JUKI-FX-1_1R操作手册.pdf - 第51页
第2章 生产 Rev03 2-7-1-2 外形基准的调整方法 外形基准是通过从外侧钳夹(Y 方向)固定基 板的方法。除通常的基板外,没有基准针 孔的陶瓷(SERAMIC)基板,以及孔径与基准针直径不符的基板,可采用外形基准钳夹方法。 <步骤> 1. 打开生产 的[个别控制]画面。 ①从菜单栏选择[生产支援]-[简易准备]。 ②选择“传送”标签的[其他]按钮,按下「前侧」(或后侧)。 图 2.7.1.4 简易准备(其他)画面 2. 选择“…
第2章 生产 Rev03
注意
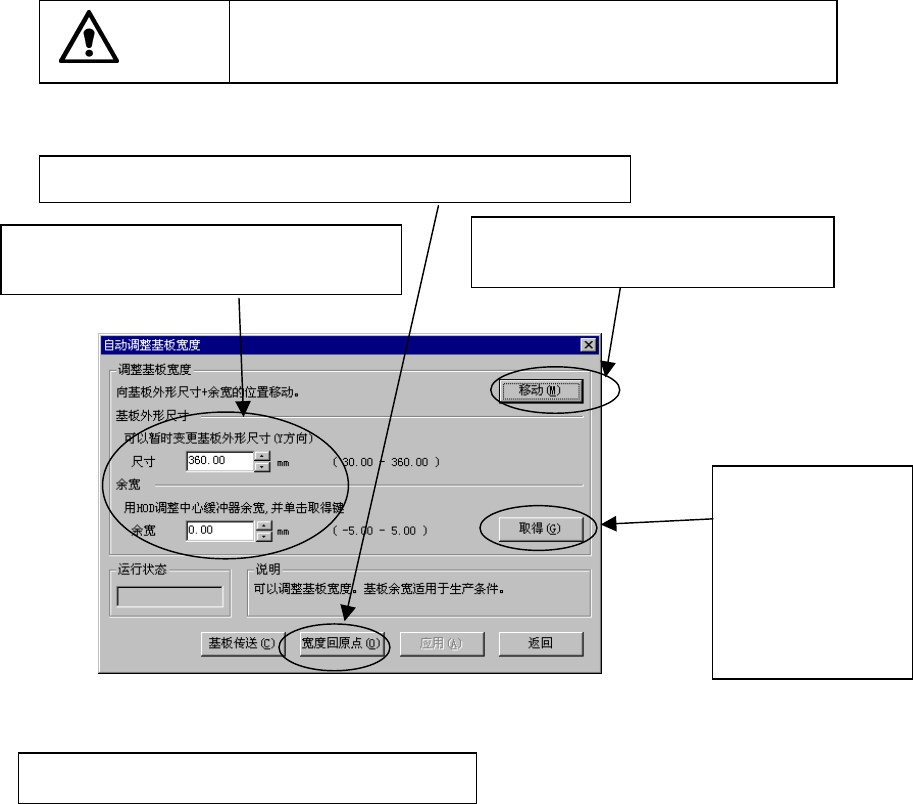
按以下说明单击“移动”按钮后,传送功能随之启动。单击按钮
前,务必要确认传送运行区没有障碍物。
②输入[尺寸]、[余宽]。
(余宽宽度大约在+0.5mm 到 1mm。)
③单击 [移动],调整宽度。
马达开始旋转自行调整宽度。
“余宽”是指现
有传送宽度减去基
板外形长度之差
值。手动调整传送
宽度后,单击「取
得」。
①点击[宽度回原点],使传送宽度返回原点。
图 2.7.1.3 自动宽度调整 (AWC、选项)
④ 请确认传送是否通畅。
2-14
第2章 生产 Rev03
2-7-1-2 外形基准的调整方法
外形基准是通过从外侧钳夹(Y 方向)固定基板的方法。除通常的基板外,没有基准针
孔的陶瓷(SERAMIC)基板,以及孔径与基准针直径不符的基板,可采用外形基准钳夹方法。
<步骤>
1. 打开生产的[个别控制]画面。
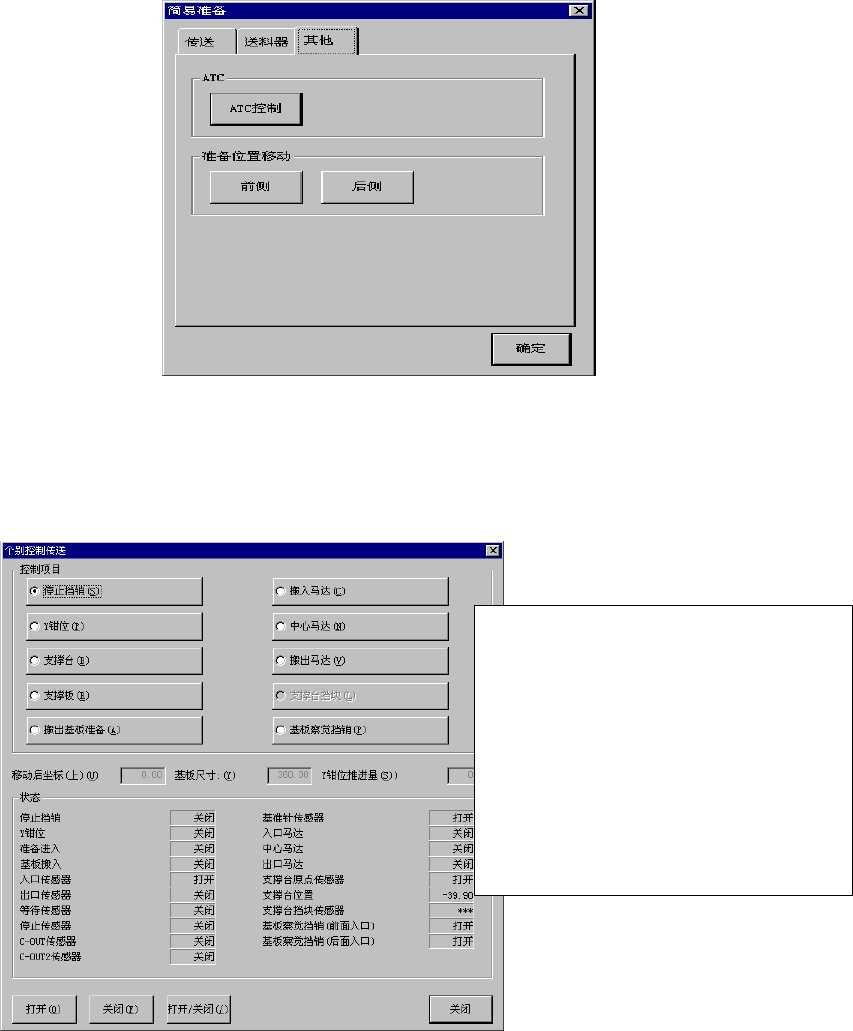
①从菜单栏选择[生产支援]-[简易准备]。
