00198574-01_Process_Foundation_DEK_Micron_EN - 第20页
4 Process Hardware 4.4 Print Material 20 Process Foundation DEK Micron-Series 12/2017 4.4 Print Material There are many types of material that can be screen-printed and many varieties and different manufactures of each t…
4 Process Hardware
4.3 Stencil
Process Foundation DEK Micron-Series 12/2017 19
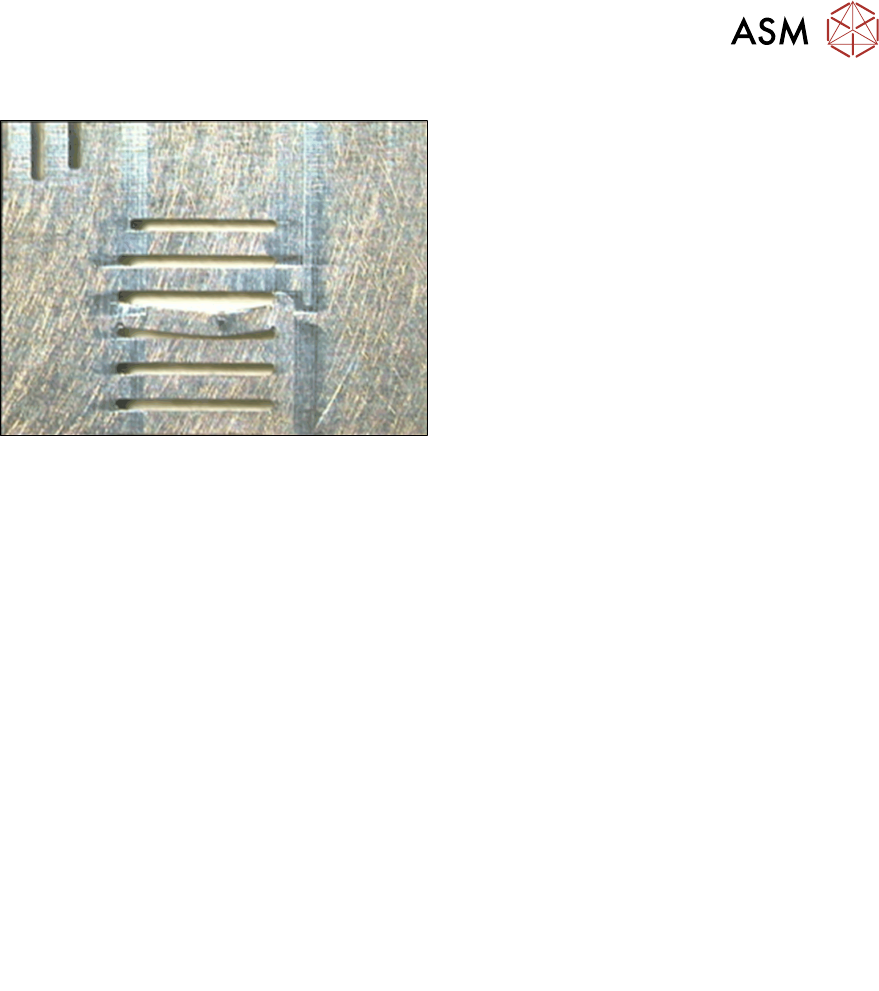
Damage
●
Most stencils are damaged before their po-
tential lifetime is reached, often as a result
of poor storage or handling
●
A heavily used stencil may exhibit a "coin-
ing" effect where there is an outline of the
board pressed on the stencil surface
●
Metal squeegees can cause surface dam-
age and wear
●
The metal bars between QFP apertures
can be very thin and can eventually break,
leading to bridging
Best Working Practices
●
Write or etch the stencil image number on the frame, or colour code it, to ease identification
and matching with production check sheets
●
Store stencils vertically in a rack or cupboard so that there is minimal risk of damage from
feet, trolleys or objects placed against them
●
In the absence of an automatic washing machine, a manual clean can be performed with
solvent and lint free clothes
●
Maintain automatic washing machines regularly and remove any build up of waste material
Exercise
1. List as many ways that you can think of to extend the lifetime of your stencils
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
2. List as many ways that you can think of to maintain the print quality from your stencils
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
4 Process Hardware
4.4 Print Material
20 Process Foundation DEK Micron-Series 12/2017
4.4 Print Material
There are many types of material that can be screen-printed and many varieties and different
manufactures of each type. Materials include solder paste, fluxes, ink, adhesive, silver epoxy and
encapsulation. Basically, any materials that exhibit the correct viscosity can be screen-printed. This
course cannot go into specific details about each material type but can offer general guidelines and
good working practices based on the following factors:
Safe Use
●
Avoid any activities that may transfer the material to your mouth (wash your hands before
eating, drinking etc.)
