00198574-01_Process_Foundation_DEK_Micron_EN - 第49页
7 Product File and Machine Optimisation 7.2 Design an Under Screen Cleaning Strategy Process Foundation DEK Micron-Series 12/2017 49 Exercise Discuss with your instructor the merits of using a downtime strategy in your c…
7 Product File and Machine Optimisation
7.2 Design an Under Screen Cleaning Strategy
48 Process Foundation DEK Micron-Series 12/2017
Exercise
Using the method above, design a screen cleaning strategy that maintains print volume and
prevents defects (paste bridging, solder balls, etc.) during an extended production run of a
minimum of 40 continuous prints.
Note: Ensure that the solvent and paper are primed before starting this experiment.
Parameter Value Comments
Screen Clean Mode 1
Screen Clean Rate 1
Screen Clean Mode 2
Screen Clean Rate 2
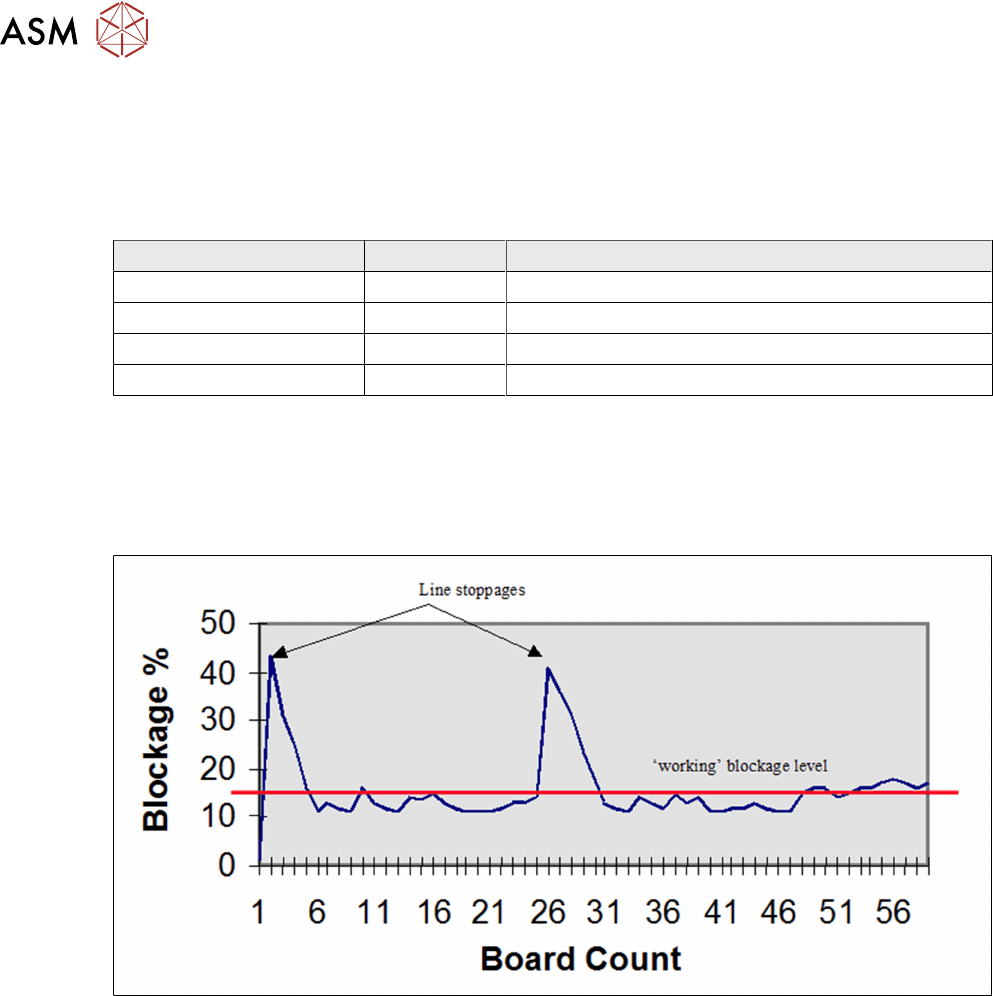
Effect of Line Stoppage on Process
Whenever the printer stops, the viscosity of the material will start to increase. This also applies to
material in the apertures that will dry faster than the main mass.
The graph below demonstrates the rapid rise in blockage after a downtime, and the recovery period
of several boards before the blockage returns to its normal, working level.
Clean After Downtime Strategy
It is sensible to clean paste from the stencil before a prolonged stoppage. However, this cannot
always be predicted so it is advisable to enable the Clean After Downtime options. There are two
parameters to consider:
Clean After Downtime: A specific cleaning program for downtime – since the objective is to
prevent dry paste sticking on the stencil and in the apertures, W/V/D would be a common choice of
program.
Clean After: The number of minutes after a stoppage at which the clean will occur. The value will
be determined by the paste characteristics and stencil design. The value should be as long as
possible to prevent unnecessary cleans. Five minutes to half an hour would be typical, but this
should be established through experimentation. Process stability will be most difficult to maintain
around fine pitch apertures, so these areas should be considered first when determining the
cleaning strategy.

