SI-F209_Manual(J)JPG_rev1.pdf - 第132页
コンベア幅調整 HLF-20318-01 コンベア幅調整 SHEET 1/2 コンベア幅調整 [必要な冶具] • 冶具は使用しません [作業手順] 1 コンベアの原点復帰を行います。 1. 手動操作 メニュー Î 基板搬送 タブ Î コンベア幅調 ボタンの順にクリックします。 コンベア幅調画面が表示されます。 2. コンベア幅調画面が表示された状態で、 操 作パネルの ORG ボタン を押します。 コンベアが原点復帰します。 2 コンベ…
ソフトウェアリミットセットアップ
HLF-20317-01
ソフトウェアリミットセットアップ
SHEET
9/9
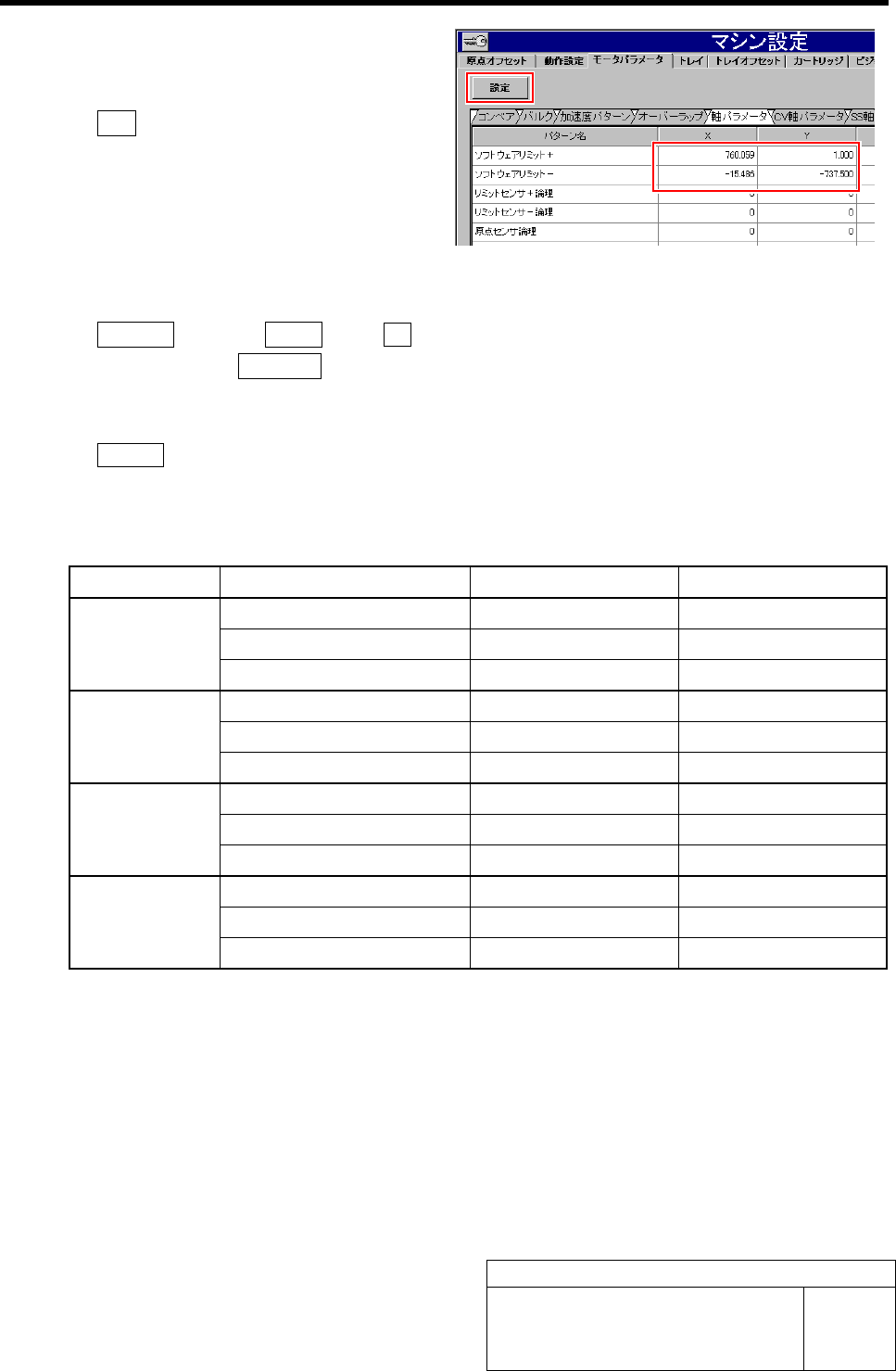
2. ソフトウェアリミット+、-行の XY 欄に
手順 7 で算出したソフトウェアリミット座標を
入力します。
3. 設定 ボタンをクリックします。
設定したソフトウェアリミットの値が保存され
ます。
9 ソフトウェアリミット動作時の座標を確認します。