②选择“传送”标签的[其他]按钮,按下「前侧」(或后侧)。
图 2.7.1.4 简易准备(其他)画面
2. 选择“传送”标签,按[个别控制]按钮 。
出现如下个别控制传送画面。
※
「个别控制」的操作方法
① 从[个别控制]项目上选择移动
部位。
② 边反复按[打开/关闭]按钮,
边调整位置。
●选择了[个别控制]项目、[支撑
台]时,可指定[移动后坐标(上)]
(支持台上升时的高度)。
图 2.7.1.5 个别控制画面
2-15
第2章 生产 Rev03
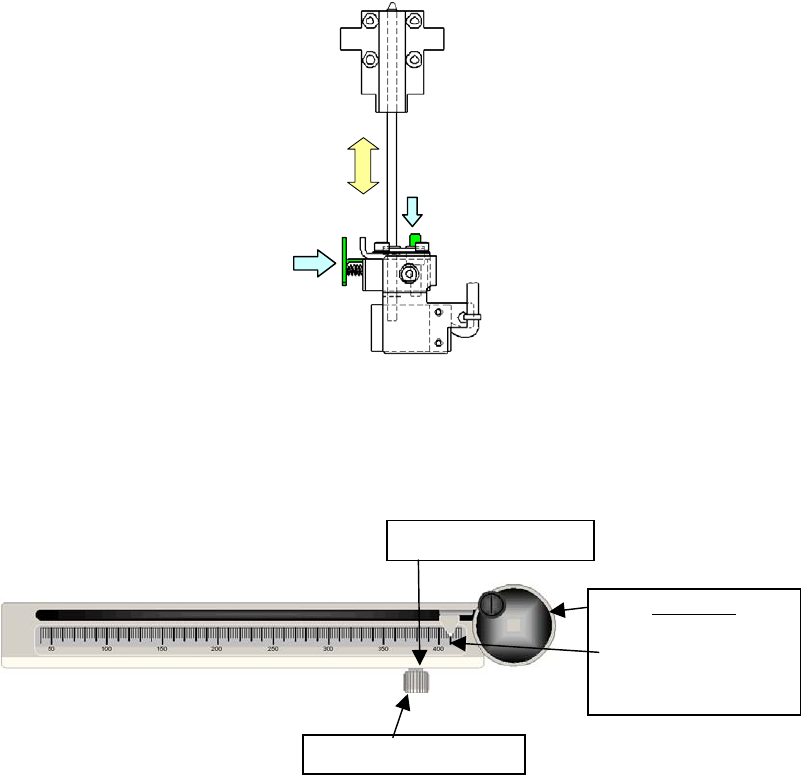
3. 降下定心销(选项中配备有定心销时)
定心销(基准针和从动针)与外形基准块一体化组合固定在支撑台上。如不降下定心销,
当支撑台上升时,定心销会碰到基板。因此,使用外形基准时,必须设置降下定心销,
使定心销不接触到基板。
<设置方法>
●要降下定心销时:向箭头方向按下 A。
●要升高定心销时:向箭头方向按下 B。
B
A
图 2.7.1.6 定心销
4. 按生产基板长度 X,调整定位挡块位置。
向左旋转调节挡销,松开后,按基板 X 对好长度刻度。
②旋转调节手柄,调整
位置,使生产基板外
形X方向长度与刻度
的数值一致。
①拧松调节挡块
图 2-7-1-7
③拧紧调节挡块。
5. 打开定位挡块
在「个别控制」画面上,把基板察觉挡销“关闭”,把定位挡销“打开”。
6. 用生产基板顶住定位挡块
如基板与定位挡块接触部分因有缺口等而不稳定时,请把定位挡块根部的一根螺丝拧松,
用手向 Y 方向移动,调整好。
7. “打开”Y 钳夹
选择「个别控制」画面的 Y 钳位,把它[打开]。
2-16