SI-F209_Manual(J)JPG_rev1.pdf - 第143页
Y 軸 Z 相合わせ HLF-20402-01 Y 軸 Z 相合わせ SHEET 3/3 11 Z 相設 定位置を確認します。 1. 再度、 Y 軸可動部にダイヤルゲージをセットします。 2. Y 軸ボールネジを手で回し、 ORG センサのドグ検出位置で Y 軸を停止させます。 3. このときのダイヤルゲ ージの目盛りが「 5±2 mm 」になっ ていることを確認 します。 許容誤差: ± 2 mm ( 目標: ±1 mm) 12 ダイ…
Y 軸 Z 相合わせ
HLF-20402-01
Y 軸 Z 相合わせ
SHEET
2/3
5 ORG センサのドグ検出位置を測定します。
1. ダイヤルゲージの目盛りを読みます。
この値が ORG センサを感知してから停止するま
での現状の Y 軸の移動量です。
例:9.5 mm
6 現状の移動量と Z 相設定移動量「5 mm」との差を求めます。
例:現状の移動量(9.5 mm)-Z 相設定移動量(5 mm)=調整値(4.5 mm)
この例では、設定移動量「5 mm」に対し、現状の移動量が 9.5 mm と大きいため、4.5 mm ほど移動量を小さくする調整
が必要となります。
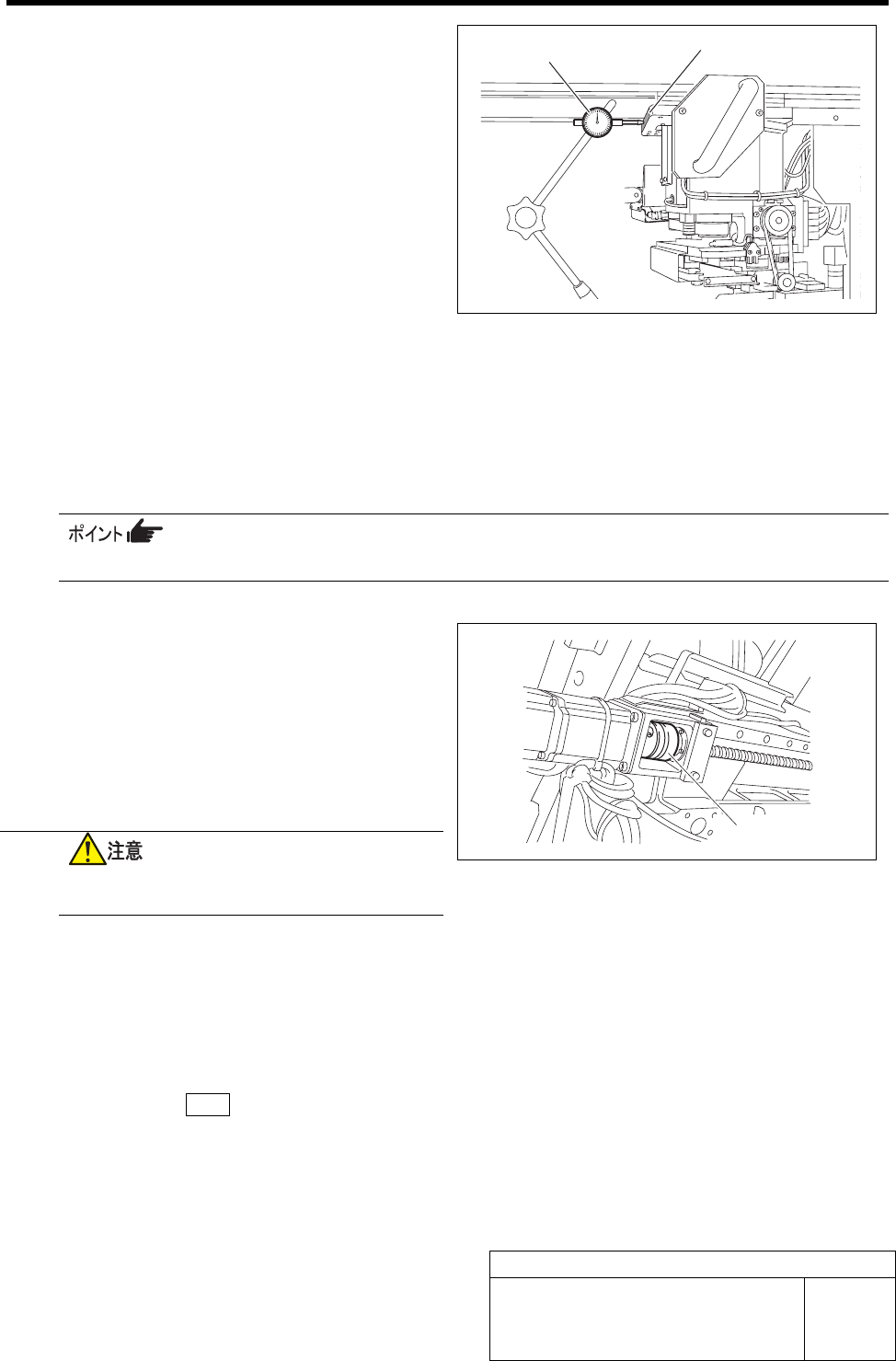
7 Z 相設定位置の調整を行います。
モータとボールネジの位置関係を調整することで、Z 相設定位置の調整を行います。
1. カップリングのビスを緩めるための作業スペ
ースを確保するために、ヘッド部を前方へ
移動させます。
2. カップリングのボールネジ側のビス M4 を緩
めます。
3. ダイヤルゲージの目盛りが「5.0 mm」にな
るように Y 軸を移動させます。
