KE-2070_2080_InstructionManual_C_Rev01.pdf - 第712页
第 2 部 功能详细编 第 9 章 手动控制 9-17 (3)控制项目 (4)窗口类型 测量时按下按钮,选择窗口类型。 除“测量(ONCE)”、 “测量(SWEEP)”以外,选择其他无效。 同时检测元件:设置的窗口尺寸范围,必须可容纳同时测量多个贴片头的元件。 (这些贴片头的吸嘴旋转中心±7.5mm) 若要测量比该窗口尺寸更大的大型元件,请指定单独测量元件。 单独检测元件:设置的 激光测量的窗口尺寸范围,必 须可容纳最大尺寸的元 件。 …
第 2 部 功能详细编 第 9 章 手动控制
9-16
(2)元件形状
测量 SWEEP 时,请从激光识别用的元件形状复合框中选择。
选择测量 SWEEP 以外的控制项目,不能进行测量。
按下〔Alt〕+〔↓〕时,显示如下一览表。
图 9-4-1-3-1-1 元件形状复合框
表 9-4-1-3-1 元件形状
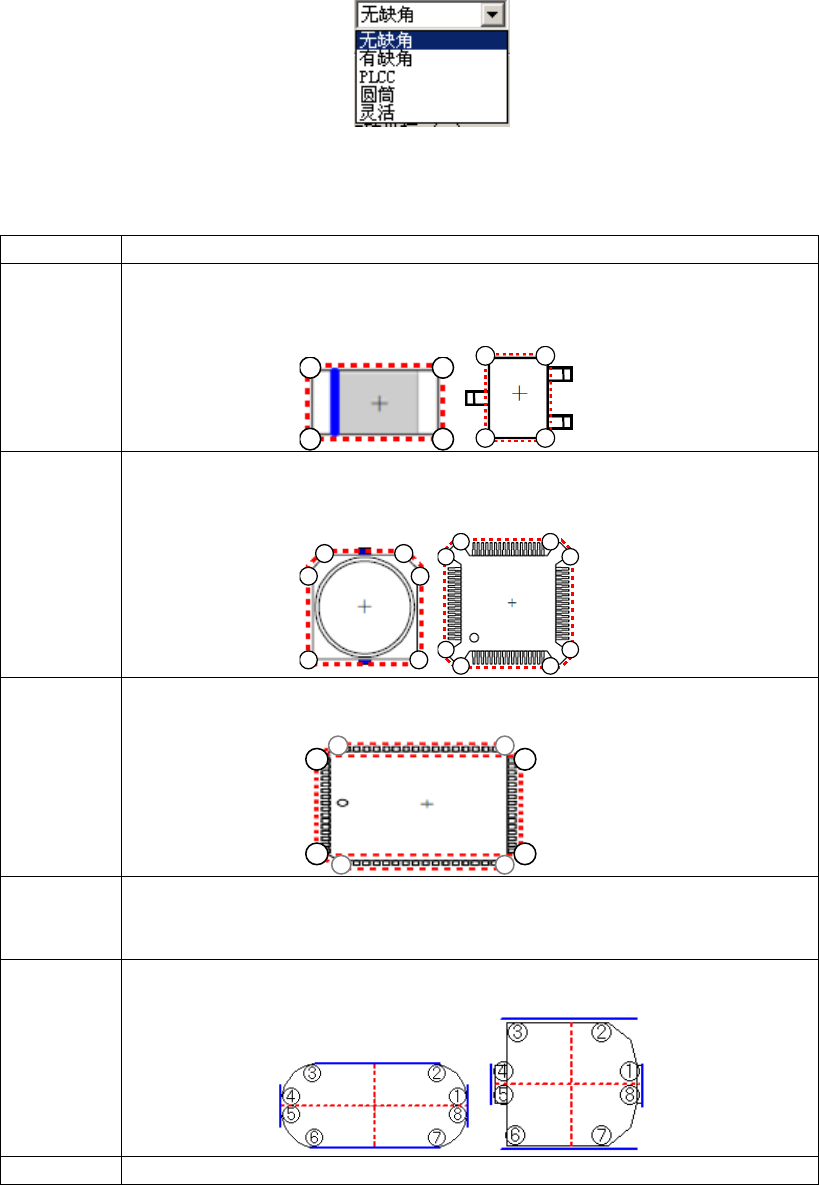
元件形状 动作
无缺角 根据测量数据检测出 4 个顶点,进行位置偏差、角度偏差的计算、校正,
并进行贴片。
对于无缺角,近似四边形形状的元件,可设置此种元件形状。
2
34
1
21
34
有缺角 根据测量数据检测出 5~8 个顶点,进行位置偏差、角度偏差的计算、校正。
并进行贴片。元件中只要有 1 个缺角,以及 QFP 等在激光测量位置有引脚
的元件,可设置此种元件形状。
1
23
4
65
1
23
4
5
6 7
8
