SI-F209_Manual(J)JPG_rev1.pdf - 第96页
V 軸セットアップ HLF-20314-01 V 軸セット アップ SHEET 5/10 6. 移動モードの 相対移動 ボタンをクリックし ます。 7. 相対移動欄に測定 した段差の値を入 力し、 操作パネルの ST ART ボタンを押します。 V 軸が相対移動します。 例: S 軸に対して V 軸が 2.65 mm 低いときは、 相対移動欄に“ +2.65 mm ”を入力します。 8. 終了 ボタンをクリックして V 軸 -1 画面を…
V 軸セットアップ
HLF-20314-01
V 軸セットアップ
SHEET
4/10
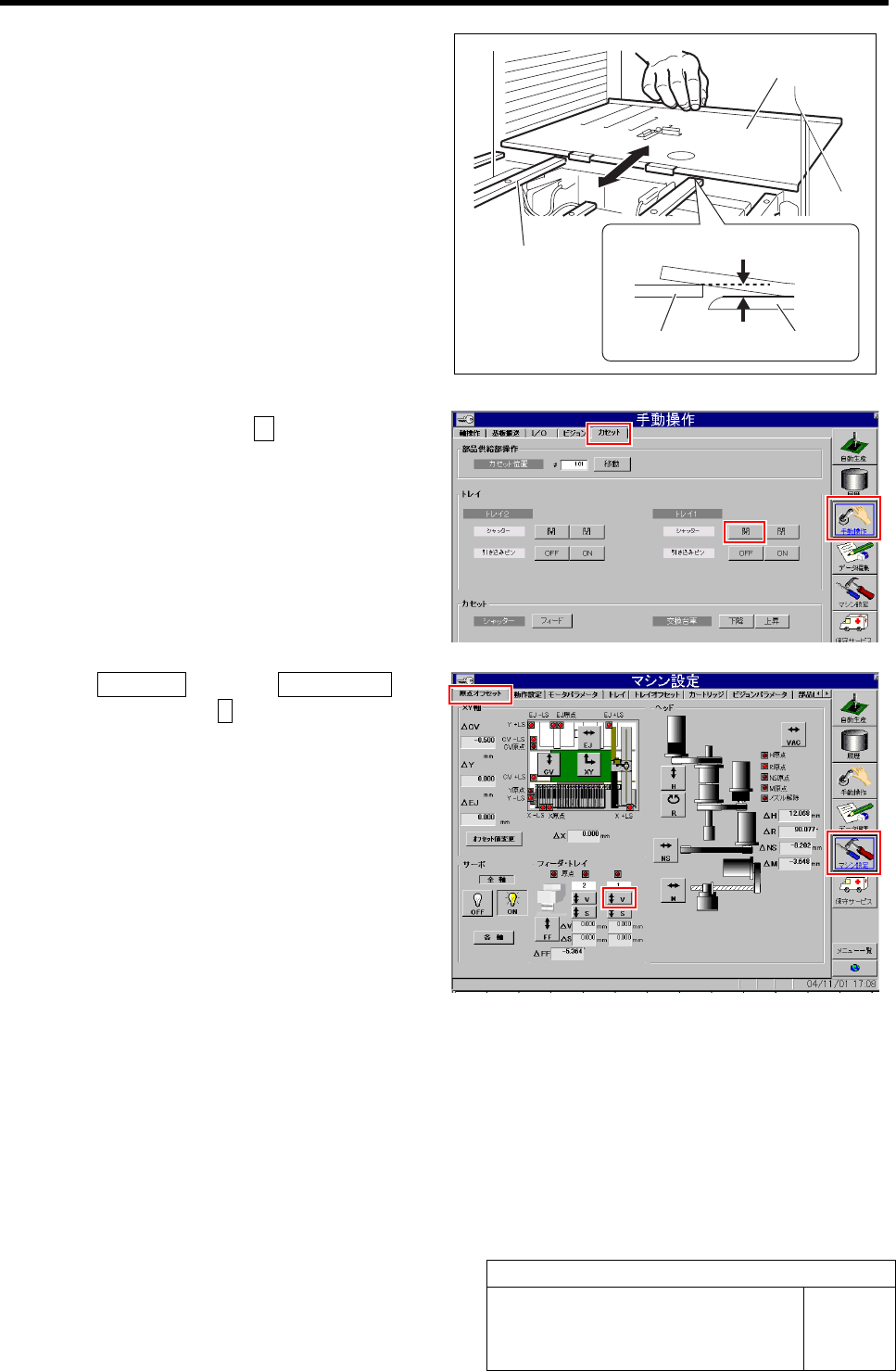
2. 装置背面から S 軸冶具パレットを S 軸側に
出し入れし、V軸と S 軸レールとの段差を確
認します。
S 軸が高いと、S 軸冶具パレットが S 軸レールに