●
Avoid direct contact with your skin
●
Wear gloves
Quality
Affected by:
●
Environment
●
Age
●
Storage conditions
●
Contamination (i.e. IPA)
●
Handling (i.e. stirring, kneading, gathering up tramlines)
Material Loading
●
Start with enough material to ensure a rolling motion during the print stroke
– Too little: material will not fall from squeegee
– To much: material characteristics will change over time, reducing performance
●
Approximately 15mm diameter for solder paste
●
Add small quantities of material regularly.
Maintaining Print Performance
●
Many print materials – such as solder paste – decrease in viscosity (become more liquid)
when they are stirred, and during printing
●
Some increase in viscosity (get thicker) when stationary
●
If this kind of material has been inactive for some time, use the ‘knead’ function
●
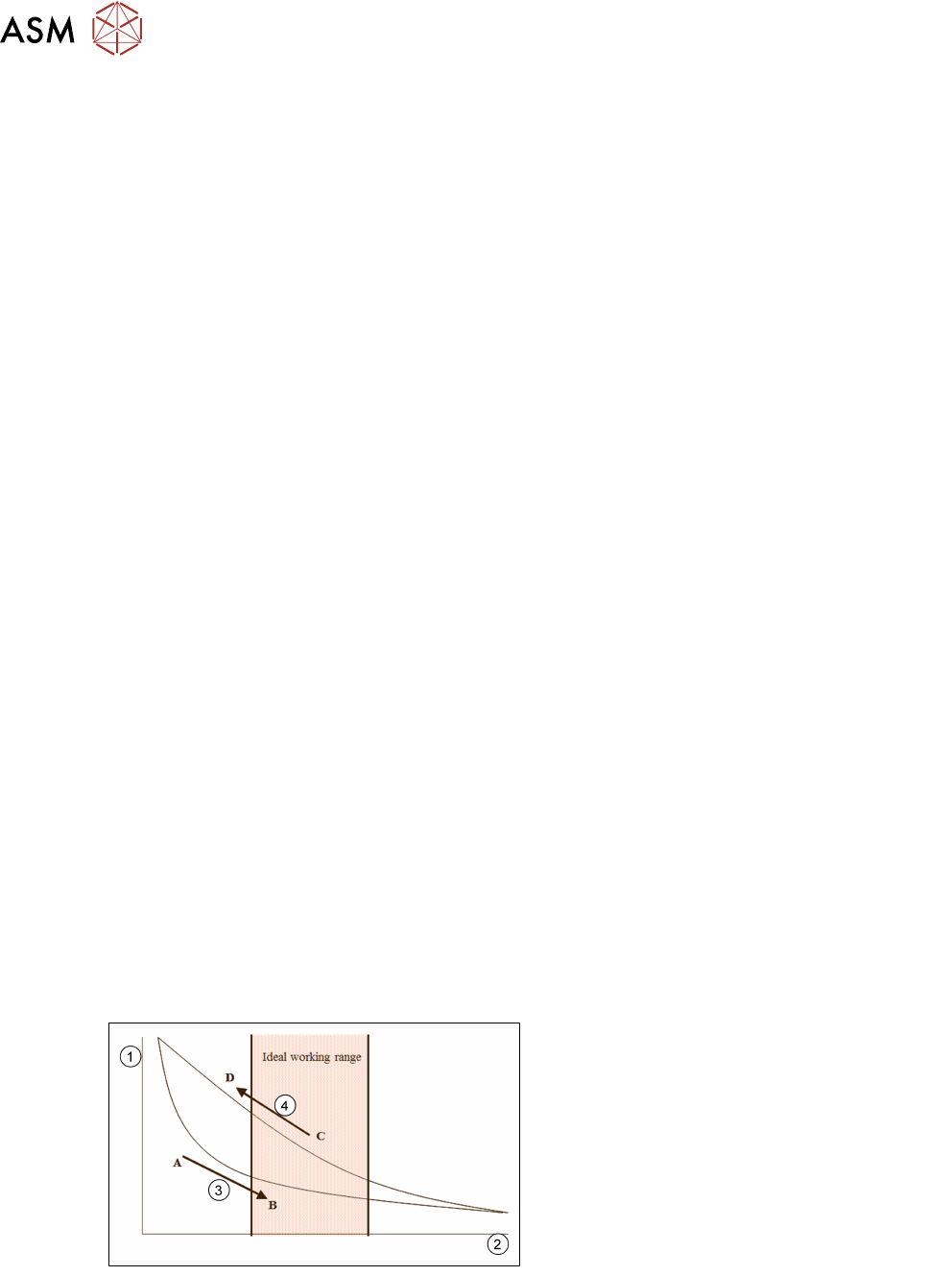
Keep within the optimum operating range as indicated in the chart below
Maintaining print performance:
1. Viscosity
2. Print strokes/ min
3. To go from A-B (i.e. to reach working
viscosity) may take several print strokes
4. To go from C-D (i.e. from working to non-
