KE-2070_2080_InstructionManual_C_Rev01.pdf - 第799页
第2部 功能详细篇 第1 2章 选项元件 12-10 12-5 坏板标记传感器 1) 坏板标记的颜色及大小 a ) 在经过抗腐蚀加工的基板上,使用大于φ2.5mm且有光泽的白色标记。 b) 在白色的陶瓷基板上,使用大于φ2.5mm的黑色标记。 标记过小或出现飞白时,将无法进行检测。因此,标记必须清晰。 2) 显示坏板标记传感器的外观。有关安装位置的详细内容,请参见贴片头部分的说明。 图 12-5-1 ①反光等级显示 ⑤SET按钮 ②入射…
第2部 功能详细篇 第12章 选项元件
12-9
12-4 FPI(送料器位置指示器)
FPI位于送料器台的号码标签(表示送料器类安装位置的号码标签)的前方,号码标签的位置编
号上有一对一的LED,通过LED的亮灯和闪烁,可直观地得知送料器的安装位置和元件供应情
况。
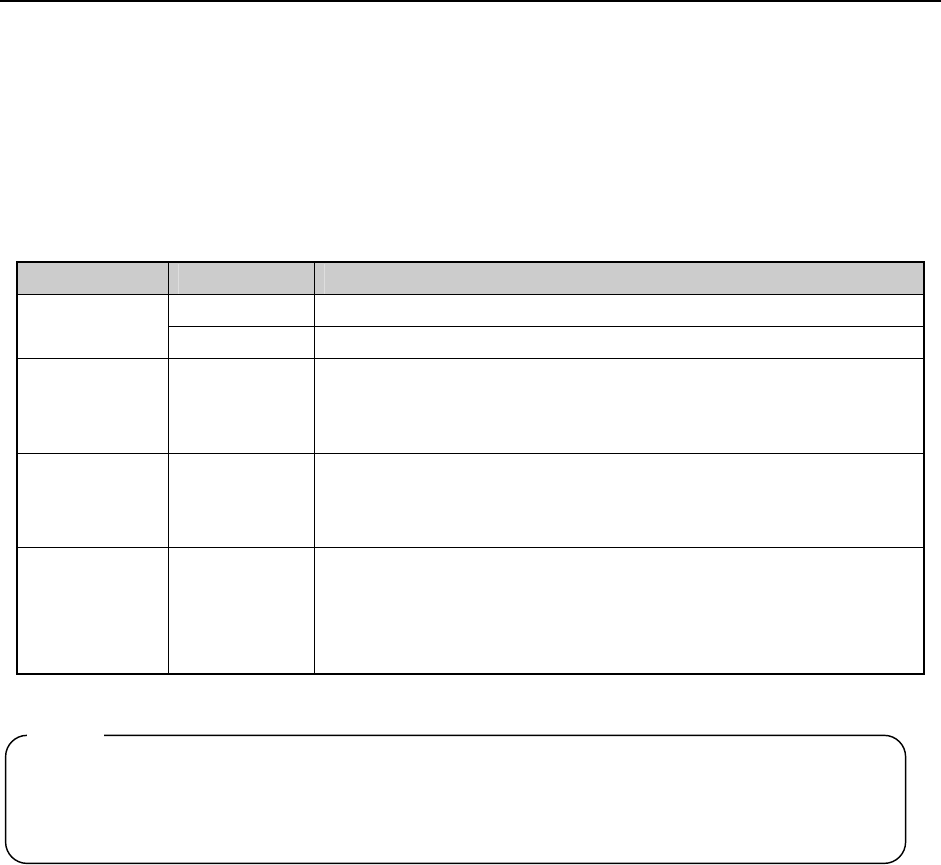
FPI的功能列表如下。
表 12-4-1
机器状态 LED 状态 功能
闪烁 显示用生产程序指定的送料器安装位置(定位销插入孔)(编号)。
准备更换时
亮灯 显示要安装的送料器在送料器台上所占的范围。
基板生产时 闪烁
