00198574-01_Process_Foundation_DEK_Micron_EN - 第15页
4 Process Hardware 4.2 Tooling Process Foundation DEK Micron-Series 12/2017 15 4.2 Tooling The importance of good board support during the print stroke cannot be over- emphasized. Inappropriate, poorly designed or badly …
4 Process Hardware
4.1 Board (Substrate)
14 Process Foundation DEK Micron-Series 12/2017
Washed Board Procedure
●
Check washed boards thoroughly to ensure that no stray solder particles remain either on the
surface or in via holes – this is especially important if there is to be no further cleaning after
reflow
●
Consider creating a procedure for running washed boards: i.e. to run them together at the end
of the batch and use 100% inspection
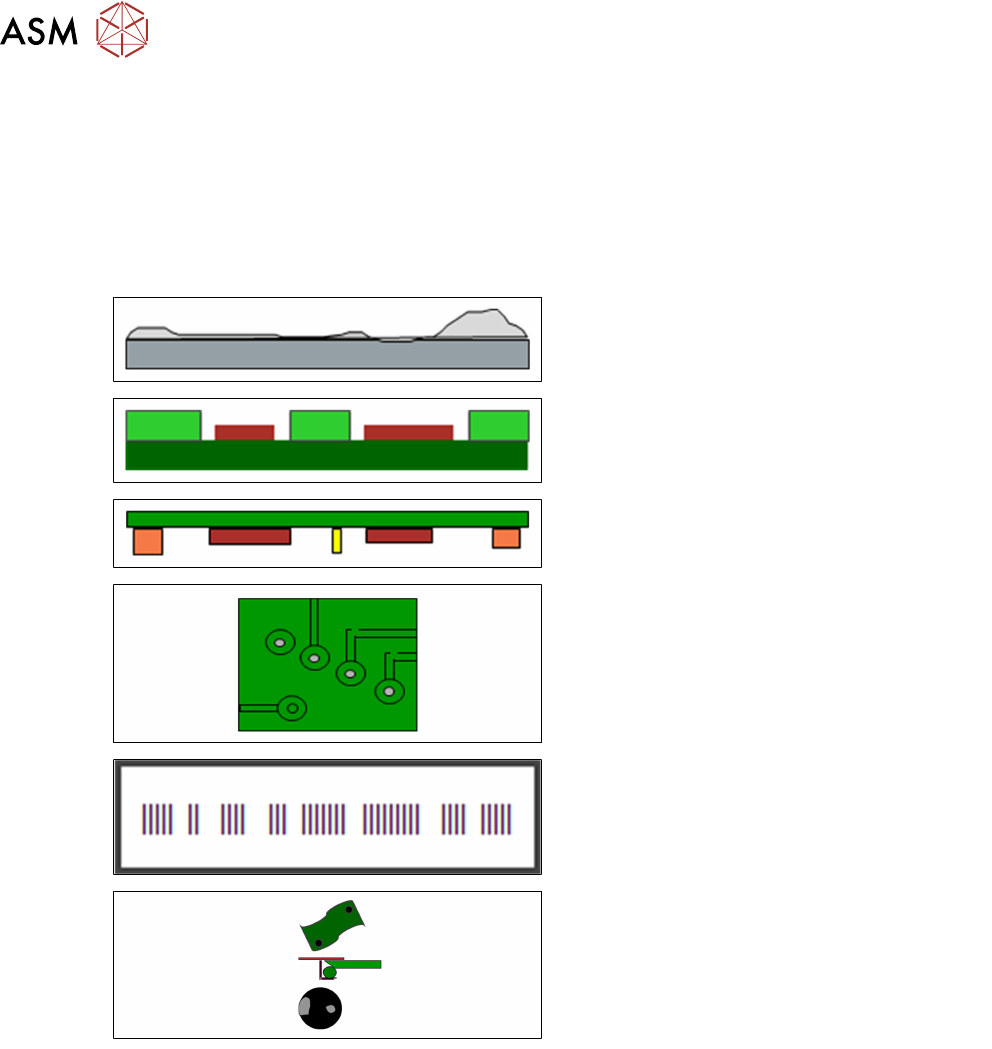
Substrate Problems
●
Uneven pad surface
●
Solder resist too height
●
Underside components restricts tooling
●
Material in via holes (washed boards)
●
Barcode labels
●
Warping and stretch
●
Chamfered edges
●
Fiducial quality
●
Colour changes, surface finish
Exercise
If excessive print volumes were observed in your production what problems might there be with the
boards that could be causing it?
