SI-F209_Manual(J)JPG_rev1.pdf - 第149页
F 軸 Z 相合わせ HLF-20404-01 F 軸 Z 相合わせ SHEET 3/3 10 けがき線の位置調整ができたら、従属プ ーリーの割り締めネジをプーリーが空転 しない程度に仮締めし ます。 11 従属プーリーのドグ位置が原点センサの感知 位置にあることを確認します。 12 ドグが感知位置に合っている状態で、従属プー リーの割り締めネジを増し締めし ます。 13 ドグが感知位置でない場合、または未感知ぎり ぎりの位置で感知し …
F 軸 Z 相合わせ
HLF-20404-01
F 軸 Z 相合わせ
SHEET
2/3
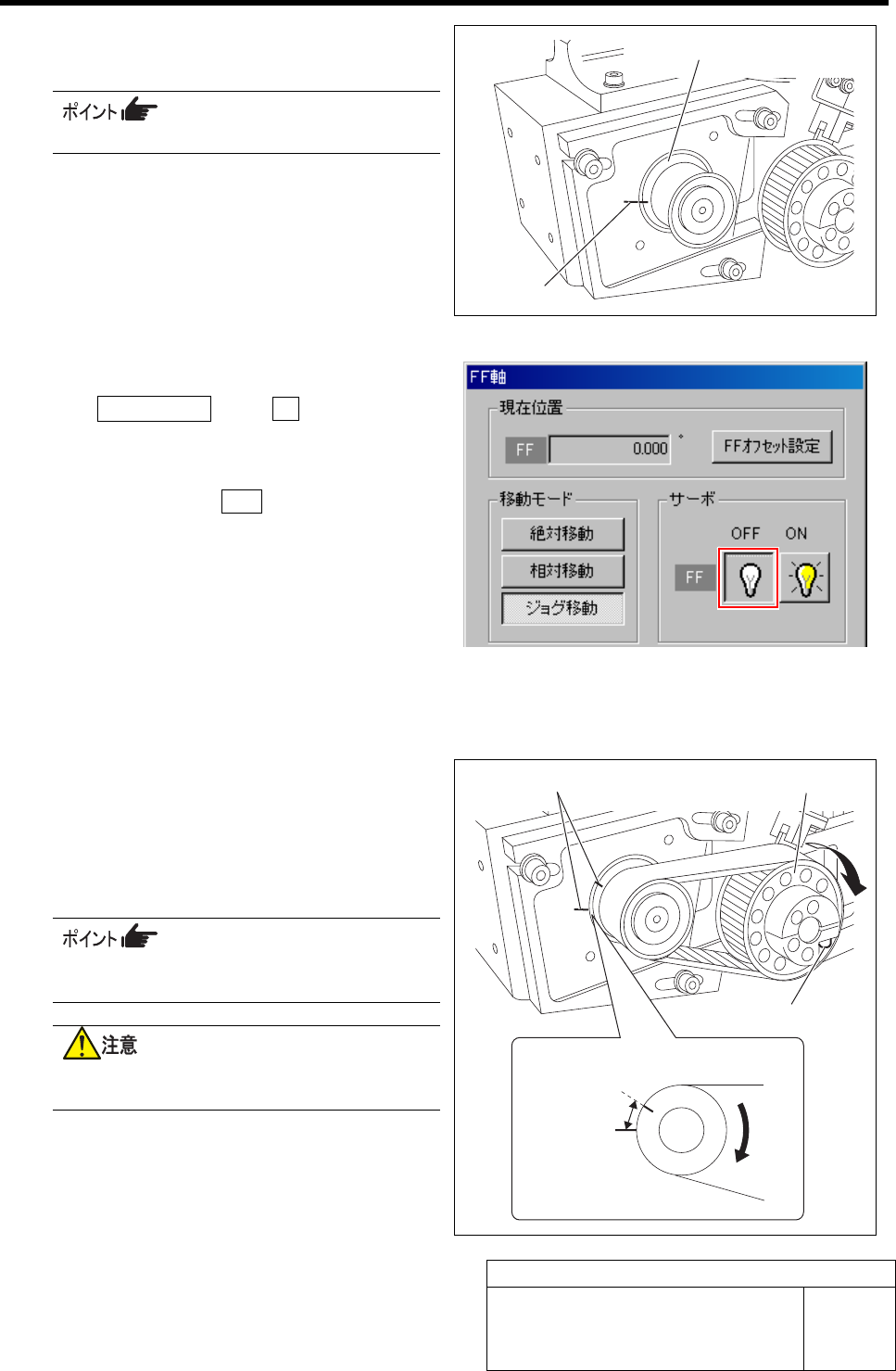
5 モータプーリーとフィード部本体に、けがき線を
書きます。
けがき線はできるだけ細い線で書いてください。
6 FF 軸のサーボを OFF します。
1. 原点オフセット タブÎFF ボタンの順にク
リックします。
FF 軸の操作画面が表示されます。
2. FF 軸のサーボ OFF ボタンをクリックし
ます。
FF 軸のサーボが切れます。