7 Product File and Machine Optimisation
7.2 Design an Under Screen Cleaning Strategy
Process Foundation DEK Micron-Series 12/2017 49
Exercise
Discuss with your instructor the merits of using a downtime strategy in your current production
environment. Consider the paste characteristics, stencil design, and the frequency and duration of
line stoppages. Using this information estimate likely values for the parameters below:
Clean After Downtime ………………………………
Clean After ………………………………
7 Product File and Machine Optimisation
7.3 Design a Paste Knead Strategy
50 Process Foundation DEK Micron-Series 12/2017
7.3 Design a Paste Knead Strategy
Why Knead?
A characteristic of some print materials (solder paste, for example) is that when a force is applied
to it from a squeegee, spatula, etc. it becomes thinner and more liquid – its viscosity decreases.
Conversely, when the force is removed, i.e. when production stops, the material’s viscosity will
increase. This is why some materials that have been inactive for a certain time may require a
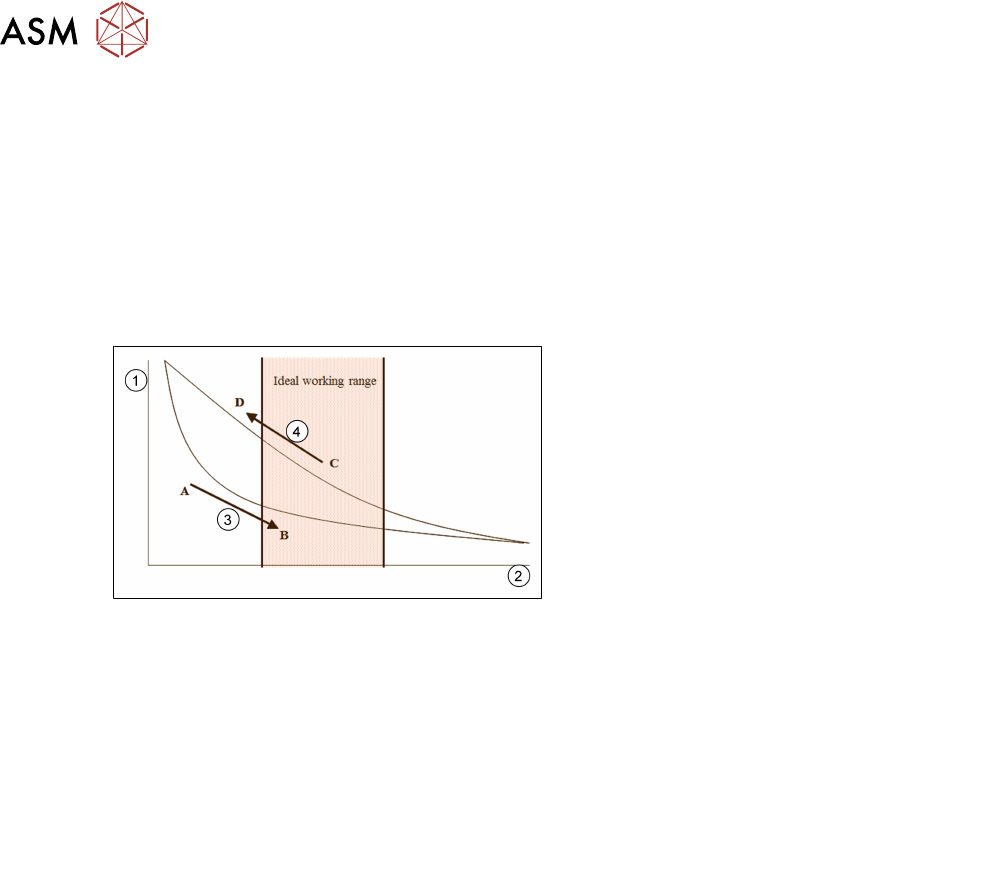
‘knead’ in order to return its viscosity to the desired working condition. To maintain a good process
the material must be kept within its optimum operating range on the viscosity chart as
demonstrated below.
1. Viscosity
2. Print strokes/ min
3. To go from A – B (i.e. to reach working
viscosity) may take several print strokes
4. To go from C – D (i.e. from working to non-
working) may only take a few minutes of
paste inactivity
When to Knead?
There are three occasions when a knead operation is required:
Start of Production When fresh material is loaded onto the stencil it may require kneading to
condition it for printing, i.e. to bring it onto its working viscosity range.
During Production When fresh material is added to the main mass, it may need to be mixed
thoroughly and conditioned to ensure process stability.
After Downtime If the line is prone to periods of downtime, an automatic knead strategy
may help to recover the material to working viscosity and hence reduce
defective printed boards.
Multiple print boards
The process of "kneading" across a board may result in bridging or high volume deposits on that
board. Some customers will choose to automatically reject the kneaded board. Another option is to
use a board covered with mylar or similar clear plastic which can be re-used every time a knead is
required or at the initial set up of a new print run.
Programming Options
There are several knead parameters that can be used to help ensure that the material is kept in
good working condition.