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
4 Process Hardware
4.2 Tooling
Process Foundation DEK Micron-Series 12/2017 15
4.2 Tooling
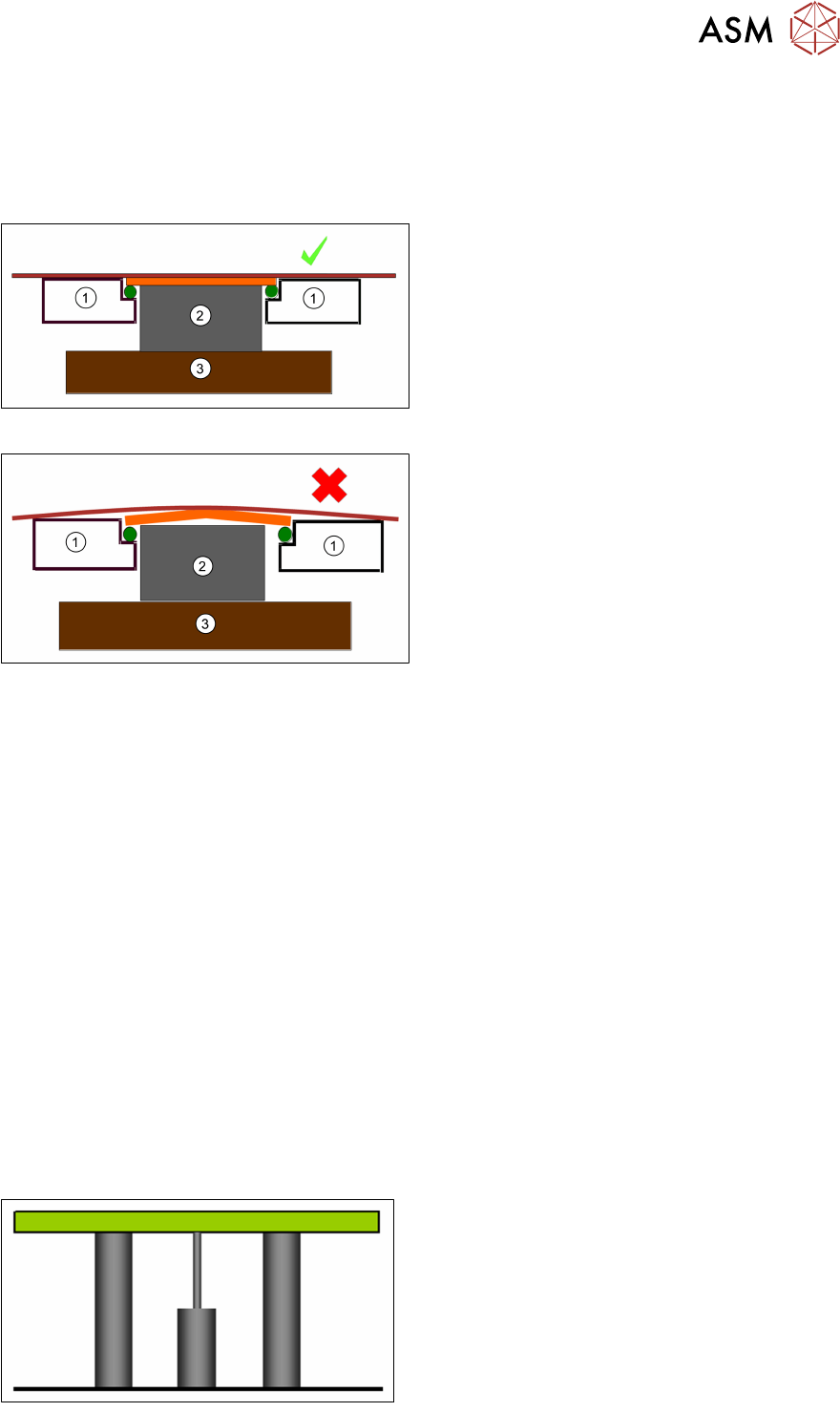
The importance of good board support during the print stroke cannot be over- emphasized.
Inappropriate, poorly designed or badly maintained tooling can be a contributing factor to every
type of print defect. Tooling should offer a flat, solid support, and should support the board to
ensure good print definitions across the board.
Good
1. Rail
2. Tool Block
3. Table
The secret to good printing is to have everything flat and parallel.
Bad
1. Rail
2. Tooling Block
3. Table
Check
●
Cleanliness of table
●
Cleanliness of pins
●
Board clamps for damage
●
Transport belt condition
●
Board thickness
●
Board warpage
●
Stencil for damage
●
Position of tooling pins
●
Dowel pin location
●
Underside components
Anything that distorts the board or causes it to bend during the print will result in poor printing.
4.2.1 Suitable Tooling Type
●
Magnetic pillars
●
Gridlok
TM
●
Dedicated
●
Custom
There are many tooling types available reflecting the variety of products which they may support.
For instance whether the product is thick or thin, single- or double-sided, partially or densely
populated, small batch or high volume, low or high profit. It is important to set-up tooling carefully
as per the process design specification.