7 ベルトを両ギアに取り付けます。
このとき、モータプーリーとフィード部本体のけがき線
ができるだけ近くになるようにします。
8 従属ギアの割り締めネジを緩め、プーリーをフ
リーにします。
9 フリーになった従属プーリーを時計回りに回し、
モータプーリーのけがき線とフィード部本体の
けがき線との間隔を 2.0±0.5 mm にします。
同時作業としてローラを押し上げ、カムフォロア
を密着させておきます。
従属プーリーを回すときは、軸が回らないように
してください。
けがき線
モータプーリー
けがき線
従属プーリ
割り締めネジ
2.0±0.5 mm
F 軸 Z 相合わせ
HLF-20404-01
F 軸 Z 相合わせ
SHEET
3/3
10 けがき線の位置調整ができたら、従属プーリーの割り締めネジをプーリーが空転しない程度に仮締めし
ます。
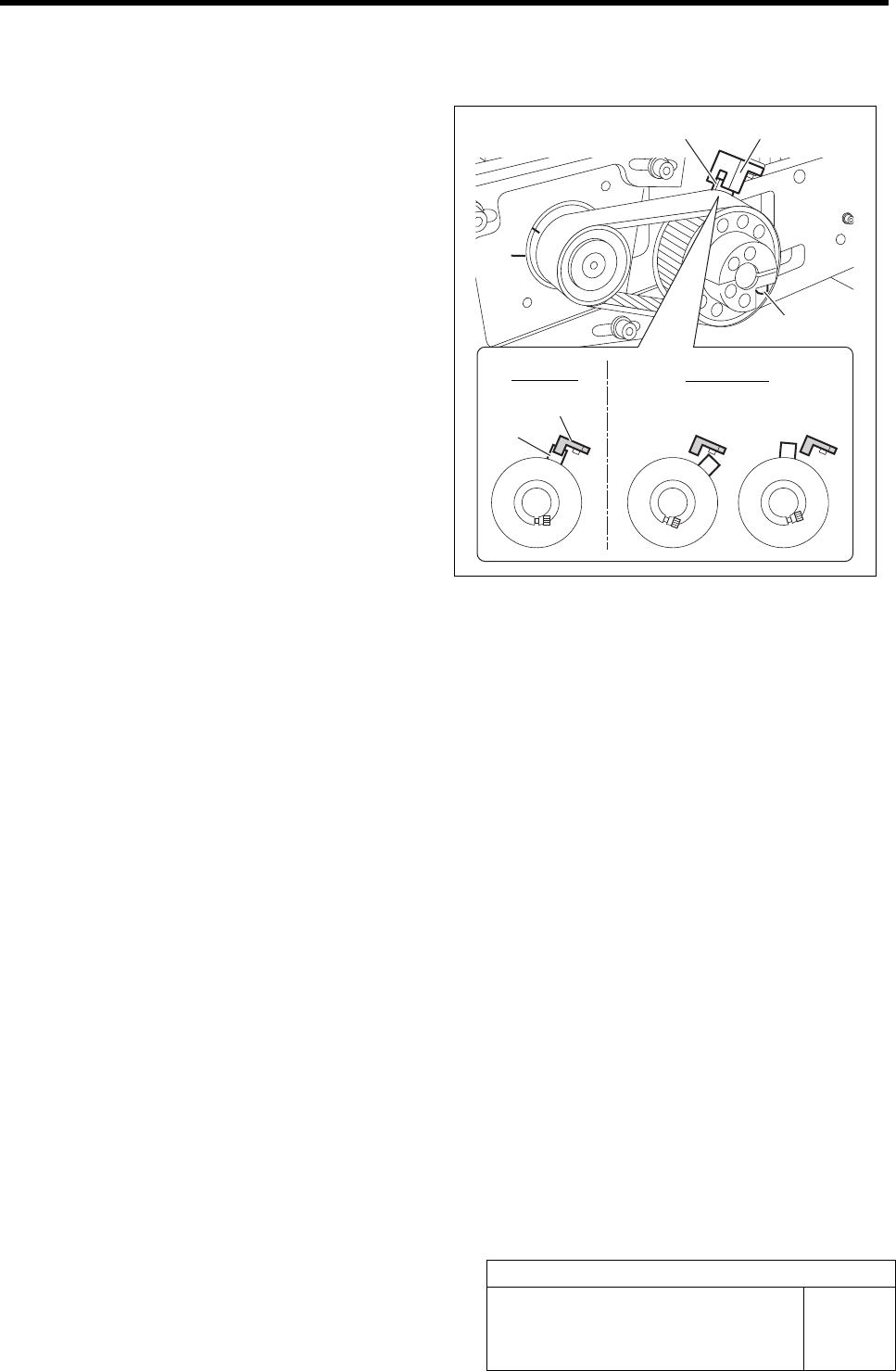
11 従属プーリーのドグ位置が原点センサの感知
位置にあることを確認します。
12 ドグが感知位置に合っている状態で、従属プー
リーの割り締めネジを増し締めします。
13 ドグが感知位置でない場合、または未感知ぎり