1. 手動操作 メニューÎ軸操作 タブÎXY ボタンをクリックします。
2. XY 軸操作画面でジョグ移動 ボタンをクリックします。
3. カーソルキーを押して、X-CW、X-CCW、Y-CW、Y-CCW のそれぞれの方向にソフトウェアリミットエラ
ーが表示されるまでヘッドを移動させます。
4. RESET ボタンを押してアラームを解除し、軸操作画面上に表示されている XY 座標が下記の規格に
入っていることを確認します。
<規格表>
カセット番号 座標 X軸隙間 Y軸隙間
吸着位置 X軸座標 Y軸座標
ソフトウェアリミット 73±0.05 mm 5±0.05 mm 以上
Z101
オーバートラベル 0.5 mm 以上 0.5 mm 以上
吸着位置 X軸座標 Y軸座標
ソフトウェアリミット 1±0.05 mm 5±0.05 mm
Z140
オーバートラベル 0.5 mm 以上 0.5 mm 以上
吸着位置 X軸座標 Y軸座標
ソフトウェアリミット 規定無し 規定無し
トレイ R
オーバートラベル 0.5 mm 以上 0.5 mm 以上
吸着位置 X軸座標 Y軸座標
ソフトウェアリミット 規定無し 規定無し
トレイ L
オーバートラベル 0.5 mm 以上 0.5 mm 以上
コンベア幅調整
HLF-20318-01
コンベア幅調整
SHEET
1/2
コンベア幅調整
[必要な冶具]
• 冶具は使用しません
[作業手順]
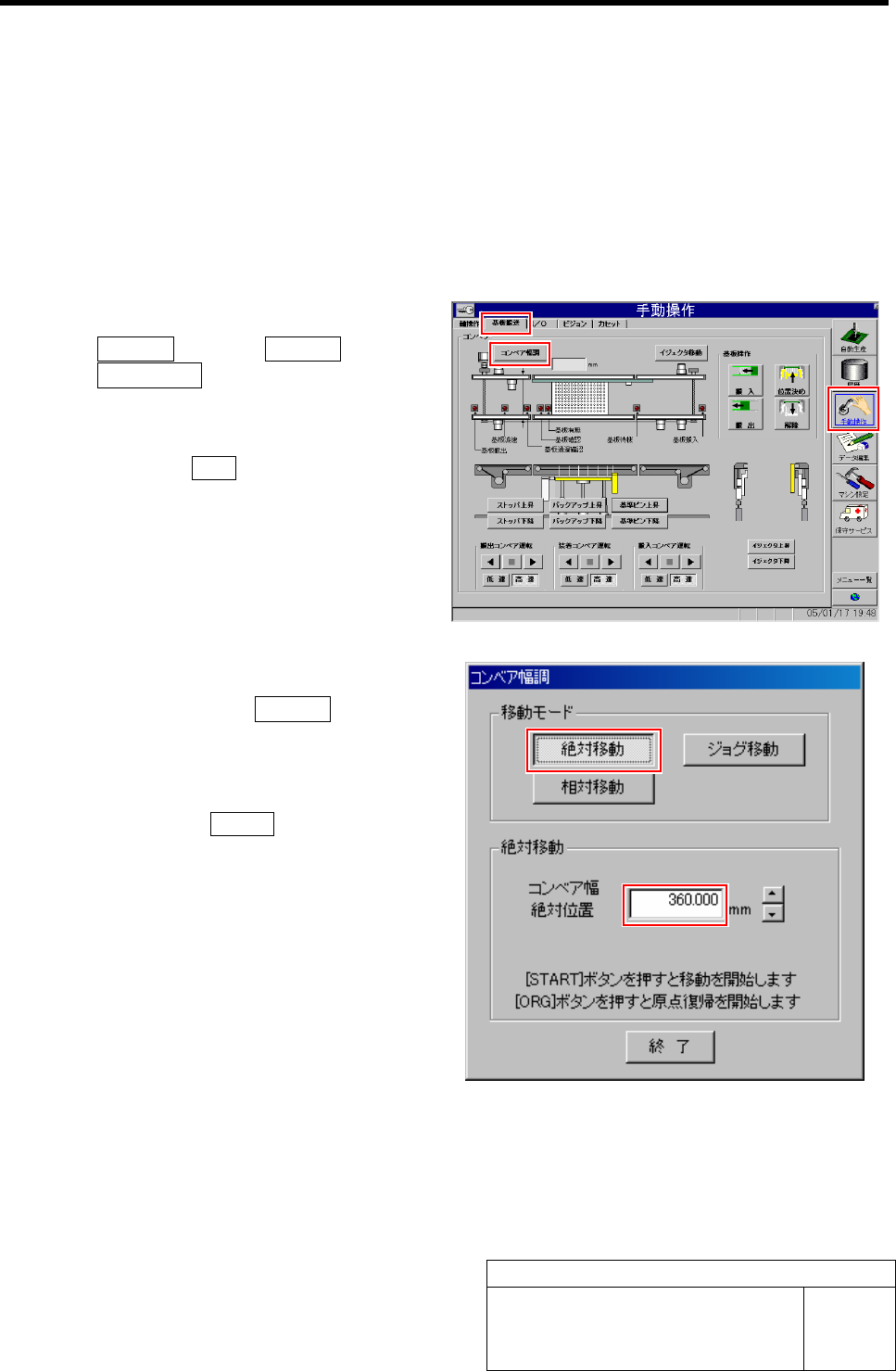
1 コンベアの原点復帰を行います。
1. 手動操作 メニューÎ基板搬送 タブÎ
コンベア幅調 ボタンの順にクリックします。
コンベア幅調画面が表示されます。
2. コンベア幅調画面が表示された状態で、操
作パネルの ORG ボタンを押します。
コンベアが原点復帰します。
2 コンベア幅を 360 mm にします。
1. コンベア幅調画面の絶対移動 ボタンをクリ
ックします。
2. コンベア幅絶対位置の入力欄に「360」と入
力します。
3. 操作パネルの START ボタンを押します。
コンベア幅が 360 mm の位置まで広がります。
コンベア幅調整
HLF-20318-01
コンベア幅調整