PLCC 根据测量数据检测出 8 个顶点,使用其中 4 个点进行位置偏差、角度偏差
的计算、校正,并进行贴片。是 PLCC 专用的元件形状。
2
1
3
4
8
76
5
圆筒 根据测量的数据,计算位置偏差、角度偏差。角度偏差被忽略,测量结果
必为 0°。用于没有角的圆筒元件等。
相当于编辑生产程序时设置元件形状为圆筒。
灵活 从测量数据中抽出在 X、Y 方向上能构成元件最小幅度的附近 8 个点,计
算·校正位置偏差、角度偏差后,进行贴片。
不设置 根据吸取姿势按贴片角度转动并贴片。
第 2 部 功能详细编 第 9 章 手动控制
9-17
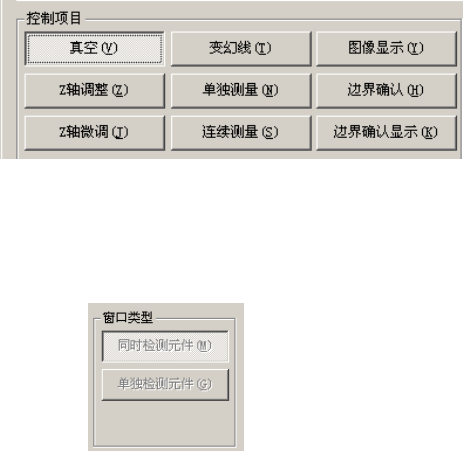
(3)控制项目
(4)窗口类型
测量时按下按钮,选择窗口类型。
除“测量(ONCE)”、“测量(SWEEP)”以外,选择其他无效。
同时检测元件:设置的窗口尺寸范围,必须可容纳同时测量多个贴片头的元件。
(这些贴片头的吸嘴旋转中心±7.5mm)
若要测量比该窗口尺寸更大的大型元件,请指定单独测量元件。
单独检测元件:设置的激光测量的窗口尺寸范围,必须可容纳最大尺寸的元件。
指定测量单独元件时,需要使用其他贴片头的测量领域(窗口)。因此,其
他贴片头下降到激光的高度时,可能造成测量失败。测量前,务必检查,
确认其他贴片头没有降到激光测量的高度。
(5) 控制按钮
用控制按钮来执行控制。
控制按钮的显示因控制项目而异。
在控制结束时更新状态显示。
1) 真空
控制所选贴片头真空的开/关。
选中控制项目的“真空”时,选择“开(O)”按钮、“关(F)”按钮、“开/关(/)”按钮或按
下“F3”键、“F4”键、“F5”键进行控制。