任意送料器的剩余元件数低于生产程序设置的元件数警告级别
(为了得知元件剩余数不多而设置的数值)时,相应的送料器安装
位置的 LED 将闪烁,告知送料器的元件剩余数已少。
元件用完时 亮灯
在生产基板时,送料器上出现生产程序设置的元件数初始值剩余数
为0时,该送料器安装位置上的 LED 将亮灯,告知该送料器元件已
用完。
手动控制时
送料器顶推
销
ON:亮灯
OFF:熄灯
用手动控制模式控制送料器顶推销进行带子的传送动作、或单纯
的顶推动作时,使控制位置上各送料器定位销的 LED 与送料器顶
推销的动作连动而相应地闪烁,以显示正在控制哪一位置的顶推
销。
要准确地反映元件的剩余数和元件用尽,在设置切换基板生产的元件数据时,必须准确地输
入与供给送料器的元件的相等数量、或与此相当的数量,否则将不能正确显示。
注意:
第2部 功能详细篇 第12章 选项元件
12-10
12-5 坏板标记传感器
1) 坏板标记的颜色及大小
a) 在经过抗腐蚀加工的基板上,使用大于φ2.5mm且有光泽的白色标记。
b) 在白色的陶瓷基板上,使用大于φ2.5mm的黑色标记。
标记过小或出现飞白时,将无法进行检测。因此,标记必须清晰。
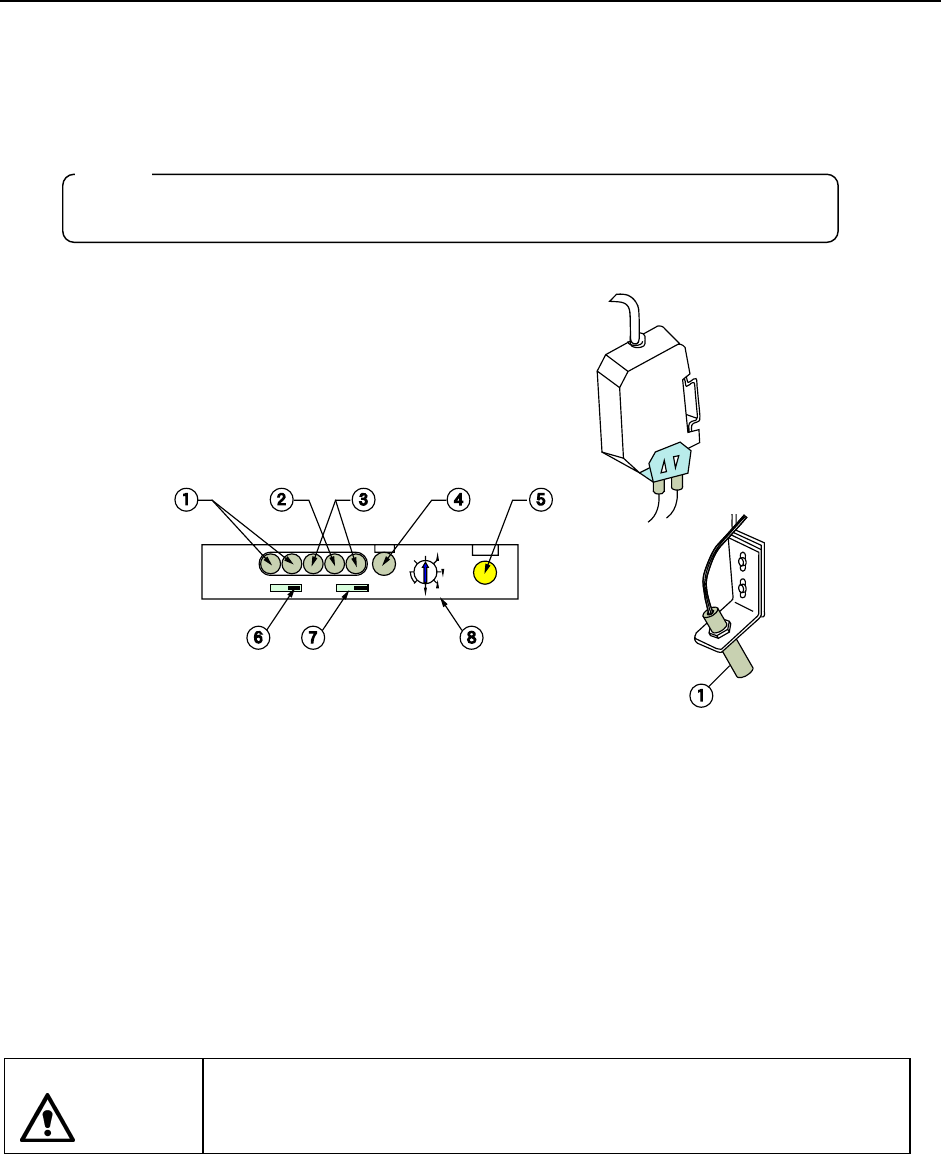
2) 显示坏板标记传感器的外观。有关安装位置的详细内容,请参见贴片头部分的说明。