SHEET
2/2
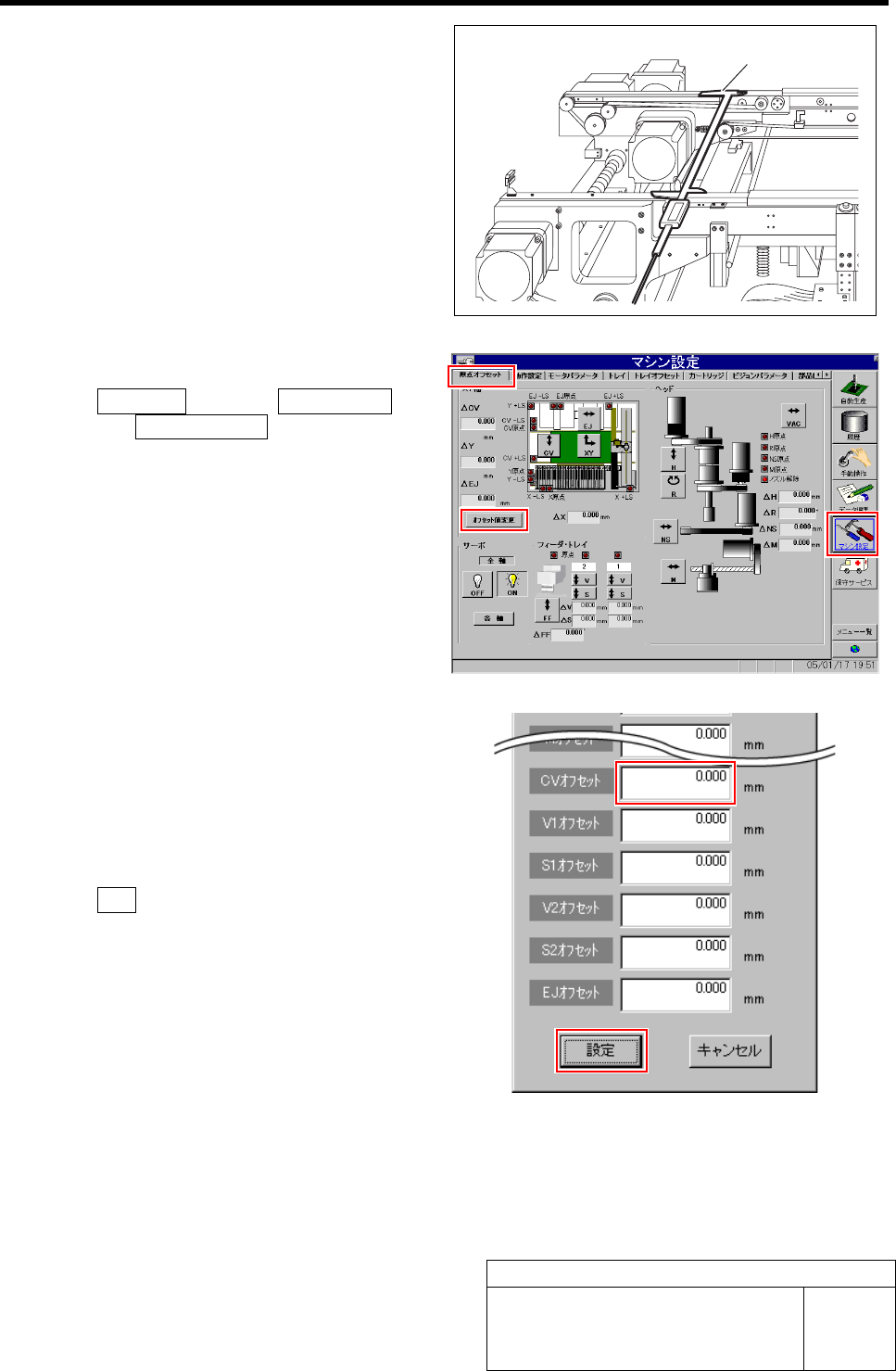
3 コンベア幅をデジタルノギスで測定します。
4 オフセット値変更画面を表示させます。
1. マシン設定 メニューÎ原点オフセット タ
ブÎオフセット値変更 ボタンの順にクリック
します。
オフセット値変更画面が表示されます。
2. 手順 3 で測定したコンベア幅と規格値
「360.5 mm」との差分値を CV オフセット欄
に入力します。
例: 測定値 360.0 mm・・・・・入力値「-0.5」
測定値 360.2 mm・・・・・入力値「-0.3」
3. 設定 ボタンをクリックします。
コンベア幅のオフセットが設定され、オフセット値
変更画面が閉じます。
5 手順 1~3 と同様の手順で、コンベア幅を手動操作で再度 360 mm に移動させ、デジタルノギスでコンベア
幅が規格値(360.5 ±0.2 mm)になっていることを確認します。
コンベア幅が規格に入っていない場合は、規格値内に入るまで手順 1~4 を繰り返し行います。
デジタルノギス