working) may only take a few minutes of
paste inactivity
4 Process Hardware
4.4 Print Material
Process Foundation DEK Micron-Series 12/2017 21
Environment
●
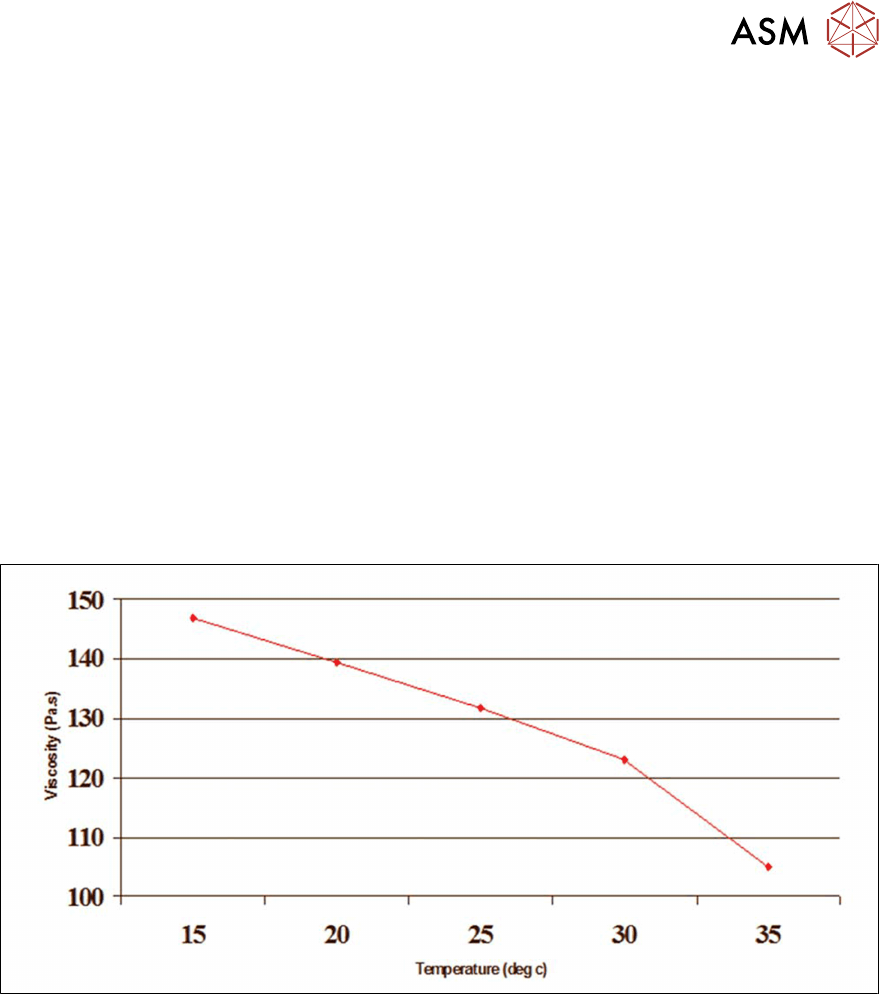
Most print materials decrease in viscosity (become more liquid) when they get hotter (though
solder paste may dry out and eventually become thicker)
●
Most increase in viscosity (get thicker) when they get colder
●
Minimise temperature fluctuations (keep covers closed, use an environment control module
(ECM), locate machine away from sources of heat, direct sunlight, etc.)
●
Some materials are also sensitive to changes in humidity. Water-soluble pastes, for instance,
tend to absorb water if humidity is high, decreasing their viscosity and degrading their later
performance in the reflow oven
Temperature:
●
Affects paste viscosity
●
Keep comfortably cool (22 - 24°C typical)
Humidity:
●
Too low may dry out paste
●
Too high may cause water absorption, particularly in aqueous pastes
●
Keep to mid-range (40-50% typical)…
In this example a change of room temperature from 20°C to 30°C reduced the materials viscosity
by some 10 – 15%, resulting in poorer print definition.