乗り上げてしまいます。
S 軸が低いと、S 軸冶具パレットの下面と S 軸レ
ール上面との間に隙間ができてしまいます。
3. V 軸と S 軸レールとの段差を測定します。
4. トレイ 1 のシャッター閉 ボタンをクリックし
ます。
トレイ 1 のシャッターが閉じます。
5. マシン設定 メニューÎ原点オフセット タ
ブÎトレイ 1 の V ボタンの順にクリックし
ます。
V 軸-1 の操作画面が表示されます。
S 軸レール
S 軸レール
V 軸
S 軸冶具パレット
段差
V 軸セットアップ
HLF-20314-01
V 軸セットアップ
SHEET
5/10
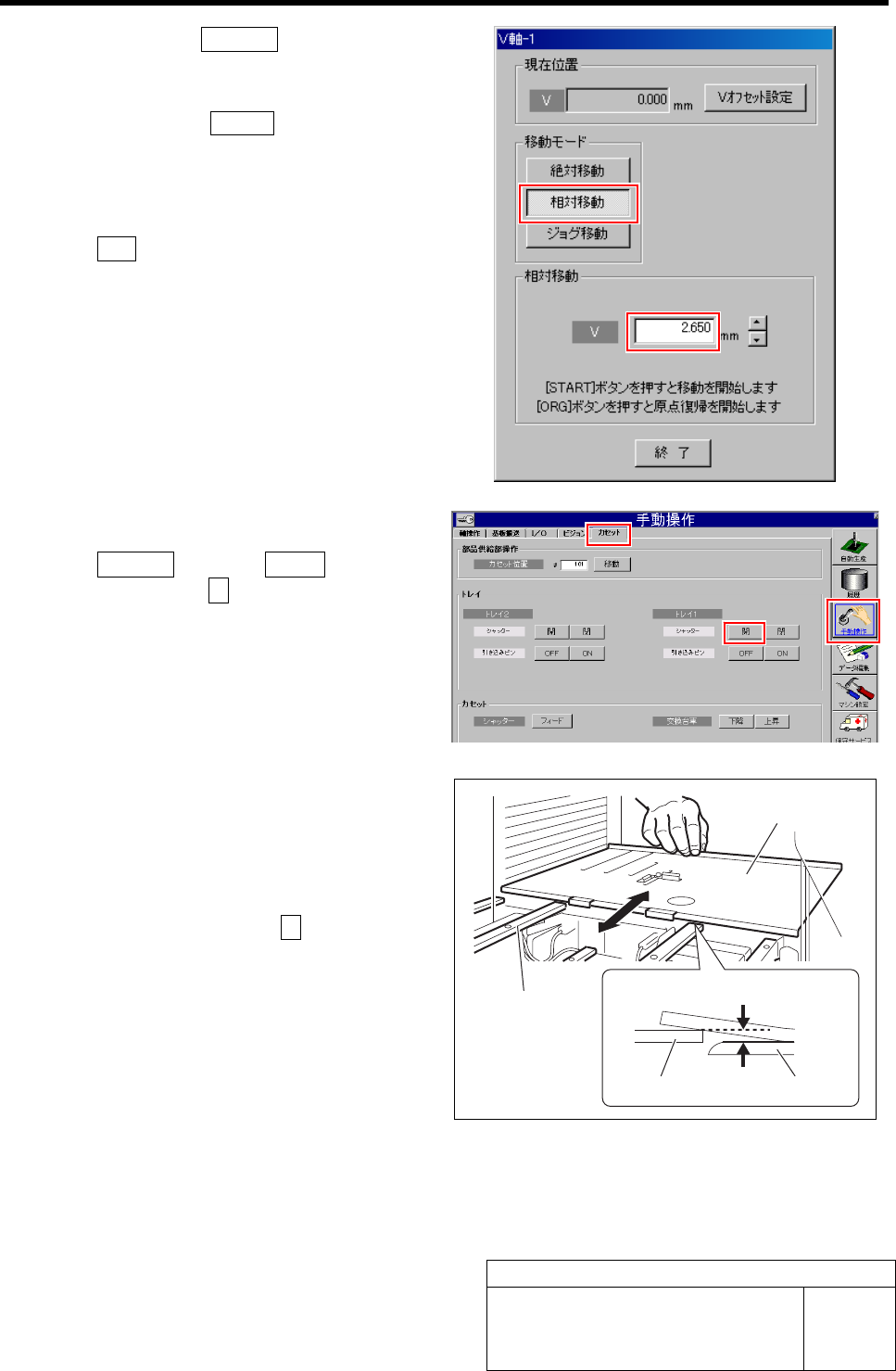
6. 移動モードの相対移動 ボタンをクリックし
ます。
7. 相対移動欄に測定した段差の値を入力し、
操作パネルの START ボタンを押します。
V 軸が相対移動します。