2) Z 轴调整
对所选贴片头的Z轴坐标进行控制。
吸嘴吸取元件时使用。
选中控制项目的“Z轴调整”时,选择“上(U)”按钮、“下(D)”按钮、“上/下(/)”按钮
或按下“F3”键、“F4”键、“F5”键进行控制。
3) Z 轴微调
对所选贴片头的Z轴坐标进行控制。
将吸取元件移动到激光测量高度时使用。
选中控制项目的“Z轴微调”时,选择“上(U)”按钮、“下(D)”按钮、“LA面(/)”按钮或
按下“F3”键、“F4”键、“F5”键进行控制。
第 2 部 功能详细编 第 9 章 手动控制
9-18
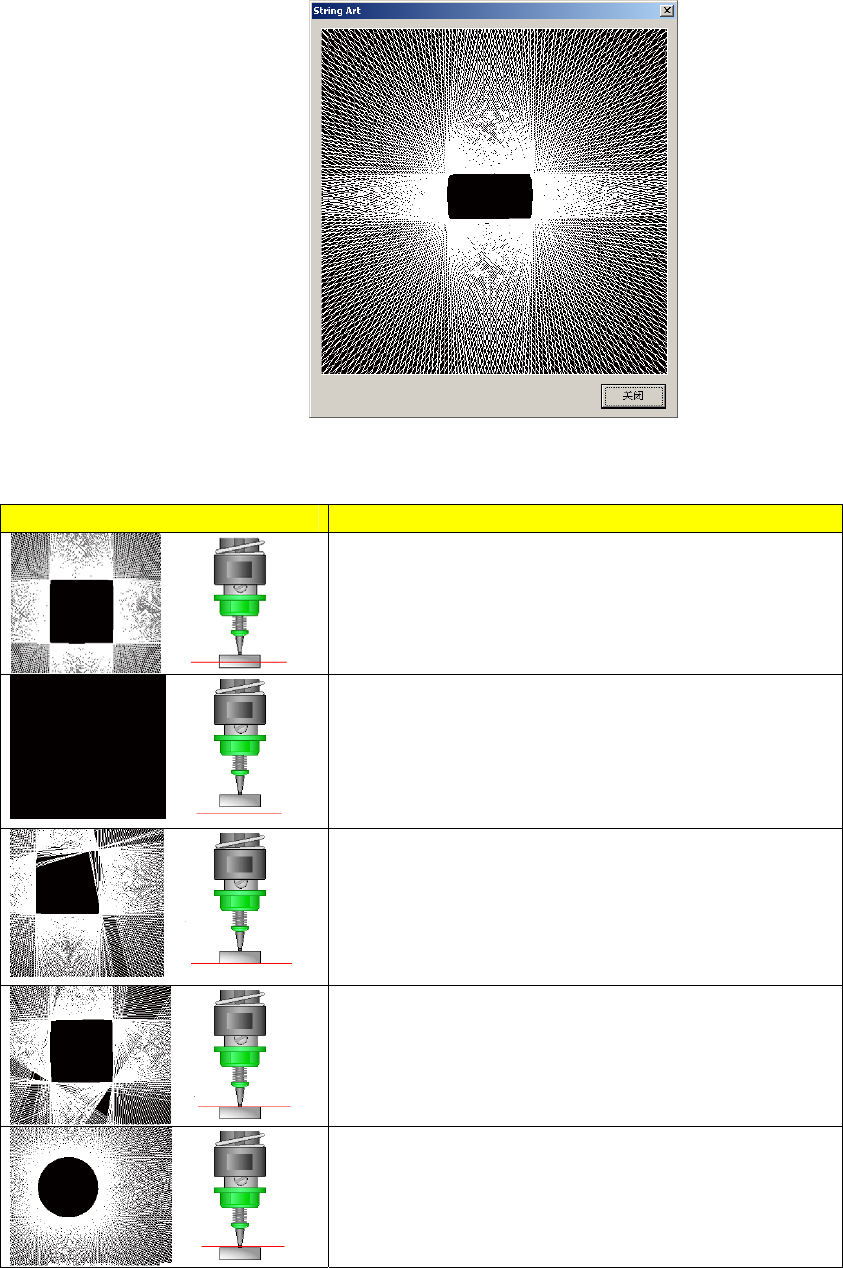
4) 变幻线
下列“变换线图(纹条图)”,是通过激光单元测量(SWEEP)取得的数据所显示的元件轮廓图。
选中控制项目“变换线”时,可选择“执行(E)”按钮,或按“F3”键控制。
下面具体说明变换线有关情况。
表 9-4-1-3-2 变换线示例
变换线和激光高度 说明
激光高度适当。取得的元件形状正确。取得形状后,激光
传感返回 SWEEP 识别结果。
元件上没有激光面,因得不到任何一个边界结果,无法描
绘变换线,画面呈黑色。激光传感 SWEEP 失败,返回信息
为无元件错误。
激光高度在元件下面附近时,有的地方激光面遮盖不全
的,有些边界数据没有取得,变换线形状变形,激光传感
SWEEP 识别失败,返回错误信息。
激光高度在元件上面和吸嘴边界边缘时,同上面情况一
样,有的地方激光面遮盖不全,出现 SWEEP 失败。
激光高度只达到吸嘴尖端而未达到元件时,变换线显示出
吸嘴尖端的形状。