GD450 说明书(中英文版) - 第44页
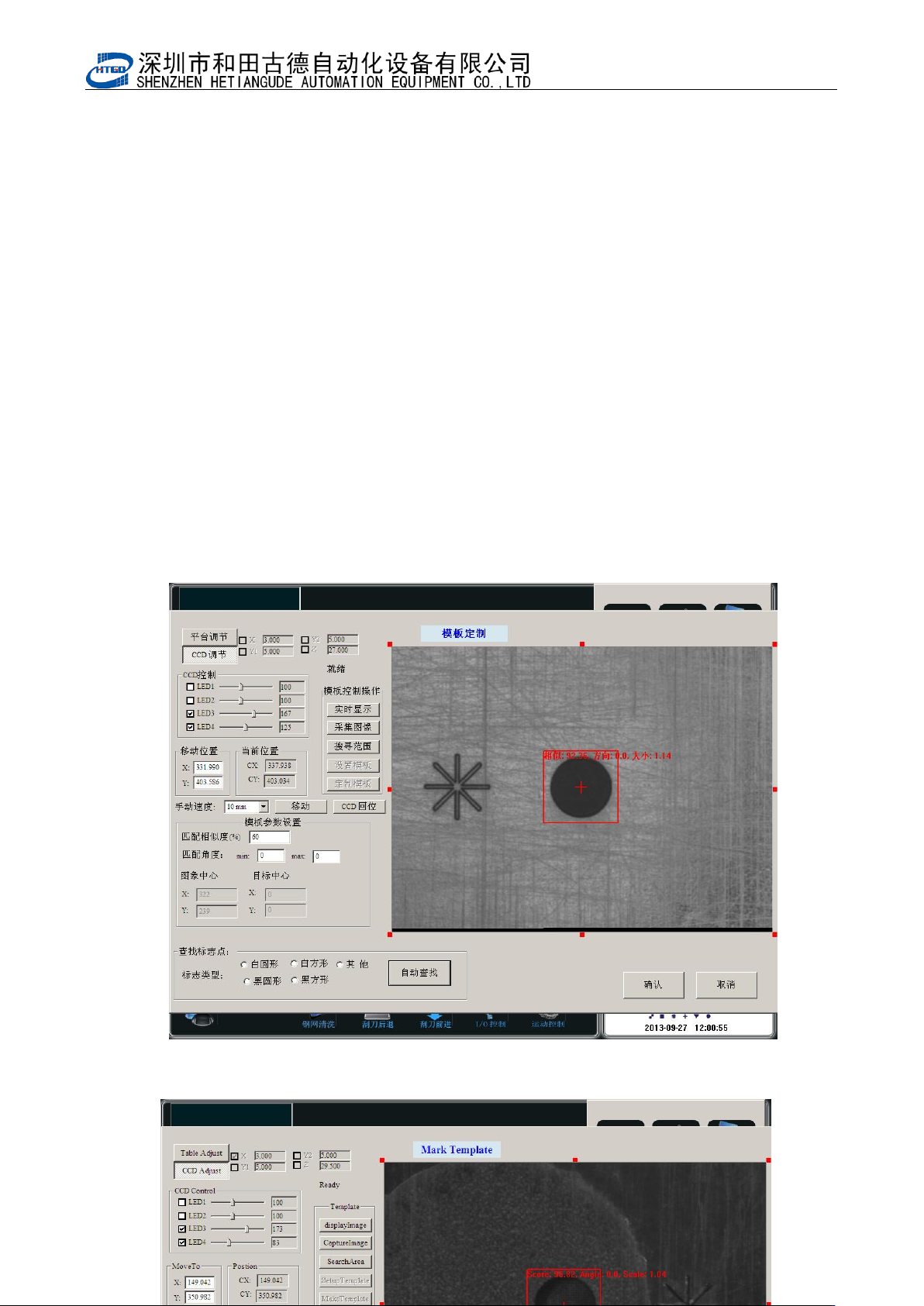
- 44 - Pix 3-16 the matching of stencil mark point. Click “ 确定 ” ( ok ) button after t he matching is finished. 9 , 在图 3- 15 中调节 L ed1 、 LED2 的亮度, 使 Mark 和周围背景颜色区分开, 一直调到 Mark 点轮廓清晰, 黑白分明方可。 然后点击 [ 自动查找 ] 按钮, 系统会自动捕捉到 Ma…
- 43 -
and it can filter the useless identified mark points.