ぎりの位置で感知している場合は、次の要領で
ドグ位置調整を行います。
1. 従属プーリーの割り締めネジを緩めます。
2. Z 相のけがき線位置を確認した後、割り締
めネジを増し締めします。
3. ドグ位置を原点センサに合わせます。
ドグ
原点センサ
原点センサドグ
感知位置
未感知位置
割り締めネジ
F 軸ベルトテンション調整
HLF-20405-01
F 軸ベルトテンション調整
SHEET
1/3
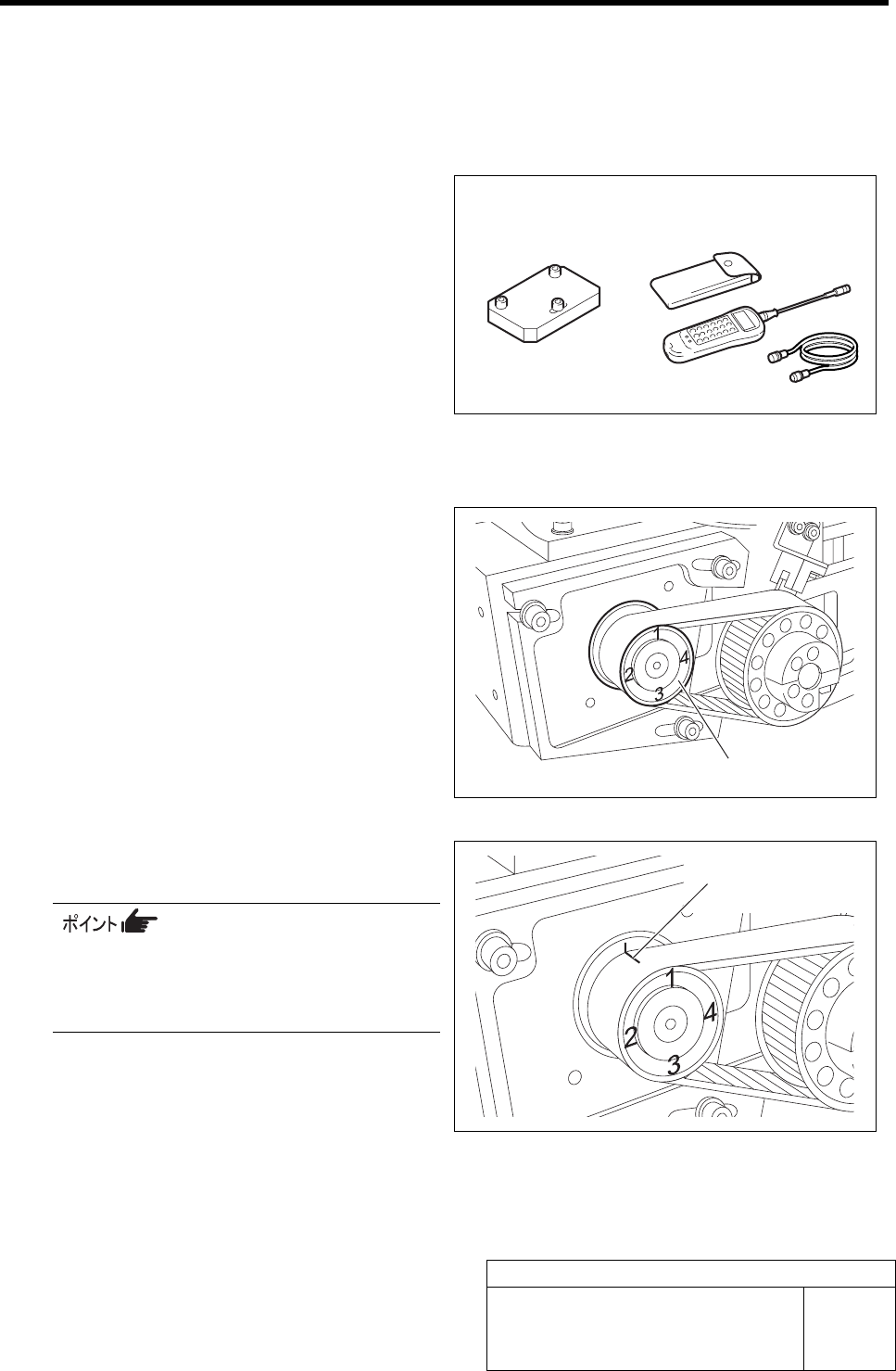
F 軸ベルトテンション調整
[必要な冶具]
• テンションブロック冶具
• テンションメータ
[作業手順]
1 モータプーリーに 90 度間隔で、右図のように
1~4 の番号を書きます。
2 モータプーリーとベルトにけがき線を書きます。
ベルトのテンションを再測定する際は、このけが
き線を合わせた位置で、1 番の測定を始め、2,
3, 4 の順で測定を行います。
(再現性が出るため)
3 テンションメータをセットします。
WEIGHT =2.5 gf/m
WIDTH =15 mm
SPAN =57 mm
テンションブロック冶具 テンションメータ
モータプーリー
けがき線