例: S 軸に対して V 軸が 2.65 mm 低いときは、
相対移動欄に“+2.65 mm”を入力します。
8. 終了 ボタンをクリックして V 軸-1 画面を閉
じます。
6 V 軸と S 軸レールとの段差を確認します。
1. 手動操作 メニューÎカセット タブÎトレイ
1 のシャッター開 ボタンの順にクリックし
ます。
トレイ 1 のシャッターが開きます。
2. 装置背面から S 軸冶具パレットを S 軸側に
出し入れし、V 軸と S 軸レールとに段差が
無いことを確認します。
V 軸と S 軸との段差がある場合には、段差がなく
なるまで手順 5~6 を繰り返し行ってください。
3. 段差確認後、シャッター閉 ボタンをクリック
し、トレイ 1 のシャッターを閉じます。
S 軸レール
S 軸レール
V 軸
S 軸冶具パレット
段差
V 軸セットアップ
HLF-20314-01
V 軸セットアップ
SHEET
6/10
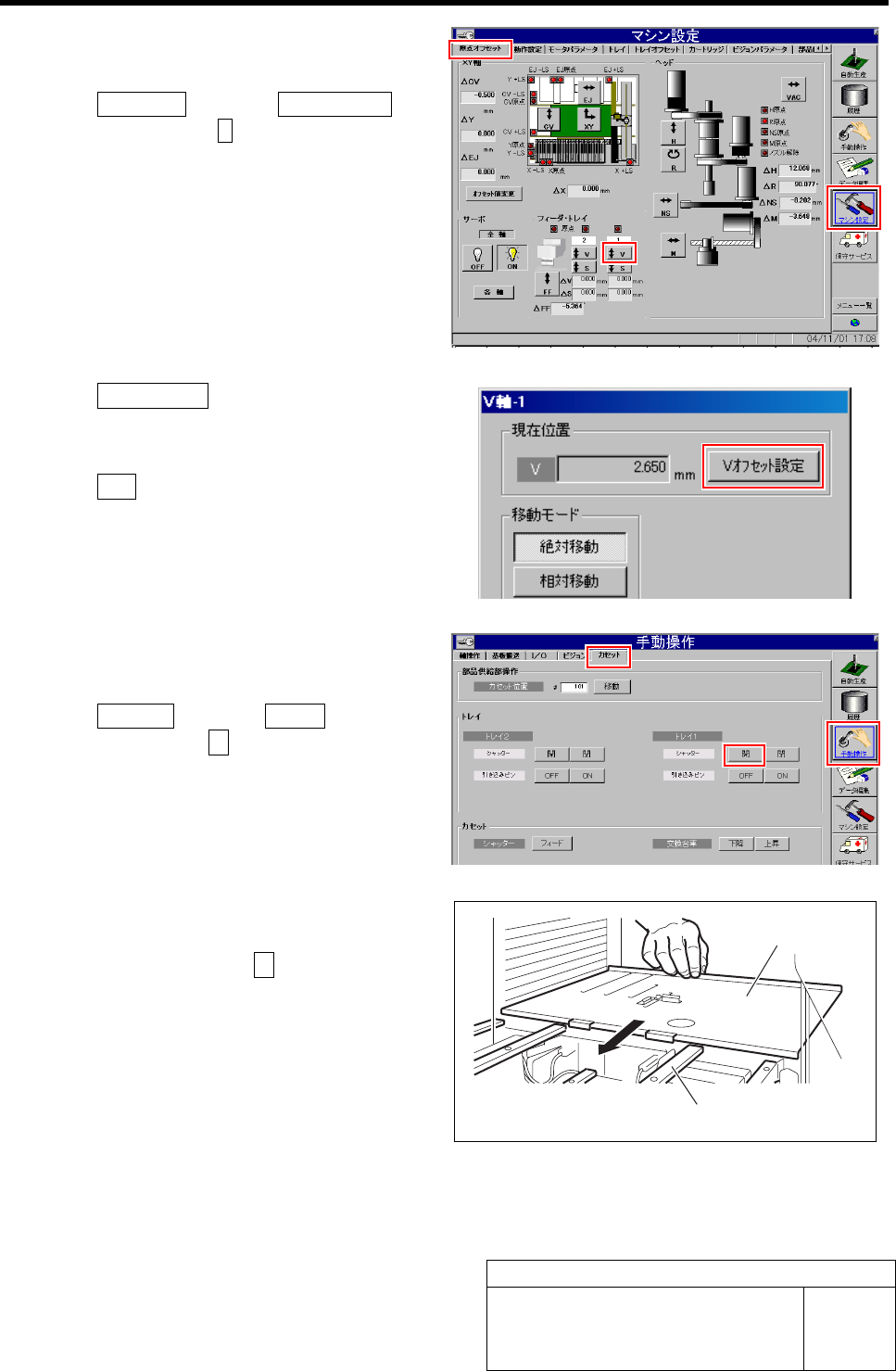
7 V 軸の現在位置をオフセット値として設定しま
す。
1. マシン設定 メニューÎ原点オフセット タ
ブÎトレイ 1 の V ボタンの順にクリックし
ます。
V 軸-1 の操作画面が表示されます。
2. V オフセット設定 ボタンをクリックします。
現在位置欄に手順 5 で入力した値がオフセット
値として反映されます。
3. 終了 ボタンをクリックして、V 軸-1 画面を閉
じます。
8 各トレイの高さ調整をする前に、S 軸冶具パレ
ットを取り出します。
1. 手動操作 メニューÎカセット タブÎトレイ
1 のシャッター開 ボタンの順にクリックし
ます。
トレイ 1 のシャッターが開きます。
2. S 軸冶具パレットを S 軸側にスライドさせ、
装置外に取り出します。
3. トレイ 1 のシャッター閉 ボタンをクリックしま
す。
S 軸レール
S 軸冶具パレット