ
ックネスゲージで確認します。
シャッター
S 軸可動部 S 軸冶具パレット
隙間(0.3 mm)
S 軸セットアップ
HLF-20315-01
S 軸セットアップ
SHEET
3/10
4. 隙間調整後、設定 ボタンをクリックします。
トレイオフセット画面のトレイ 1 後退欄の数値が
更新されます。
終了 ボタンをクリックして、S 軸-1 画面を閉じま
す。
5 S 軸の待機位置を設定します。
1. 待機の数値欄をダブルクリックします。
数値欄が選択され、数値入力ができる状態にな
ります。
2. 新しく設定された後退の値に対してマイナ
ス 10 mm の値を待機欄にキーボードから
入力し、Enter ボタンを押します。
3. 青色で表示されている設定 ボタンをクリッ
クします。
S 軸の後退位置と待機位置が装置に記憶され、
メッセージ画面に“再起動して下さい”と表示さ
れます。
4. 再起動は行わずに、OK ボタンをクリックし
てそのまま次の手順に進みます。
6 S 軸ピンと S 軸冶具パレットの位置関係を確認
します。
1. 手動操作 メニューÎカセット タブの順に
クリックします。
カセット画面が表示されます。
2. 引き込みピンの ON/OFF ボタンをクリッ
クして、S 軸ピンが S 軸冶具パレットのフック
に干渉しないで動作することを確認します。
7 トレイ 2 側の S 軸可動部の位置調整は、手順 1
~6 と同様の手順で行ってください。
8 トレイ 1、トレイ 2 側の S 軸可動部の位置調整
終了後、HI 画面を表示させた状態で、操作パ
ネルの ORG ボタンを押します。
装置が原点復帰します。
フック
S 軸ピン
S 軸セットアップ
HLF-20315-01
S 軸セットアップ
SHEET
4/10
[トレイ吸着原点のセットアップ]
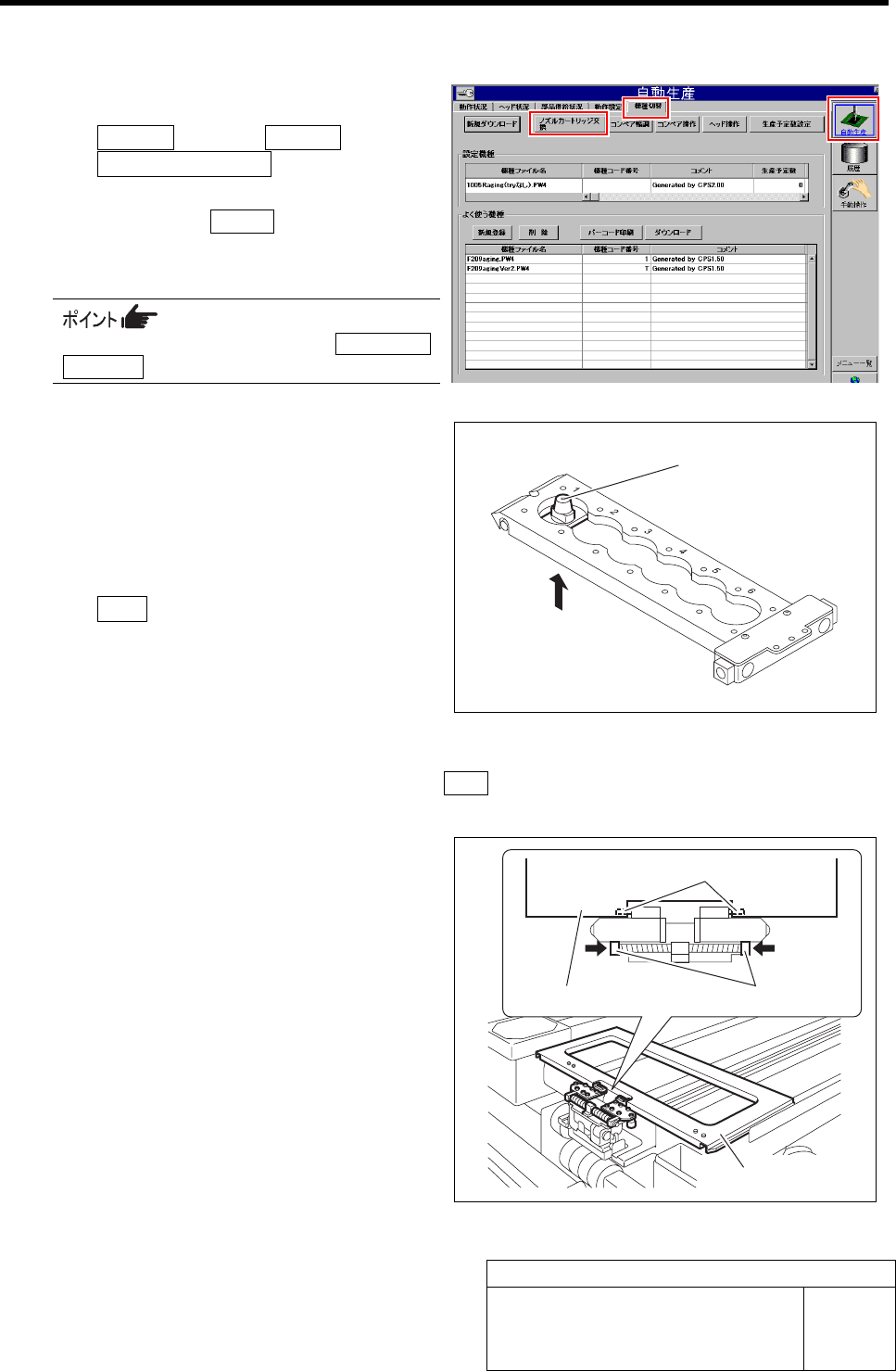
1 冶具ノズル 3 を取り付けます。
1. 自動生産 メニューÎ機種切替 タブÎ
ノズルカートリッジ交換 ボタンの順にクリッ
クします。
2. 操作パネルの START ボタンを押します。
ヘッド部がノズルカートリッジの交換位置に移動
します。
インターロックを ON にした状態で、ノズルカート
リッジ交換 ボタンをクリックしてください。
3. ノズルカートリッジの両側のボタンを押しな
がら、ノズルカートリッジを引き抜きます。
4. ノズルカートリッジ No.1 の位置に下側から
冶具ノズル 3 を取り付けます。
5. ノズルカートリッジを元の位置にセットし
ます。
6. 閉じる ボタンをクリックして、ノズル交換完
了のメッセージ画面を閉じます。
2 装置の原点復帰を行います。
1. HI 画面を表示させた状態で、操作パネルの ORG ボタンを押します。
装置が原点復帰します。
3 トレイ吸着原点冶具を取り付けます。
1. トレイ吸着原点冶具を S 軸上に置きます。
2. S 軸可動部両端のボタンを押しながら、トレ
イ吸着原点冶具の穴に S 軸ピン入れます。
冶具ノズル 3
トレイ吸着原点冶具 ボタン
S 軸ピン
トレイ吸着原点冶具