Y 軸を動かすときは、カップリングが動かないよ
うにしてください。
4. カップリングのボールネジ側ビス M4 をトルクドライバーで締め付けます。
締め付けトルク:3.4 N・m
8 ダイヤルゲージを取り外します。
9 非常停止スイッチを矢印方向に回し、非常停止状態を解除します。
10 操作パネルの ORG ボタンを押し、原点復帰を行います。
Y 軸可動部端面
ダイヤルゲージ
カップリング

Y 軸 Z 相合わせ
HLF-20402-01
Y 軸 Z 相合わせ
SHEET
3/3
11 Z 相設定位置を確認します。
1. 再度、Y 軸可動部にダイヤルゲージをセットします。
2. Y 軸ボールネジを手で回し、ORG センサのドグ検出位置で Y 軸を停止させます。
3. このときのダイヤルゲージの目盛りが「5±2 mm」になっていることを確認します。
許容誤差:±2 mm (目標:±1 mm)
12 ダイヤルゲージを取り外します。
Z 相と ORG センサの位置確認
HLF-20403-01
Z 相と ORG センサの位置確認
SHEET
1/3
Z 相と ORG センサの位置確認
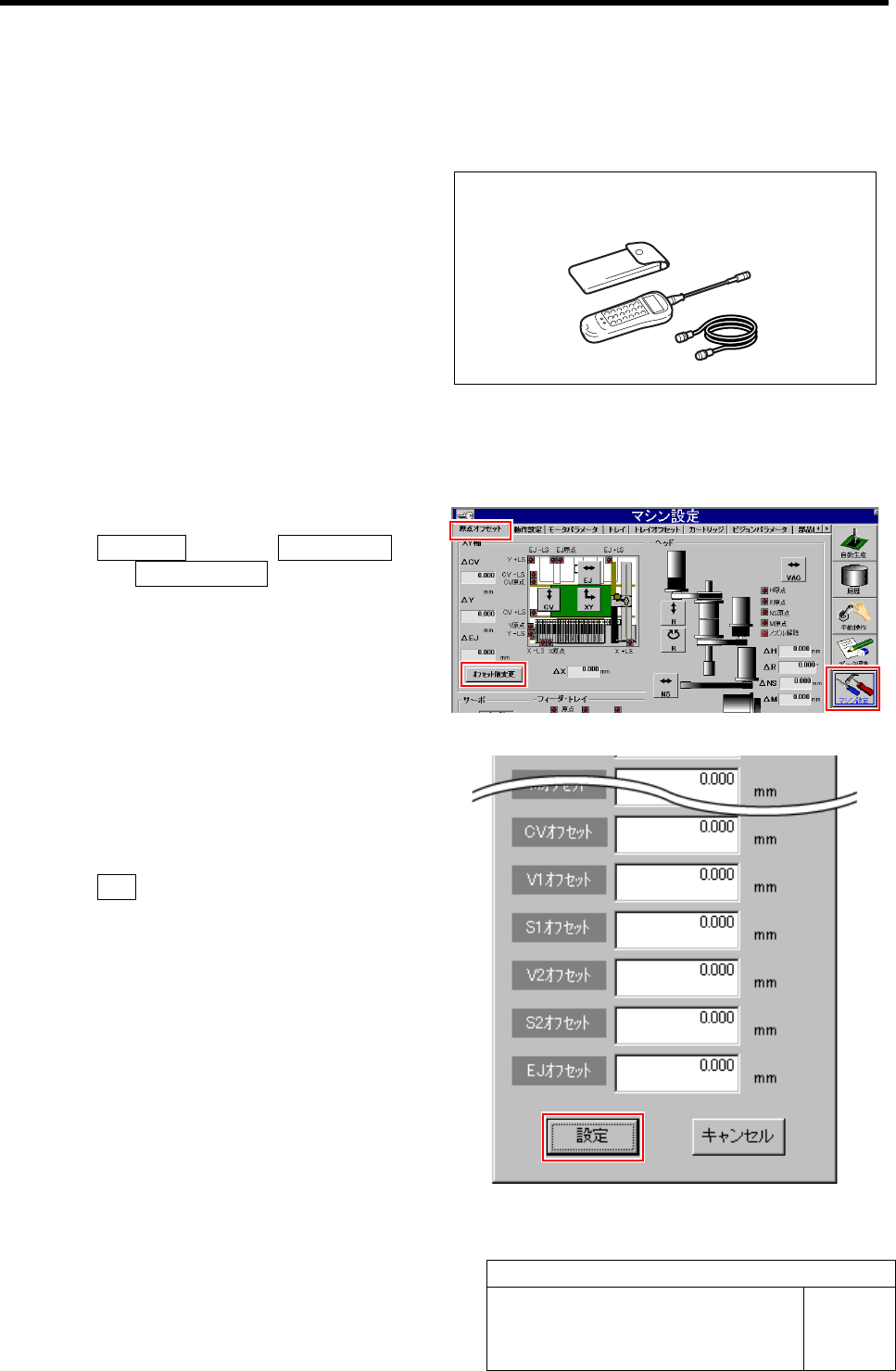
[必要な冶具]
• テンションメータ
[作業手順]
1 オフセット値を“0”に設定します。
1. マシン設定 メニューÎ原点オフセット タ
ブÎオフセット値変更 ボタンの順にクリック
します。
オフセット値変更画面が表示されます。
2. H オフセット欄に「-2」を仮入力します。
3. H オフセット以外の値は、すべて“0”である
ことを確認します。
4. “0”でない場合は、“0”を入力しなおし、
設定 ボタンをクリックします。
オフセット値が設定され、オフセット値変更画面
が閉じます。
テンションメータ