Magnetic Tooling
●
Simple and robust construction
●
19 mm and 4 mm pin diameter
●
Inexpensive
●
Slow changeover
●
Poor repeatability
4 Process Hardware
4.2 Tooling
16 Process Foundation DEK Micron-Series 12/2017
Gridlok
TM
●
Board; components and stencil support
●
Eliminates operator influence
●
Quick changeover
●
Expandable from 38-508mm board widths
●
Good for 0.6mm and thicker
●
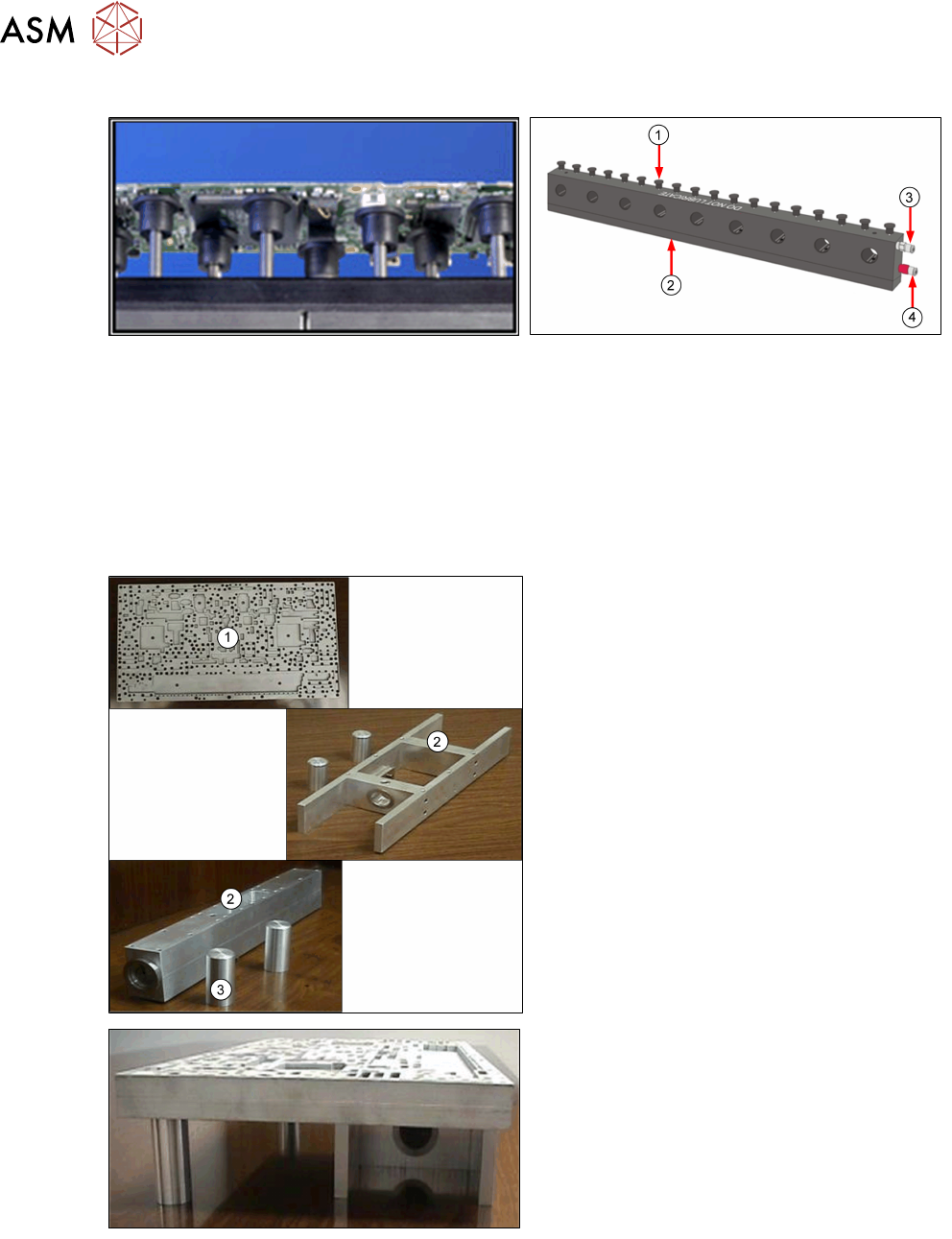
No vacuum option…
1. Tooling Pins
2. Magnetic Base
3. Pneumatic Input to Lock Pins
4. Pneumatic Input to Raise Pins
Dedicated Tooling
1. Plate
2. Towers
3. Support Pins
●
Up to 100% support
●
Quick and accurate changeover
●
Can contain milled out areas for underside
components
●
Can be fitted with vacuum cups
●
Less expensive than custom tooling
●
One plate per product…