图 12-5-1
①反光等级显示 ⑤SET按钮
②入射显示 ⑥输出计时器转换开关
③余量显示 ⑦输出模式转换开关
④SET显示 ⑧模式开关
3) 坏板标记传感器灵敏度的调整方法
请参见“机器设置”的“8-4-10-10 坏板标记传感器示教”。
注意
请受过本装置操作培训的人进行操作。
为了避免工作人员以外的人误操作引起意外启动,请充分注意周围各种情况
后进行安装作业。
注意:
第2部 功能详细篇 第12章 选项元件
12-11
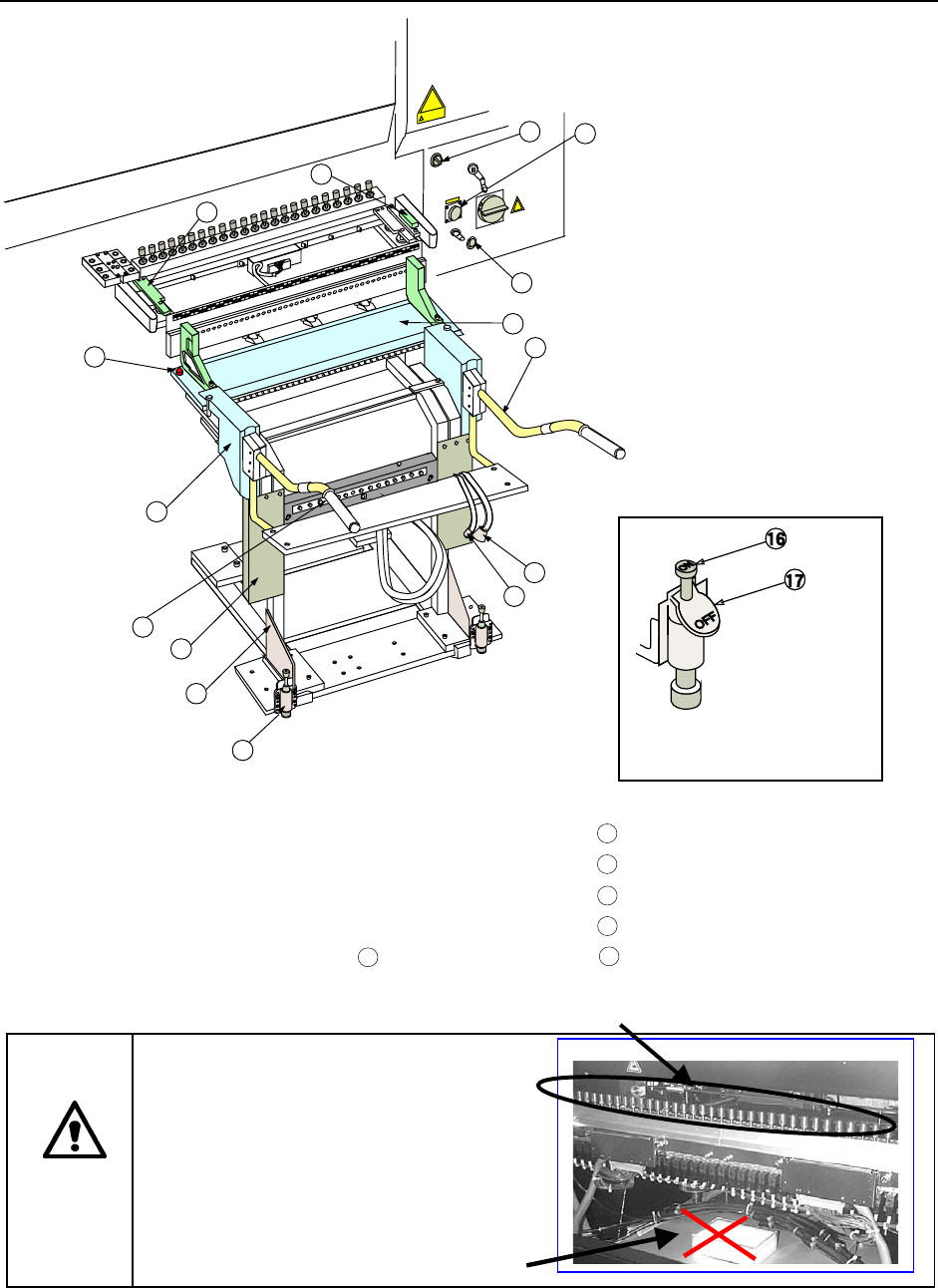
12-6 统一更换台
3
6
8
1
5
4
12
11
14
13
15
2
10
9
7
图 12-6-1
① 统一更换台本体 ⑦ 集电器
13
电源
② 送料台 ⑧ 集电器止动板
14
选择器
③ 连接器支架 ⑨ 送料器插头
15
凹连管节
④ 集电器手柄 ⑩ 气动耦合器
16
锁紧踏板
⑤ 集电器挡块
11
升降机 17 解锁踏板
⑥ 台架定位销 ⑫
台架挡块
注意
图 12-6-2 集电器挡块
在驱动气缸下面注意不要放工具或其
他物品。否则在升降机下降时,与驱动
气缸接触,不仅会损伤放置的东西,还
会损坏机器尤其会损坏连接器支架,可
能引起短路,容易发生火灾。
驱动气缸
绝对不要放物品