P,[设定模板]:在视域中标示一个图像范围,点击『定制模板』系统将该范围中图形
识别为 Mark 点模板,
(template setting): Mark a image scope in the field of vision. Click “定制模
板”(template customization) button and the system will identify the image in this
scope as the template of mark point.
Q,[定制模板]:将设定的图形范围作为 MARK 点模板;
(template customization): Setup the image in this scope as the template of
mark point.
图 3-16 钢网 Mark 点的匹配,匹配完成后点击[确定]

- 44 -
Pix 3-16 the matching of stencil mark point. Click “确定”(ok)button after the matching
is finished.
9,在图 3-15 中调节 Led1、LED2 的亮度,使 Mark 和周围背景颜色区分开,一直调到 Mark
点轮廓清晰,黑白分明方可。然后点击[自动查找]按钮,系统会自动捕捉到 Mark 点,点击[确
定]完成 Mark 点的抓捕,回到图 3-13 界面。[钢网标志 1] [PCB 标志 2] [钢网标志 2]Mark 点
的捕捉跟[PCB 标志 1]一样方法。
Adjust the brightness of Led1 and LED2 in the interface of Pix 3-15. Distinguish the mark
point from the background color until the outline of mark point is clear, black and white.
Click “自动查找”(automatic searching )button, the system will automatically capture mark
point. Click “确定”(ok) button to finish the image capture and return to the interface in the
Pix 3-13. The method to capture mark point for “钢网标志 1”(stencil remark 1), “钢网标志
2”(stencil remark 2) ,“PCB 标志 1”(PCB remark 1), and “PCB 标志 2”(PCB remark 2) is the
same.
10.钢网和 PCB 的 Mark 点匹配完成后在图 3-13 界面上点击[ 确认 ]按钮进入图 3-14 界面,
再点击[ 是 ]按钮回到主界面,至此,完成 Mark 点的匹配。
Click “确定”(ok)button after the matching of stencil mark point and PCB mark point is
finished and it will enter into the interface in pix 3-14. Click “是”(yes)button to return to main
interface. Then the mark point matching is finished.
3.2.4 刮刀压力和速度的选择 Selection of the pressure and speed of the scraper

- 45 -
刮刀的压力及刮刀速度是钢网印刷中两个重要的工艺参数。
The two parameters of the pressure and speed of the scraper in the stencil
printing are very important.
刮刀速度:
选取的原则是刮刀的速度和锡膏的粘稠度及 PCB 板上 SMD 的最小引脚间距
有关,选择锡膏的粘稠度大,则刮刀的速度要低,反之亦然。对刮刀速度的选择,一般先从
较小压力开始试印,慢慢加大,直到印出好的焊膏为止。速度范围为 15~50mm/s。在印刷
细间距时应适当降低刮刀速度,一般为 15~30mm/s,以增加锡膏在窗口处的停滞时间,从
而增加 PCB 焊盘上的锡膏;印刷宽间距元件时速度一般为 30~50mm/s。(>0.5mm pitch
为宽间距,<0.5mm pitch 为细间距〕
Scraper speed: The selection of scraper speed is related to the solder paste viscosity
and the min pin space of the SMD on PCB board. The viscosity of solder paste is higher,
the speed of scraper is lower and vise versa. For the selection of scraper speed, do the trial
printing with small pressure in general. And add the pressure slowly until print the good
solder paste. The speed range is 15~50mm/s. Lower the scraper speed in order to add the
delay time in entrance for solder paste so that to add the solder paste on the bonding pad of
PCB when print the narrow space and the speed is 15~30mm/s in general. The printing
speed for the large space component is 30~50mm/s. (>0.5mm pitch is large space,<
0.5mm pitch is narrow space)
本机器刮刀速度允许设置范围为 0~200mm/s。
The allowed scope of scraper speed is 0~200mm/s.
刮刀压力:压力直接影响印刷效果,压力以保证印出的焊膏边缘清晰,表面平整,厚度
适宜为准。压力太小,锡膏量不足,产生虚焊;压力太大,导致锡膏连接,会产生桥接。因
此刮刀压力一般是设定为 0.5~10kg。
Scrape pressure: The pressure has direct influence on the printing performance. The
suitable pressure is the one that can insure the clear edge, even surface and good
thickness of the printing solder paste. Too little pressure and insufficient solder paste will
lead to empty solder. Too much pressure will bring about solder paste connection and
bridging. So the scrape pressure is set from 0.5kg to 10kg.
3.2.5 脱模速度和脱模长度 Speed and length of demoulding
脱模速度:指印刷后的基板脱离模板的速度,在焊膏与模板完全脱离之前,分离速度要